インベストメント鋳造 | 工程、材料、利点と欠点
投資鋳造の概要
ロストワックス鋳造とも呼ばれる投資鋳造は、数千年にわたる製造技術の歴史を持つプロセスです。優れた表面仕上げ、高い寸法精度、複雑なディテールを備えた部品を生産できることで知られています。このプロセスは、航空宇宙、自動車、医療機器など、多くの産業分野で使用され、他の鋳造方法では製造が困難な部品を作り出します。Investment & Precision Casting Ltd.の多様性と精度を証明するプロセスです。

投資鋳造のプロセス
投資鋳造プロセスにはいくつかの重要なステップがあります。以下に手順を示します。
パターン作成
まず最終製品を模したワックスパターンを作成します。このパターンは通常、射出成形で製造され、溶融ワックスを金型に注入して固化させます。

ワックスパターンの組立とツリー形成
ワックスパターンを製作した後、スプルーに取り付けてツリー状の構造を形成します。これにより複数の部品を同時に鋳造でき、工程の効率が向上します。
シェル(殻)の形成
ワックスツリーをセラミックスラリーに浸漬し、パターンの周りにシェルを作ります。複数回にわたって浸漬・乾燥を繰り返します。
ワックス除去
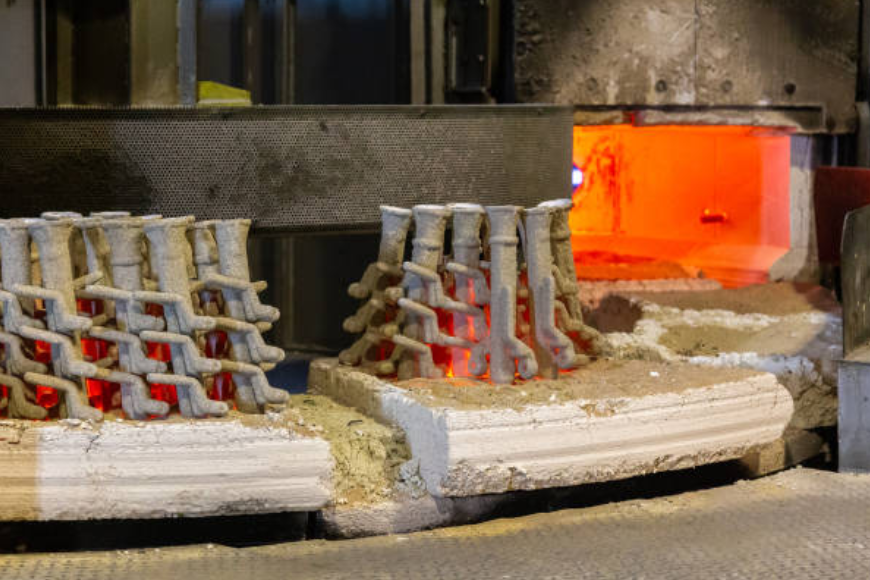
セラミックシェルが乾燥したら、炉でワックスを溶かし出し、空洞の鋳型を得ます。
溶解と鋳込み
鋳型を予熱してから溶融金属を流し込みます。金属はシェル内で凝固し、最終部品が形成されます。
仕上げ工程
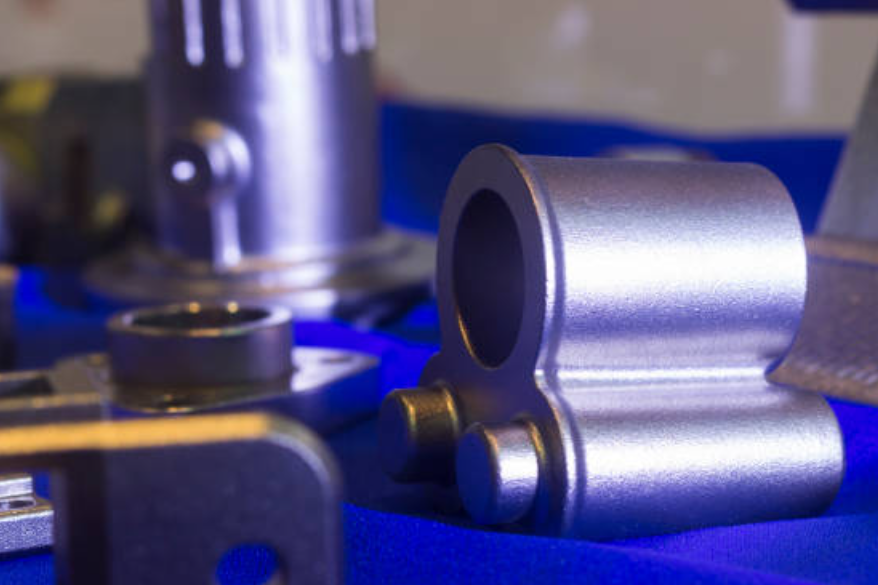
金属が冷却・凝固した後、セラミックシェルを破壊してツリーから部品を切り離します。研削、研磨、機械加工などの仕上げ処理により、最終寸法と表面品質を確保します。
使用材料の概要
投資鋳造の多様性は、さまざまな材料の選択肢に表れています。材料の選定は用途、コスト、機械的特性、鋳造特性に依存します。一般的に使用される材料には、ステンレス鋼、アルミニウム、および特殊合金があります。
投資鋳造で使用される多様な材料
各材料は独自の特性を有し、幅広い選択肢を提供します:

ステンレス鋼
耐食性と優れた機械的特性を有し、食品加工、医療、海洋用途で多用されます。
材料分類 | グレード | 工程 | データシート |
オーステナイト系 | 304 (CF8) | 投資鋳造 | 304 データシート |
オーステナイト系 | 316 (CF8M) | 投資鋳造 | 316 データシート |
マルテンサイト系 | 410 (CA15) | 投資鋳造 | 410 データシート |
マルテンサイト系 | 17-4 PH (CB7Cu-1) | 投資鋳造 | 17-4 PH データシート |
フェライト系 | 430 (CF3) | 投資鋳造 | 430 データシート |
デュプレックス系 | 2205 (CD3MN) | 投資鋳造 | 2205 データシート |
低合金鋼
炭素鋼より優れた機械特性を持ち、高強度・高靭性を必要とする用途に適しています。
材料分類 | グレード | 工程 | データシート |
低合金鋼 | 4130 (L80) | 投資鋳造 | 4130 データシート |
低合金鋼 | 4140 (L80) | 投資鋳造 | 4140 データシート |
低合金鋼 | 4340 (L80) | 投資鋳造 | 4340 データシート |
