हिन्दी
छोटे बैच सैंड कास्टिंग सेवा
हमारी सैंड कास्टिंग सेवाओं के साथ उच्च गुणवत्ता वाले कस्टम पुर्जे बनाएं। हमारे विशेषज्ञ आपकी आवश्यकताओं के लिए सर्वश्रेष्ठ समाधान प्रदान करेंगे। आज ही उद्धरण का अनुरोध करें।

नि:शुल्क कोटेशन के लिए हमें अपनी डिज़ाइन और विशिष्टताएँ भेजें
सभी अपलोड की गई फ़ाइलें सुरक्षित और गोपनीय हैं
सैंड कास्टिंग सेवा क्या है
हमारी सैंड कास्टिंग सेवा बड़ी, जटिल कास्टिंग के लिए लागत-कुशल निर्माण समाधान प्रदान करती है। उत्कृष्ट डिजाइन लचीलापन, बहुमुखी सामग्रियों का चयन, और पर्यावरण के अनुकूल प्रक्रिया के साथ, हमारी सेवा विविध औद्योगिक अनुप्रयोगों के लिए उच्च-गुणवत्ता वाले पुर्जे प्रदान करती है।

सैंड कास्टिंग के अनुप्रयोग
हमारी सैंड कास्टिंग प्रक्रिया मजबूत, उच्च अखंडता वाले धातु पुर्जे उत्पादन के लिए एक लागत-कुशल विधि प्रदान करती है, जो विस्तृत औद्योगिक अनुप्रयोगों के लिए उपयुक्त है। हमारे व्यापक सैंड कास्टेड घटकों की श्रृंखला की खोज करें।
सैंड कास्टिंग Materials
Neway की कस्टम सैंड कास्टिंग क्षमताएँ
Neway इन-हाउस पैटर्नमेकिंग, विभिन्न मोल्डिंग प्रक्रियाओं, और धातु डालने की क्षमताओं के साथ पूर्ण सेवा कस्टम सैंड कास्टिंग प्रदान करता है ताकि प्रोटोटाइप और उत्पादन दोनों कास्टिंग बनाई जा सकें। हम मैनुअल और स्वचालित मोल्ड-मेकिंग विकल्पों के साथ छोटे लॉट से उच्च वॉल्यूम तक संभाल सकते हैं। हम पूर्ण सेकंडरी फिनिशिंग ऑपरेशंस भी प्रदान करते हैं।
कस्टम पुर्जों के लिए सतह फिनिशिंग उपलब्ध
हमारी सतह उपचार सेवा कस्टम पुर्जों के लिए विशेष फिनिश प्रदान करती है, जो स्थायित्व, सौंदर्यता, और प्रदर्शन बढ़ाती है। हम इलेक्ट्रोप्लेटिंग, एनोडाइजिंग, पाउडर कोटिंग, और थर्मल बैरियर कोटिंग जैसी प्रक्रियाएँ प्रदान करते हैं, जो धातु और प्लास्टिक घटकों की जंग प्रतिरोधकता, घिसाव गुण, और दृश्य अपील को बेहतर बनाती हैं।

