सैंड कास्टिंग में दोष: धातु फाउंड्री में कारण और रोकथाम
आरएफक्यू समीक्षा में कौन से सैंड कास्टिंग दोष मायने रखते हैं?
सैंड कास्टिंग दोष कस्टम धातु भागों जैसे आवास, बेस, फ्रेम, ब्रैकेट, पंप बॉडी, कवर और मशीनरी घटकों को प्रभावित कर सकते हैं। सैंड कास्टिंग दोष समीक्षा में गैस पोरोसिटी, सिकुड़न, समावेशन, कोल्ड शट, हॉट टियर, कोर शिफ्ट, मशीनिंग भत्ता और निरीक्षण साक्ष्य को ड्राइंग आवश्यकताओं से जोड़ना चाहिए। व्यावहारिक आरएफक्यू समस्या यह तय करना है कि कौन से दोष कार्य को प्रभावित करते हैं, कौन से दोष दिखावट को प्रभावित करते हैं, और उत्पादन से पहले किन दोषों के लिए निरीक्षण या प्रक्रिया परिवर्तन की आवश्यकता है।
दोष जोखिम मोल्ड गुणवत्ता, रेत गुण, कोर डिजाइन, वेंटिंग, डालने का तापमान, गेटिंग, राइजर डिजाइन, मिश्र धातु व्यवहार, शीतलन दर और पोस्ट-कास्ट मशीनिंग पर निर्भर करता है। खरीदारों को दबाव क्षेत्र, सीलिंग फेस, लोड पथ, कॉस्मेटिक सतह, मशीनिंग डेटम और आंतरिक मार्ग चिह्नित करने चाहिए ताकि फाउंड्री भाग के कार्य के अनुसार दोष नियंत्रण को मिला सके।
सैंड कास्टिंग में गैस पोरोसिटी का क्या कारण है?
गैस पोरोसिटी सैंड कास्टिंग में voids, pinholes, या बड़ी गैस-संबंधित गुहाओं के रूप में दिखाई देती है। यह दोष खराब मोल्ड वेंटिंग, अत्यधिक नमी, कोर बाइंडर से गैस, अशांत धातु प्रवाह, फंसी हवा, या मिश्र धातु-संबंधित गैस अवशोषण से उत्पन्न हो सकता है।
गैस पोरोसिटी मायने रखती है जब कास्टिंग को दबाव जकड़न, रिसाव प्रतिरोध, मशीनीकृत सीलिंग फेस, या भार वहन करने वाले खंडों की आवश्यकता होती है। आरएफक्यू में लीक टेस्ट, प्रेशर टेस्ट, सेक्शनिंग, एक्स-रे निरीक्षण, सीटी निरीक्षण, या दृश्य स्वीकृति मानदंडों को पहचानना चाहिए जब पोरोसिटी भाग के कार्य को प्रभावित करती है।

सैंड कास्ट भागों में सिकुड़न दोष का क्या कारण है?
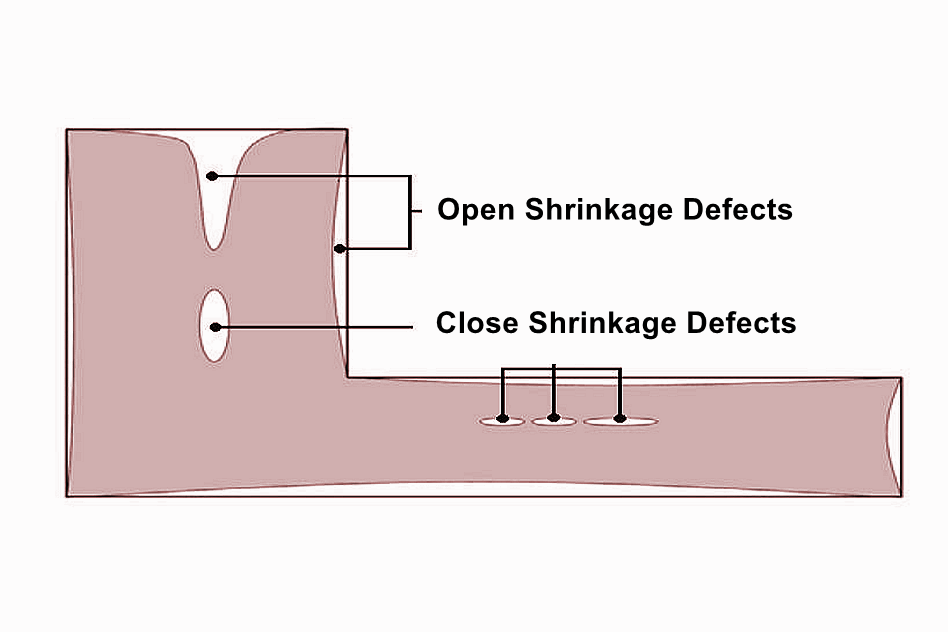
सिकुड़न दोष तब बनते हैं जब पिघली हुई धातु जमने के दौरान सिकुड़ती है और कास्टिंग को राइजर या स्थानीय फीडिंग पथों से पर्याप्त फीड धातु नहीं मिलती है। मोटे खंड, अचानक दीवार परिवर्तन, पृथक बॉस, खराब राइजर प्लेसमेंट, और असमान शीतलन सिकुड़न जोखिम को बढ़ा सकते हैं।
सिकुड़न नियंत्रण के लिए आमतौर पर डिजाइन और प्रक्रिया समीक्षा की आवश्यकता होती है। कास्टिंग में बेहतर दीवार संतुलन, राइजर परिवर्तन, चिल्स, गेटिंग परिवर्तन, मशीनिंग स्टॉक समायोजन, या एक संशोधित जमने की योजना की आवश्यकता हो सकती है। खरीदारों को महत्वपूर्ण क्रॉस-सेक्शन और मशीनीकृत क्षेत्रों की पहचान करनी चाहिए जहां सिकुड़न स्वीकार नहीं की जा सकती।
रेत समावेशन और मोल्ड दोष क्यों होते हैं?