低合金鋼 | 8620 (L80) | 投資鋳造 | 8620 データシート |
低合金鋼 | 8630 (L80) | 投資鋳造 | 8630 データシート |
低合金鋼 | 9310 (L80) | 投資鋳造 | 9310 デー�シート |
鋳造アルミニウム
軽量かつ耐食性が高く、自動車や航空宇宙産業で広く使用されます。
材料分類 | グレード | 工程 | データシート |
アルミ合金 | A356 | 投資鋳造 | A356 データシート |
アルミ合金 | A357 | 投資鋳造 | A357 データシート |
アルミ合金 | 6061 | 投資鋳造 | 6061 データシート |
アルミ合金 | 7075 | 投資鋳造 | 7075 データシート |
アルミ合金 | 356-T6 | 投資鋳造 | 356-T6 データシート |
アルミ合金 | 380 | 投資鋳造 | 380 データシート |
炭素鋼
コスト効率が高く、強度と柔軟性のバランスに優れる素材です。
材料分類 | グレード | 工程 | データシート |
炭素鋼 | 1010 | 投資鋳造 | 1010 データシート |
炭素鋼 | 1020 | 投資鋳造 | 1020 データシート |
炭素鋼 | 1030 | 投資鋳造 | 1030 データシート |
炭素鋼 | 1045 | 投資鋳造 | 1045 データシート |
炭素鋼 | 1080 | 投資鋳造 | 1080 データシート |
炭素鋼 | 4140 | 投資鋳造 | 4140 データシート |
耐熱合金
高温・腐食性環境に耐え、航空機エンジンや産業用ガスタービンで使用されます。
材料分類 | グレード | 工程 | データシート |
ニッケル基耐熱合金 | IN718 | 投資鋳造 | IN718 データシート |
ニッケル基耐熱合金 | IN625 | 投資鋳造 | IN625 データシート |
ニッケル基耐熱合金 | IN713C | 投資鋳造 | IN713C データシート |
ニッ케ル基耐熱合金 | IN738 | 投資鋳造 | IN738 データシート |
コバルト基耐熱合金 | Mar-M-247 | 投資鋳造 | Mar-M-247 データシート |
コバルト基耐熱合金 | Haynes 25 | 投資鋳造 | Haynes 25 データシート |
鋳鉄
優れた鋳造性と機械加工性を有し、自動車や工業用途でよく使用されます。
材料分類 | タイプ | 工程 | データシート |
グレー鋳鉄 | Class 20 | 投資鋳造 | Class 20 データシート |
グレー鋳鉄 | Class 30 | 投資鋳造 | Class 30 データシート |
グレー鋳鉄 | Class 40 | 投資鋳造 | Class 40 データシート |
延性鋳鉄 | 65-45-12 | 投資鋳造 | 65-45-12 データシート |
延性鋳鉄 | 80-55-06 | 投資鋳造 | 80-55-06 データシート |
延性鋳鉄 | 100-70-03 | 投資鋳造 | 100-70-03 データシート |
銅合金
黄銅や青銅など、高い導電性と耐食性を備えます。
材料分類 | グレード | 工程 | データシート |
銅合金 | C83600 | 投資鋳造 | C83600 データシート |
銅合金 | C92200 | 投資鋳造 | C92200 データシート |
