Nimonic 80A
Basic Description of Nimonic 80A Powder
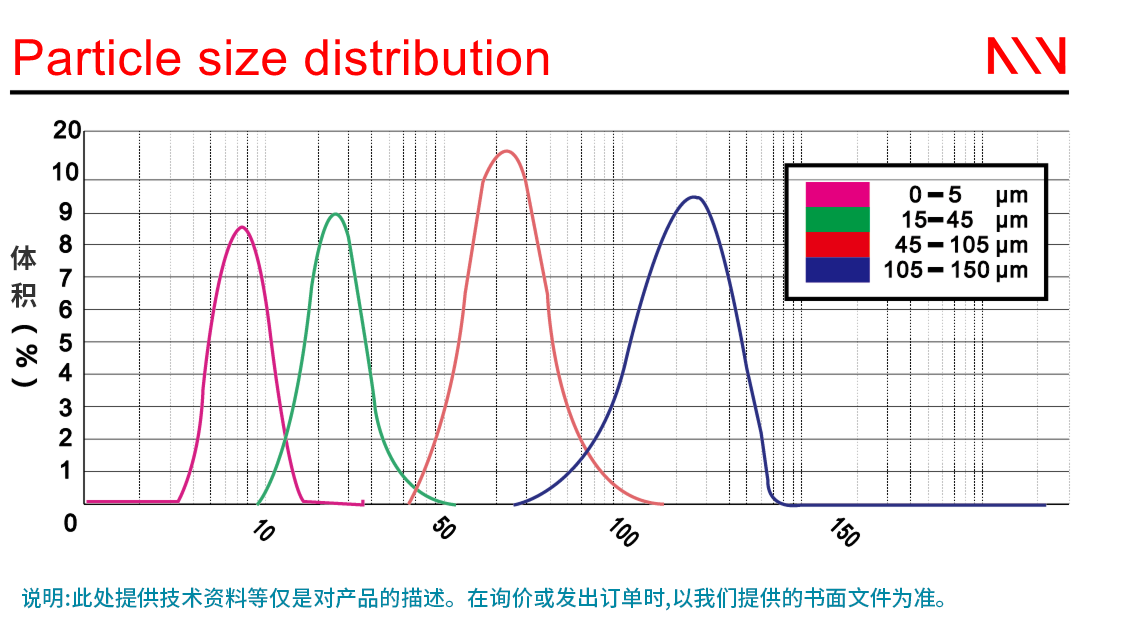
Nimonic 80A is a nickel-chromium alloy enriched with titanium and aluminum. It is known for its high strength and oxidation resistance at elevated temperatures. This alloy is specifically engineered for performance in high-temperature environments, making it an ideal choice for advanced manufacturing processes, including additive manufacturing (3D printing). Nimonic 80A powder is tailored for such applications, offering a fine particle size that ensures high packing density, uniform sintering, and excellent mechanical properties in the finished parts.
Nimonic 80A Similar grades
UK: Nimonic80A
France: NiCr20TiAl
Similar high-temperature nickel-based superalloys include:
Inconel 718: A nickel-chromium alloy noted for its high yield, tensile, and creep-rupture properties at high temperatures, making it suitable for aerospace and energy sectors.
Hastelloy X: Known for excellent oxidation resistance, it is used extensively in gas turbine engine components and industrial furnace applications.
Rene 41: A nickel-based superalloy with exceptional high-temperature strength and oxidation resistance, commonly used in aerospace engine and gas turbine applications.
Waspaloy: Another nickel-based superalloy known for its high strength at elevated temperatures and good oxidation resistance, used in gas turbine parts and aerospace engine components.
Applications
Nimonic 80A powder, renowned for its exceptional high-temperature strength and corrosion resistance, finds extensive use across various demanding industrial applications. Its properties make it especially suitable for environments where durability under thermal stress is critical. Here's a closer look at specific applications of Nimonic 80A:
1. Aerospace Industry: Nimonic 80A is extensively used in the aerospace sector for manufacturing critical engine components, such as turbine blades, exhaust nozzles, and other high-temperature parts. Its ability to withstand high temperatures and maintain strength under thermal cycling makes it ideal for these applications.
2. Automotive Turbochargers: The alloy's high-temperature resistance makes it suitable for automotive turbocharger components. Nimonic 80A can endure the extreme temperatures generated in turbocharged engines, enhancing performance and reliability.
3. Power Generation: In power plants, especially those involving gas turbines, Nimonic 80A is used for turbine blades, discs, and other components exposed to high temperatures. Its resistance to creep and high-temperature corrosion helps maintain the efficiency and longevity of power generation systems.


4. Industrial Processing Equipment: Nimonic 80A finds applications in industrial heat treatment equipment, including furnaces and reactors. Its oxidation resistance is crucial for components that operate at high temperatures in corrosive environments.
5. Oil and Gas Industry: Components used in the extraction and processing of oil and gas, such as valves and fasteners, benefit from the high-temperature strength and corrosion resistance of Nimonic 80A. It ensures reliability and safety in harsh operational conditions.