रेत समावेशन तब होता है जब ढीली रेत, टूटी हुई मोल्ड सामग्री, कोर टुकड़े, स्लैग, ऑक्साइड फिल्म, या विदेशी सामग्री कास्टिंग में फंस जाती है। मोल्ड क्षरण, कमजोर कोर, खराब कोटिंग, अशांत डालना, क्षतिग्रस्त मोल्ड सतह, और अपर्याप्त सफाई समावेशन दोषों में योगदान कर सकते हैं।
समावेशन मशीनीकृत सतहों, सीलिंग फेस, दिखावट और ताकत को प्रभावित कर सकते हैं। यदि कास्टिंग में आंतरिक मार्ग हैं, तो खरीदार को सफाई पहुंच और निरीक्षण आवश्यकताओं को परिभाषित करना चाहिए। एक सैंड कोर सुविधा में कोर ताकत, वेंटिंग और संपीड़न पर विशेष ध्यान देने की आवश्यकता हो सकती है।

सैंड कास्टिंग में कोल्ड शट और मिसरन का क्या कारण है?
कोल्ड शट और मिसरन तब होते हैं जब पिघली हुई धातु मोल्ड को पूरी तरह से नहीं भरती है या दो धातु के मोर्चे पूरी तरह से जुड़े बिना मिलते हैं। ये दोष पतली दीवारों, लंबे प्रवाह पथ, ठंडे खंडों, खराब वेंटेड क्षेत्रों, या जटिल ज्यामिति के पास दिखाई दे सकते हैं।
संभावित नियंत्रणों में डालने का तापमान, गेटिंग, रनर आकार, वेंटिंग, दीवार मोटाई, मोल्ड तापमान और मिश्र धातु प्रवाह व्यवहार की समीक्षा शामिल है। खरीदारों को उद्धरण से पहले पतले खंडों, तीखे संक्रमणों, लंबी पसलियों और कॉस्मेटिक प्रवाह-लाइन सीमाओं की पहचान करनी चाहिए।
सैंड कास्टिंग में हॉट टियर का क्या कारण है?
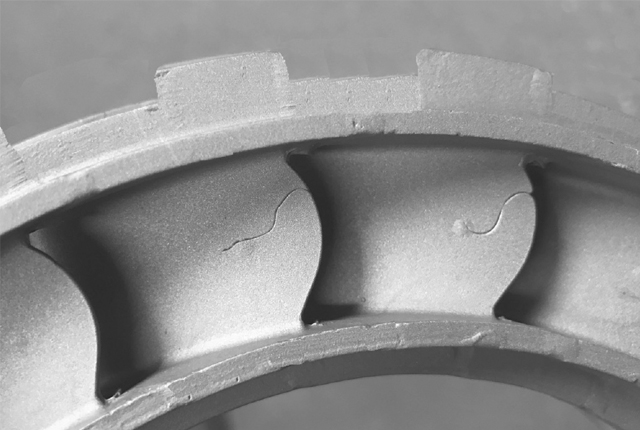
हॉट टियर तब होता है जब एक कास्टिंग जमने के दौरान दरार करती है क्योंकि सिकुड़न मोल्ड ज्यामिति, कोर स्थान, दीवार संक्रमण, या असमान शीतलन द्वारा बाधित होती है। यह दोष महत्वपूर्ण है जब दरार एक लोड पथ, दबाव सीमा, मशीनीकृत सतह, या माउंटिंग सुविधा को काटती है।
हॉट-टियर जोखिम को फिलेट त्रिज्या, दीवार संक्रमण, मिश्र धातु व्यवहार, राइजर डिजाइन, मोल्ड प्रतिबंध, शीतलन संतुलन और कोर डिजाइन की समीक्षा करके कम किया जा सकता है। जब दरार जोखिम स्वीकृति मानदंडों को प्रभावित करता है तो निरीक्षण में दृश्य निरीक्षण, डाई पेनेट्रेंट निरीक्षण, सेक्शनिंग, एक्स-रे निरीक्षण, या सीटी निरीक्षण शामिल हो सकता है।

कौन सा निरीक्षण साक्ष्य सैंड कास्टिंग दोष नियंत्रण का समर्थन करता है?