銅合金 | C95400 | 投資鋳造 | C95400 データシート |
銅合金 | C95800 | 投資鋳造 | C95800 データシート |
銅合金 | C17200 | 投資鋳造 | C17200 データシート |
銅合金 | C17510 | 投資鋳造 | C17510 データシート |
特殊合金
高温耐性、磁気特性、耐摩耗性など、特異な性質を要する用途向けの合金です。チタン合金、コバルト合金、ニッケル合金などがあります。
材料分類 | グレード | 工程 | データシート |
チタン合金 | Ti-6Al-4V | 投資鋳造 | Ti-6Al-4V データシート |
チタン合金 | Ti-6Al-2Sn-4Zr-2Mo | 投資鋳造 | Ti-6Al-2Sn-4Zr-2Mo データシート |
コバルト系耐熱合金 | CoCrMo | 投資鋳造 | CoCrMo データシート |
コバルト系耐熱合金 | MP35N | 投資鋳造 | MP35N データシート |
ニッケル系耐熱合金 | Rene 41 | 投資鋳造 | Rene 41 データシート |
ニッケル系耐熱合金 | Hastelloy X | 投資鋳造 | Hastelloy X データシート |
表面処理
表面処理は、外観の向上、耐食性の強化、材料特性の変更、外部影響からの保護のために施されます。最終製品の要件に応じて方法を選択します。
主な表面処理方法
投資鋳造でよく用いられる技術:
電気めっき
電流を利用して金属イオンを還元し、導電体の表面に薄い金属膜を形成します。コスト効果が高く、耐食性・耐摩耗性・美観を向上させます。
PVD(物理蒸着)
蒸発した材料をターゲット表面に薄膜として堆積させ、硬度や耐食性、耐摩耗性を改善します。精密コーティングに適します。
研磨
研磨剤を用い、円周運動で摩擦を加えて表面を滑らかにし、鏡面仕上げを実現します。汚れが付きにくく、清掃が容易になります。
表面硬化
表面層のみを硬化させ、内部は靭性を保ちます。浸炭、窒化、レーザー処理などで耐摩耗性を向上させます。
粉体塗装
静電粉体を塗布し、加熱して焼付けることで厚い均一な塗膜を形成します。耐食性、耐衝撃性、耐摩耗性に優れます。
寸法公差
投資鋳造は再現性の高い鋳造公差を提供します。一般に±0.003~±0.004インチ/インチ(±0.076~±0.102mm/cm)の精度が得られます。
公差に影響する要因:
部品形状:対称的で壁厚が均一なほど公差変動が少ない。
金型・工具公差:全変動の約10%。
工程変動:全変動の約70%を占め、ワックスパターン、セラミックシェル、鋳造の各工程が影響。
公差を高めるための手法:
部品の再設計(リブやガセットの追加)。
ワックス射出金型の調整。
ひずみ除去/焼戻し。
追加検査・計測。
最終仕上げ加工。
投資鋳造の利点
複雑な形状の部品を高精度かつ優れた表面品質で製造可能です:

小型から大型まで幅広いサイズの部品製造。
他法では困難な複雑形状の実現。
追加加工なしで高い寸法精度と仕上げ。
優れた機械的特性と構造的完全性。
利用時の注意点
複雑形状では金型コストが高くなる。
鋳造所の設備によるサイズ制限。
極小・微細構造の鋳造は難易度が上がる。
大規模量産や複雑部品では時間がかかる。
結論
投資鋳造は、多彩な材料選択、高精度、高品質表面仕上げを兼ね備えた万能製造技術です。用途に応じた材料、表面処理、公差を考慮し、最適な方法を選択してください。
