Superalloy Parts Manufacturing: Vacuum Investment Casting Service
Superalloy Vacuum Investment Casting RFQ Decision: Vacuum investment casting uses wax patterns, ceramic shells, controlled melting, and vacuum pouring conditions to manufacture selected superalloy parts with complex geometry. Buyers usually review this route for nickel-based alloy components, high-temperature metal parts, corrosion-resistant castings, brackets, vanes, housings, and flow-path components that need casting rather than machining from billet. The practical RFQ problem is defining the alloy grade, casting route, wall sections, internal features, heat treatment, HIP, CNC machining, surface finish, inspection evidence, and final validation requirement before quotation.
Superalloy parts are difficult to quote from a simple 3D model alone. The same geometry can require different decisions depending on alloy chemistry, operating environment, casting soundness, dimensional tolerance, coating, heat treatment, and non-destructive testing. Buyers should provide the drawing, material grade, critical features, acceptance standard, and inspection records required for the final part.

What Vacuum Investment Casting Means for Superalloy Parts
Vacuum investment casting is a precision casting route that forms a ceramic shell around a wax pattern, removes the wax, prepares the shell, and pours molten alloy into the shell under controlled conditions. For superalloys, vacuum conditions may be reviewed to reduce oxidation risk and help protect alloy chemistry during melting and pouring.
The buyer question is whether the superalloy part should be cast, machined, metal printed, or made by another route. Investment casting can support complex shapes, thin or curved sections, and near-net casting geometry, but the process still needs review for shrinkage, shell stability, gating, grain-related requirements, surface finish, machining allowance, and inspection access.

How the Vacuum Investment Casting Route Works
The typical route includes wax pattern production, gating design, ceramic shell building, dewaxing, shell firing, alloy melting, vacuum or controlled atmosphere pouring, shell removal, cut-off, heat treatment, optional HIP service, CNC machining, surface finishing, and inspection. The exact sequence depends on alloy, geometry, buyer standard, and final application risk.
Each stage can affect the final casting. Wax pattern shrinkage affects dimensions. Ceramic shell strength affects surface and geometry. Gating and feeding affect shrinkage porosity risk. Heat treatment affects microstructure and final properties. Machining affects datums, sealing surfaces, holes, and mating faces.
Which Superalloy Materials and Part Features Need RFQ Review
Superalloy RFQs should identify the exact alloy rather than only saying "superalloy." Nickel-based alloys, cobalt-based alloys, and other high-temperature alloys can have different melting behavior, casting risk, heat treatment, machining response, and inspection needs. If the buyer uses an internal material specification, that specification should be included with the RFQ.
Part features also drive the route. Thin walls, deep pockets, blades or vanes, internal passages, sharp radii, heavy sections, threaded bosses, sealing faces, and long cantilever features can change casting feasibility. The RFQ should mark critical-to-function dimensions, non-machined surfaces, machined datums, coating areas, and inspection zones.