निरीक्षण साक्ष्य कास्टिंग के कार्य से मेल खाना चाहिए। एक सजावटी कवर को दृश्य निरीक्षण और आयामी जांच की आवश्यकता हो सकती है। एक दबाव आवास को लीक या दबाव परीक्षण की आवश्यकता हो सकती है। एक संरचनात्मक ब्रैकेट को खरीदार की आवश्यकताओं के आधार पर सामग्री प्रमाणपत्र, कठोरता परीक्षण, आयामी रिपोर्ट और दरार निरीक्षण की आवश्यकता हो सकती है।
सामान्य साक्ष्य में पहले लेख निरीक्षण, आयामी रिपोर्ट, सीएमएम निरीक्षण, सामग्री प्रमाणपत्र, कठोरता परीक्षण, ताप उपचार रिकॉर्ड, दृश्य निरीक्षण मानक, सतह खुरदरापन रिपोर्ट, लीक परीक्षण, दबाव परीक्षण, डाई पेनेट्रेंट निरीक्षण, एक्स-रे निरीक्षण, सीटी निरीक्षण, या सेक्शनिंग शामिल हैं। खरीदार को उत्पादन से पहले स्वीकृति मानदंडों को परिभाषित करना चाहिए।
सैंड कास्टिंग दोष | संभावित कारण | समीक्षा करने योग्य भाग जोखिम | आरएफक्यू या निरीक्षण साक्ष्य |
गैस पोरोसिटी | खराब वेंटिंग, नमी, कोर गैस, अशांत भरना, या मिश्र धातु गैस अवशोषण | रिसाव, दबाव विफलता, मशीनीकृत-सतह voids, और ताकत में कमी | लीक टेस्ट, प्रेशर टेस्ट, एक्स-रे, सीटी, सेक्शनिंग, और पोरोसिटी स्वीकृति मानदंड |
सिकुड़न | अपर्याप्त फीडिंग, खराब राइजर डिजाइन, मोटे खंड, और असमान शीतलन | कमजोर खंड, मशीनीकृत-सतह गुहाएं, और दबाव-क्षेत्र दोष | जमने की समीक्षा, राइजर योजना, मशीनिंग भत्ता, सेक्शनिंग, एक्स-रे, या सीटी |
रेत समावेशन | मोल्ड क्षरण, कोर टूटना, ढीली रेत, स्लैग, ऑक्साइड फिल्म, या खराब सफाई | सतह दोष, अवरुद्ध मार्ग, सीलिंग समस्याएं, और मशीनिंग रिजेक्ट | दृश्य मानक, सफाई पहुंच, बोरोस्कोप, सेक्शनिंग, और सामग्री समीक्षा |
कोल्ड शट या मिसरन | अपूर्ण भरना, खराब प्रवाह, कम प्रभावी तापमान, पतले खंड, या खराब वेंटिंग | कमजोर सीम, अपूर्ण ज्यामिति, कॉस्मेटिक दोष, और असेंबली हस्तक्षेप | दीवार समीक्षा, गेटिंग समीक्षा, नमूना स्वीकृति, आयामी जांच, और दृश्य मानक |
हॉट टियर | प्रतिबंधित सिकुड़न, तीखे संक्रमण, खराब फिलेट, मिश्र धातु व्यवहार, या शीतलन असंतुलन | दरार वृद्धि, लोड-पथ विफलता, दबाव रिसाव, और मशीनिंग के बाद रिजेक्ट जोखिम | डीपीआई, दृश्य निरीक्षण, सेक्शनिंग, एक्स-रे, सीटी, और दरार स्वीकृति मानदंड |
सैंड कास्टिंग दोष जोखिम को कम करने के लिए खरीदारों को क्या प्रदान करना चाहिए?
एक उपयोगी आरएफक्यू में 2डी ड्राइंग, 3डी मॉडल, मिश्र धातु ग्रेड, अपेक्षित मात्रा, कास्टिंग आकार, दीवार मोटाई, आंतरिक कोर, महत्वपूर्ण आयाम, मशीनिंग भत्ता, सतह खत्म, ताप उपचार, लीक या दबाव आवश्यकताएं, कॉस्मेटिक क्षेत्र और निरीक्षण विधि शामिल होनी चाहिए।
दोष नियंत्रण पहली मोल्ड डालने से पहले शुरू होता है। स्पष्ट ड्राइंग फाउंड्री को मोल्ड डिजाइन, कोर डिजाइन, गेटिंग, राइजर, वेंटिंग, मशीनिंग, फिनिशिंग और कास्टिंग के वास्तविक उपयोग के खिलाफ निरीक्षण साक्ष्य की समीक्षा करने में मदद करती हैं।
संबंधित अक्सर पूछे जाने वाले प्रश्न