और जानें
As Machined

और जानें
Painting

और जानें
PVD

और जानें
Sandblasting

और जानें
Electroplating

और जानें
Polishing

और जानें
Anodizing

और जानें
Powder Coating

और जानें
Electropolishing

और जानें
IMD

और जानें
Brushed Finishes

और जानें
Black Oxide

और जानें
Heat Treatment

और जानें
Tumbling

और जानें
Alodine

और जानें
Chrome Plating

और जानें
Phosphating

और जानें
Nitriding

और जानें
Galvanizing

और जानें
Lacquer Coating

और जानें
Teflon Coating

और जानें
Thermal Coatings

और जानें
Thermal Barrier Coatings

और जानें
Passivation
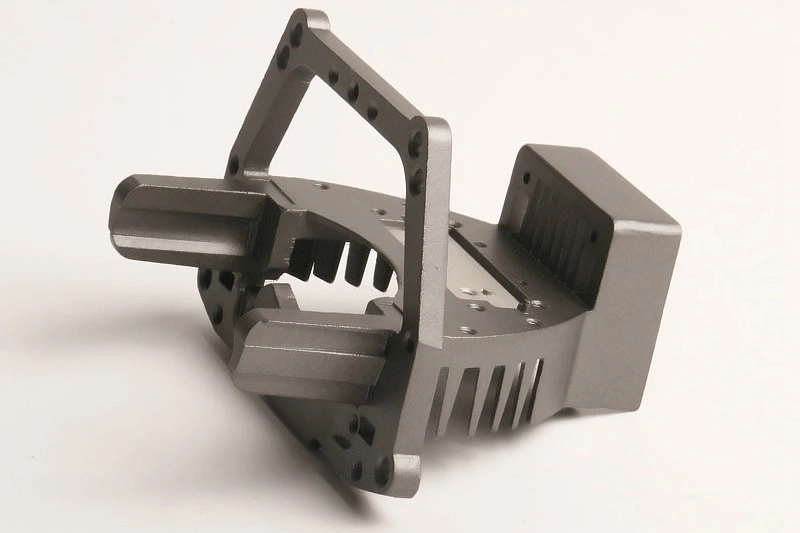
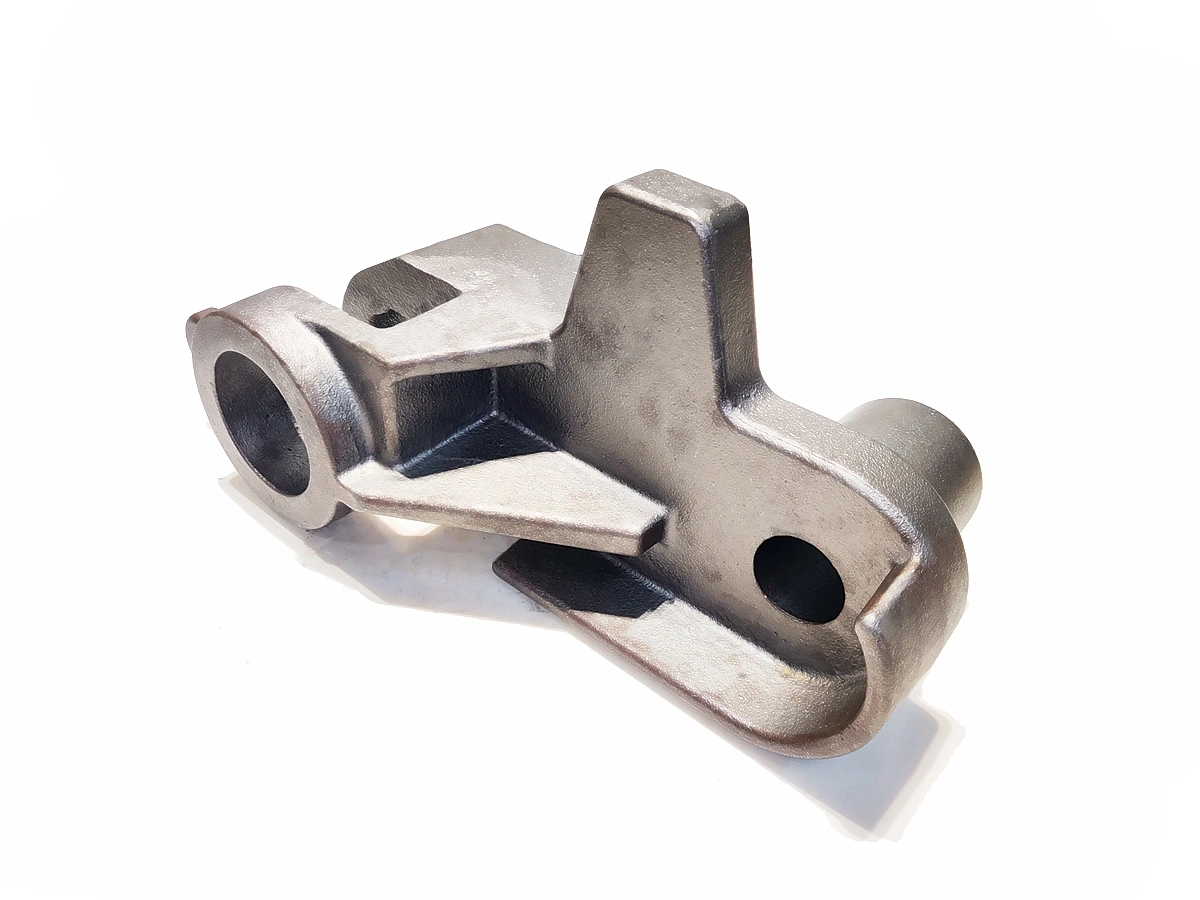
सैंड कास्टिंग पार्ट्स गैलरी
सैंड कास्टिंग पार्ट्स बनाने की प्रक्रिया के बारे में जानें और समझें कि उन्हें कैसे निर्मित किया जाता है।







आज ही नया प्रोजेक्ट शुरू करें
सैंड कास्टिंग पार्ट्स डिज़ाइन दिशानिर्देश
इन सैंड कास्टिंग डिज़ाइन दिशानिर्देशों का पालन करें जिनमें उद्योग मानक मूल्य शामिल हैं ताकि इष्टतम धातु प्रवाह, विश्वसनीय मोल्ड भराव, और संरचनात्मक अखंडता सुनिश्चित हो, साथ ही दोष, उत्पादन लागत, और पोस्ट-कास्टिंग समायोजन न्यूनतम हों।
Frequently Asked Questions
संबंधित संसाधन एक्सप्लोर करें




Neway Precision Works Ltd.
नं.3 लेफुशान इंडस्ट्री वेस्ट रोड
फेंगगांग, डोंगगुआन, चीन
पिन 523000
समाधान
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.