6. Nuclear Reactors: The alloy's resistance to high-temperature corrosion and its strength make it suitable for components within nuclear reactors, where materials must endure aggressive environments and maintain integrity over long periods.
Nimonic 80A Composition and Properties
Nimonic 80A is a nickel-chromium alloy with superior strength and corrosion resistance, particularly at high temperatures. This alloy's unique composition makes it suitable for use in environments where it will be subjected to intense heat and stress.
Composition:
The chemical composition of Nimonic 80A is as follows:
Nickel (Ni): The base provides overall corrosion resistance and forms the alloy matrix.
Chromium (Cr): 18-21% contributes significantly to oxidation resistance and helps form a protective oxide layer on the material's surface.
Titanium (Ti): 1.8-2.7%, crucial for strengthening the alloy by forming gamma prime precipitates.
Aluminum (Al): 1.0-1.8% also contributes to the precipitation hardening and enhances oxidation resistance.
Carbon (C): Up to 0.1% has a minor role in strengthening the alloy.
Cobalt (Co), Manganese (Mn), Silicon (Si), and Iron (Fe): Present in smaller amounts, each adding to the alloy's overall mechanical properties and stability.
Properties:
Leveraging this composition, Nimonic 80A exhibits a range of properties tailored for high-performance applications:
High-Temperature Strength: Maintains exceptional mechanical strength and creep resistance at temperatures up to 815°C (1500°F), making it ideal for aerospace and power generation components.
Excellent Oxidation Resistance: The chromium content provides robust resistance to oxidation at high temperatures, which is essential for maintaining the integrity of parts exposed to hot environments.
Good Corrosion Resistance: It exhibits resistance to various corrosive environments, thanks to its nickel-chromium matrix.
Weldability: Despite its high strength, Nimonic 80A can be welded using standard techniques, allowing for the fabrication of complex assemblies.
Applications Stemming from Composition and Properties:
Given its ability to retain high strength at elevated temperatures and resist oxidation, Nimonic 80A is extensively used in the aerospace industry for turbine blades, discs, and other critical engine components. It is also favored for automotive turbocharger parts, power generation turbines, and other applications where high-temperature performance is crucial. The alloy's unique blend of properties ensures that components made from Nimonic 80A can withstand the rigors of extreme environments, enhancing efficiency and safety across a wide range of industrial applications.
Powder Characteristics
The effectiveness of Nimonic 80A in manufacturing, particularly in techniques such as additive manufacturing (3D printing), metal injection molding (MIM), and powder compression molding (PCM), heavily relies on the characteristics of its powder form. These characteristics ensure that the manufacturing process yields components with optimal mechanical properties and high-quality surface finishes.
Yield Strength:
Yield strength indicates the stress at which a material begins to deform plastically. Nimonic 80A parts typically exhibit a yield strength of 105,000 to 130,000 psi. This high yield strength underscores the material's ability to withstand significant stress before experiencing permanent deformation, making it suitable for high-stress applications, especially at elevated temperatures.
Tensile Strength:
Tensile strength represents the maximum stress a material can withstand while being stretched or pulled before breaking. Parts made from Nimonic 80A powder can achieve tensile strengths of approximately 150,000 to 180,000 psi. This high tensile strength is essential for components subjected to high tensile loads, ensuring durability and performance.
Elongation:
Elongation measures the flexibility of a material or how much it can stretch before breaking. Manufactured parts from Nimonic 80A typically show an elongation range of 20% to 30%, demonstrating good ductility. This characteristic allows components to undergo significant deformation before failure, which is advantageous in applications where materials must absorb significant energy or withstand impact.
Nimonic 80A Physical Properties
Understanding the physical properties of Nimonic 80A powder is crucial for optimizing its use in various manufacturing processes and ensuring the performance of the final manufactured components. These properties significantly influence the powder's behavior during processing and the characteristics of the finished parts.
Density:
Nimonic 80A has a density of approximately 8.19 g/cm³. This high density indicates the material's compact atomic structure, contributing to the overall strength and durability of parts manufactured from this alloy. Achieving near-full density in parts is essential for applications requiring high mechanical integrity and resistance to high-temperature environments.
Hardness:
Manufactured components from Nimonic 80A powder exhibit significant hardness, indicative of the alloy's wear resistance and mechanical durability. This property is fundamental in applications where components are subject to abrasive or erosive conditions, ensuring longevity and reliability.
Specific Surface Area:
The specific surface area of Nimonic 80A powder influences its reactivity and sinterability. A higher specific surface area allows for more effective sintering, leading to more substantial, denser parts. This characteristic is crucial for additive manufacturing and metal injection molding processes, where part integrity depends on the powder's sintering behavior.
Sphericity:
The sphericity of the powder particles affects their flowability and packing density, which are essential factors for achieving uniformity and consistency in manufactured parts. High sphericity ensures smooth flow through the equipment and uniform layering or packing, which is critical for manufacturing accuracy and repeatability in processes like 3D printing and MIM.
Bulk Density:
Nimonic 80A powder's bulk density impacts the efficiency of powder handling and the quality of the final part. An optimized bulk density promotes easy handling and efficient compaction, essential for achieving uniform part density and optimal mechanical properties.
