メタルインジェクションモールディングの収縮とは何ですか?
メタルインジェクションモールディング(MIM)の収縮とは、成形されたグリーンパーツが脱脂と焼結を経て緻密な焼結金属部品になる際に発生する、制御された寸法減少のことです。実際のRFQの問題は、MIM材料、原料フィードストック、部品形状、金型補正、焼結プロセス、および検査計画が、小型の複雑な金属部品の重要な寸法をどのように制御するかを決定することです。
メタルインジェクションモールディングにおける収縮の意味とは?
メタルインジェクションモールディングにおいて、収縮とは、射出成形されたフィードストックの形状が、脱脂中にバインダーが除去され、焼結中に金属粉末粒子が緻密化するにつれて小さくなることを意味します。成形されたグリーンパーツは、意図的に最終的な金属部品よりも大きく作られます。金型とプロセス計画は、この予想される寸法変化を補償する必要があるからです。
MIMプロセスが制御されている場合、収縮はランダムな欠陥ではありません。収縮はMIMルートの正常な一部です。購入者にとってのリスクは、不均一な収縮、予測できない変形、または穴、スロット、薄肉、ねじ、ボス、基準面、合わせ面などのフィーチャーにおける制御不能な寸法変化です。
MIM収縮要因 | 影響を受ける製造段階 | 寸法リスク | 購入者が提供すべきRFQ情報 |
|---|---|---|---|
金属粉末の種類 | フィードストック準備および焼結 | 合金や粉末特性の違いにより収縮が異なる可能性がある | 目標合金グレードおよび承認された代替材料 |
バインダーシステム | 射出成形および脱脂 | バインダー除去は焼結前の形状安定性に影響を与える可能性がある | 機能面および脆弱なフィーチャー |
粉末充填率 | フィードストックの一貫性 | 変動は最終密度と寸法傾向に影響を与える可能性がある | 重要な寸法と検査優先順位 |
部品肉厚 | 脱脂、加熱、焼結 | 厚肉部と薄肉部では収縮や変形が異なる可能性がある | 肉厚、リブ、ボス、断面変化 |
フィーチャー形状 | 金型、脱脂、焼結サポート | 小さな穴、長いスロット、細いポスト、深いフィーチャーは移動または閉塞する可能性がある | 機能的な穴、スロット、ねじ、組立インターフェース |
焼結サポート | 焼結炉への装入 | サポートされていないフィーチャーはたわみ、反り、変形する可能性がある | 平面度、真直度、基準要件 |
金型補正 | 金型設計 | 間違った補正は系統的なサイズ超過または不足を引き起こす可能性がある | 2D図面、公差スキーム、最終検査寸法 |
二次加工 | 焼結後仕上げ加工 | 重要なフィーチャーは収縮後も依然として機械加工が必要な場合がある | 機械加工された基準面、ねじ、穴、シール面 |
MIMプロセス中、収縮はいつ発生しますか?
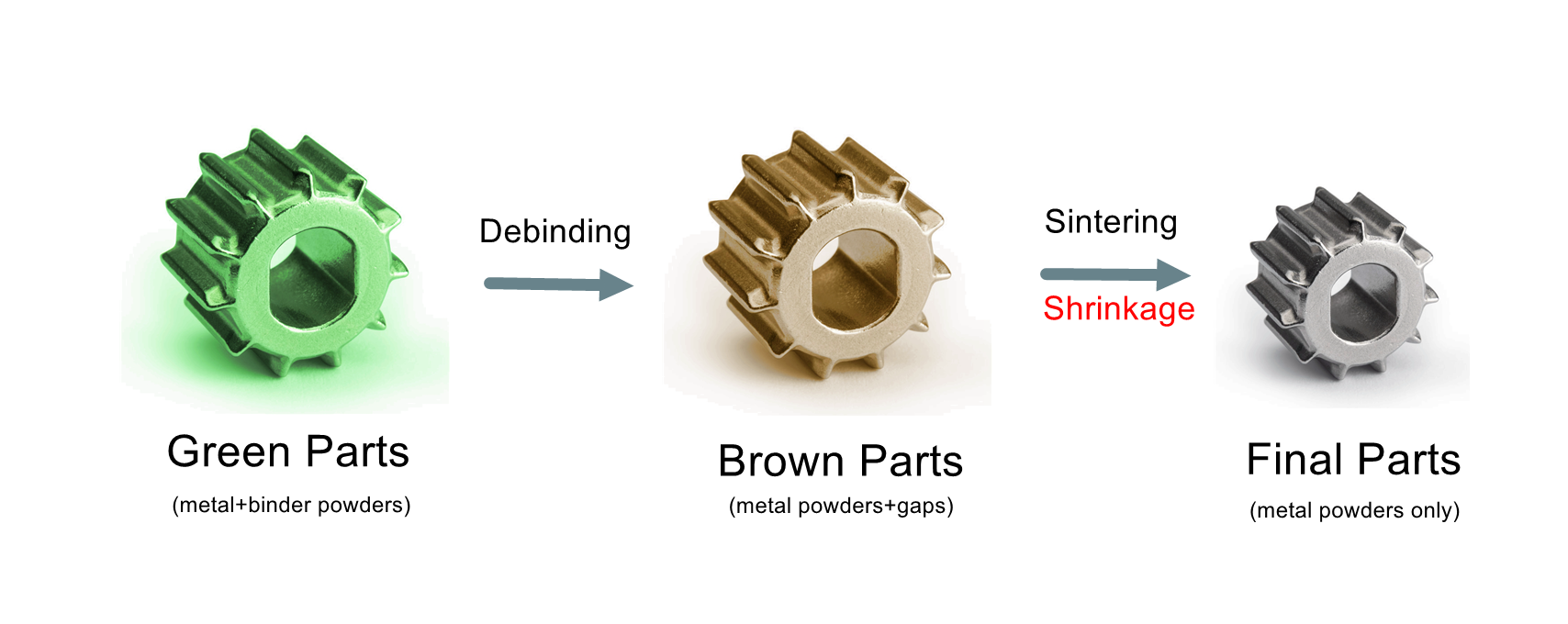
MIM収縮は主に焼結中に顕在化します。成形されたグリーンパーツが脱脂を経た後です。グリーンパーツには金属粉末とバインダーが含まれています。脱脂によりバインダーシステムが除去され、脆弱なブラウンパーツが残ります。これは焼結に十分な形状を保持する必要があります。
焼結中、金属粉末粒子が結合し、緻密化します。この緻密化により部品の全体寸法が減少し、最終的な金属構造が形成されます。収縮の方向と一貫性は、粉末、バインダー、部品形状、サポート、炉の条件、およびプロセス制御に依存します。
購入者は、金型キャビティが最終部品と同じサイズではないことを理解する必要があります。MIMサプライヤーは、予想される収縮後に焼結部品が目標寸法に達するように、収縮補償を考慮して金型を設計します。
材料、フィードストック、部品形状はMIM収縮にどのように影響しますか?