How Heat Treatment, HIP, and CNC Machining Affect Superalloy Castings
Post-casting operations are often part of the real manufacturing route. Superalloy investment castings may need heat treatment, HIP, straightening, grinding, welding repair if approved by the buyer, coating, or CNC machining. These operations should be defined before quotation because they affect cost, lead time, and inspection evidence.
CNC machining is commonly reviewed for threaded holes, sealing faces, mounting datums, slots, and close-fit interfaces. HIP may be reviewed when internal soundness is a buyer concern. Heat treatment should match the alloy and acceptance standard. If the buyer has a no-repair policy, special NDT requirement, or coating specification, those requirements should be stated at the RFQ stage.
What Casting Defects and Inspection Evidence Buyers Should Define
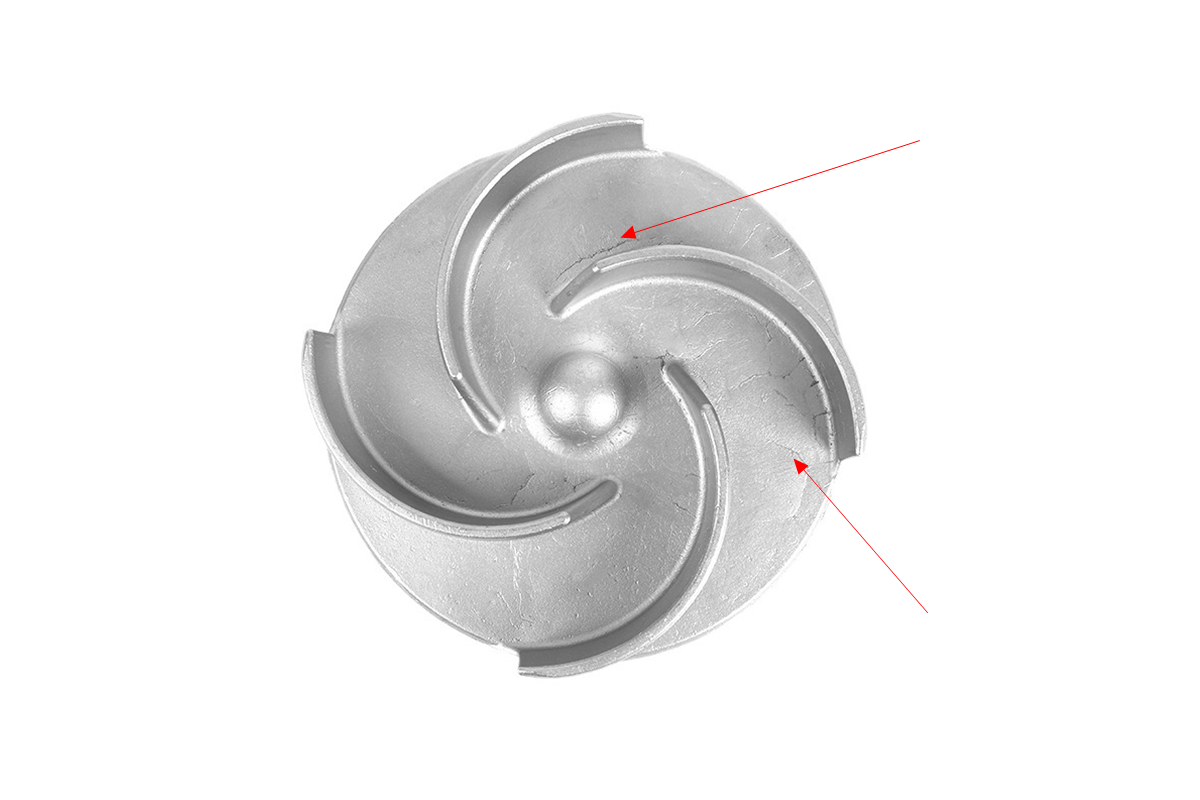
Vacuum investment casting risks include shrinkage porosity, inclusions, misruns, hot tears, shell-related surface defects, dimensional variation, and machining exposure of internal defects. The buyer should identify which defects are cosmetic, which defects affect function, and which defects are unacceptable under the final standard.
Inspection evidence may include dimensional reports, CMM reports, visual inspection standards, material certificates, heat treatment records, hardness checks, radiographic testing, dye penetrant testing, pressure or leak testing, and surface roughness measurement. The required inspection package should be defined before the quotation is accepted.
Superalloy Casting Requirement | Manufacturing Risk | RFQ Detail Needed | Inspection Evidence |
|---|---|---|---|
Thin vane or flow-path wall | Misrun, hot tear, distortion, or wall variation. | Wall thickness, flow-path surfaces, alloy grade, and allowable repair policy. | Dimensional report, visual inspection, and NDT if required. |
Heavy section near thin section | Shrinkage porosity, hot spot, or machining exposure. | Section transition, critical load path, machining allowance, and acceptance standard. | Radiographic testing, machining inspection, and dimensional report if requested. |
Machined sealing face | Porosity exposure, flatness variation, or surface finish mismatch. | Datum scheme, surface finish, leak requirement, and mating part data. | CMM report, surface roughness check, and leak test when required. |
Heat-treated superalloy casting | Property mismatch, distortion, or missing process evidence. | Heat treatment specification, alloy standard, and final validation requirement. | Heat treatment record, material certificate, and hardness check if required. |
How Vacuum Investment Casting Compares With MIM, SLM, and CNC Machining
Vacuum investment casting is usually reviewed for cast superalloy geometry and material requirements. Metal injection molding may fit smaller high-volume metal parts with MIM-compatible geometry. SLM 3D printing may fit metal prototypes or internal-channel geometries. CNC machining may fit simpler superalloy parts when billet material and machining economics are practical.
The process choice should be based on alloy, part size, quantity, geometry, critical features, tooling cost, post-processing, and validation requirements. Buyers should not choose a process by name alone; the RFQ should show what decision the manufacturing route must support.
What Neway Precision Reviews for Superalloy Investment Casting
Neway Precision reviews superalloy vacuum investment casting RFQs by checking alloy grade, geometry, wall sections, ceramic shell feasibility, gating and feeding risk, heat treatment, HIP need, CNC machining scope, surface finish, NDT requirements, dimensional inspection, and buyer acceptance standard. The review connects investment casting with precision casting, heat treatment, machining, finishing, and inspection planning.
A complete RFQ should include the 2D drawing, 3D model, alloy specification, expected quantity, target route, critical dimensions, machined surfaces, heat treatment, coating requirement, inspection level, NDT requirement, and final validation responsibility.
Related FAQs
What Makes Investment Casting Ideal For Creating Complex Geometries?
Are There Specific Limitations Or Challenges Associated With Investment Casting?
What Are The Main Challenges In Achieving Tight Tolerances With Investment Casting?
What Types Of Surface Finishes Can Be Achieved With Investment Casting?
How Does Neway Control Superalloy Microstructure And Properties?