Melting Point:
Nimonic 80A has a melting point suitable for its specific manufacturing processes, typically around 1320°C (2408°F). This property ensures the material's stability and performance during high-temperature applications, which is crucial for 3D printing and casting processes.
Relative Density:
After processing, the relative density of parts can reach near theoretical density, which is crucial for achieving optimal mechanical strength and minimizing porosity, thereby enhancing component performance in demanding environments.
Recommended Layer Thickness:
For additive manufacturing processes, the optimal layer thickness of Nimonic 80A powder ensures fine detail without compromising structural integrity, balancing resolution with build time efficiently.
Thermal Expansion Coefficient:
The alloy exhibits a thermal expansion coefficient that ensures compatibility with other materials in composite structures, maintaining dimensional stability across a wide temperature range.
Thermal Conductivity:
Its thermal conductivity allows for efficient heat dissipation, essential for components that experience high thermal loads during operation.
Hall Flow Rate:
This property measures the powder's ability to flow through an orifice, affecting the precision and repeatability of powder-based manufacturing processes. An excellent Hall Flow Rate indicates good flowability, enabling accurate and consistent part fabrication, especially in additive manufacturing.
Manufacturing Techniques
Nimonic 80A's excellent high-temperature strength and corrosion resistance make it an ideal candidate for various manufacturing processes. Selecting a suitable manufacturing technique depends on the specific application and desired outcomes. This section explores the compatible manufacturing processes for Nimonic 80A, compares the outcomes across different methods, and discusses common issues and solutions.
1. Which manufacturing processes are Nimonic 80A suitable for?
3D Printing (Additive Manufacturing): Nimonic 80A is particularly well-suited for laser powder bed fusion (LPBF) and direct metal laser sintering (DMLS). These processes are excellent for producing complex geometries and components with precise details, crucial for aerospace and automotive applications requiring high-temperature resistance.
Metal Injection Molding (MIM): This process effectively manufactures small to medium-sized components with complex shapes and high precision. MIM is ideal for producing high-volume parts, leveraging Nimonic 80A's properties for applications like turbocharger components and aerospace fittings.
Powder Compression Molding (PCM): Suitable for more extensive, less complex components, PCM can utilize Nimonic 80A powder to produce parts with uniform density and material properties, essential for industrial and power generation applications.
Vacuum Casting: While less common for high-strength alloys like Nimonic 80A, vacuum casting can be used for prototyping and small-batch production, especially when precise control over mechanical properties is not critically required.
Hot Isostatic Pressing (HIP): HIP is employed to improve the properties of parts made from Nimonic 80A powder, particularly those manufactured through additive manufacturing or PCM, by reducing porosity and enhancing material density.
CNC Machining: Nimonic 80A can be machined into final or semi-final parts. CNC machining is often used to achieve precise dimensions and delicate features on components initially formed by other methods.
2. Comparison of parts produced by these manufacturing processes:
Surface Roughness: Additive manufacturing typically produces parts with higher surface roughness compared to MIM or CNC machining, necessitating post-processing for the desired finish.
Tolerances: CNC machining and MIM usually offer tighter tolerances than additive manufacturing or PCM, which might require additional finishing to meet specific requirements.
Internal Defects: Additive manufacturing and PCM can introduce internal porosity or defects not present in parts produced through MIM or CNC machining. HIP can mitigate these issues.
Mechanical Properties: While additive manufacturing can produce parts with comparable mechanical properties to traditional methods, specific treatments such as HIP might be necessary to optimize the performance of Nimonic 80A components.
Compactness: MIM and CNC machining generally yield higher-density parts and fewer defects, which is crucial for applications requiring optimal material properties.
3. Normal issues and solutions in these manufacturing processes:
Surface Treatment: Techniques such as mechanical polishing, electro-polishing, or chemical etching are often required to improve surface finish, especially for additive manufactured parts.
Heat Treatment: Specific heat treatments can enhance the corrosion resistance and mechanical properties of Nimonic 80A parts tailored to the final application requirements.
Tolerance Achievement: Precision machining or grinding may be necessary to achieve tight tolerances on additive manufacturing or PCM parts.
Deformation Problems: Components susceptible to deformation during processing can be countered with careful design, support strategies in additive manufacturing, or subsequent straightening processes.
Cracking Problems: Minimizing residual stresses through proper heat treatment and employing gradual cooling rates can help prevent cracking in Nimonic 80A components.
Detection Methods: Non-destructive testing methods such as X-ray tomography or ultrasonic testing are crucial for identifying internal defects or porosity within Nimonic 80A parts.
Manufacturing With Nimonic 80A Superalloy
Main manufacturing processes:
Nickel-based high-temperature alloys are usually used for corrosion resistance, high-temperature resistance, and other extreme working conditions, such as impellers, pump valves, auto parts, etc. Neway has a variety of processing techniques for manufacturing nickel-based high-temperature alloy parts and solving their problems, such as deformation, cracking, and porosity.
Powder compression molding (PCM)
Get A FREE PROTOTYPING SERVICE NOW!: Consultative Design Service at Neway
Explore Related Blogs