材料とフィードストックは収縮に影響します。なぜなら、各MIM合金と粉末システムには独自の焼結挙動があるからです。ステンレス鋼、低合金鋼、工具鋼、磁性合金、およびその他のMIM材料は、異なる処理前提条件を必要とする場合があります。正確な収縮率は、選択された材料とフィードストックシステムについてサプライヤーが確認する必要があります。
部品形状も収縮に影響します。均一な肉厚の断面は、急激な断面変化、孤立した厚肉ボス、薄肉片持ち梁、長いスロット、止まり穴、または非常に小さなフィーチャーがある部品よりも通常制御が容易です。不均一な質量分布は、脱脂および焼結中の変形リスクを高める可能性があります。
購入者は、早期に機能寸法を特定する必要があります。外観上の外形プロファイルは、ベアリングボア、スナップフィーチャー、ねじ穴、シール面、歯車歯、または嵌合基準面よりも大きなばらつきを許容できる場合があります。この区別により、サプライヤーは金型、焼結サポート、検査、および可能な二次加工を計画することができます。
収縮はMIMの寸法と公差にどのように影響しますか?
収縮は、部品全体のサイズと局所的なフィーチャーの精度の両方に影響します。全体的な収縮が予測されている場合でも、個々のフィーチャーはゲート位置、肉厚、脱脂経路、焼結サポート、炉装入、および部品の向きに影響される可能性があります。
MIMのRFQでは、購入者はすべてのフィーチャーにデフォルトで厳しい公差を割り当てることを避けるべきです。厳しい公差は、合わせ面、穴、ボア、ねじ位置、シール領域、位置決めフィーチャー、基準面などの機能寸法に限定する必要があります。非機能寸法は、より緩やかな公差の期待値を使用できることがよくあります。
焼結ままのMIM制御では重要すぎる寸法がある場合、二次加工、コイニング、サイジング、研削、またはその他の仕上げ加工が必要になる場合があります。図面にはこれらの重要なフィーチャーを明確に記載し、見積もりに正しいプロセスルートが含まれるようにする必要があります。
金型とプロセス制御はどのようにMIM収縮を補償しますか?
MIM金型は、選択されたフィードストックと焼結プロセスに応じて金型キャビティを拡大し、フィーチャー設計を調整することで収縮を補償します。この補償は、プロセス経験、材料データ、金型流動挙動、およびサンプリングからの寸法フィードバックに基づいています。
プロセス制御はこの補償をサポートします。フィードストックの一貫性、射出成形条件、脱脂サイクル、焼結温度プロファイル、炉雰囲気、部品サポート、および検査フィードバックはすべて、寸法の一貫性に影響します。安定したプロセスにより、サプライヤーはサンプリングから量産まで収縮挙動を予測可能に維持できます。
検査でループを閉じます。初品検査、CMM測定、ゲージチェック、目視検査、密度レビュー、機能テストにより、収縮補正が正しいかどうか、または金型、プロセス、二次加工の調整が必要かどうかを特定できます。
MIM収縮が見積もりの懸念事項となる場合、購入者は何を提供すべきですか?
有用なMIM RFQには、3D CADモデル、2D図面、目標合金、予想数量、部品機能、重要な寸法、公差注記、表面仕上げ要件、熱処理または二次加工の必要性、検査要件、および変更できない組立インターフェースを含める必要があります。
購入者はまた、焼結後に重要な寸法をマークする必要があります。焼結後に穴が開けられる場合、ねじが機械加工される場合、基準面が研削される場合、または表面が研磨される場合、これらの工程は見積もりの前に明記する必要があります。
実際的な答えは、材料選択、金型補正、脱脂、焼結、検査、および二次加工が一緒に計画されている場合、MIM収縮は予測可能で管理可能であるということです。正確な収縮率は、一般的なルールからコピーするのではなく、プロジェクト固有として扱う必要があります。
