रेत ढलाई की रेत कोर क्या है
रेत ढलाई में रेत कोर क्या है?
रेत कोर बंधित रेत का एक आकार का पिंड है जिसे एक साँचे की गुहिका के अंदर रखा जाता है ताकि रेत ढलाई में आंतरिक छेद, खोखले खंड, मार्ग, अंडरकट या धँसी हुई विशेषताएं बनाई जा सकें। रेत कोर डिजाइन को आंतरिक मार्ग ज्यामिति, कोर प्रिंट समर्थन, कोर ताकत, पारगम्यता, संकुचनशीलता, गैस निकासी, मशीनिंग भत्ता और निरीक्षण साक्ष्य को जोड़ना चाहिए। व्यावहारिक RFQ समस्या यह तय करना है कि आवश्यक आंतरिक विशेषता को एक स्थिर हटाने योग्य कोर के साथ ढाला जा सकता है या इसे पुनः डिज़ाइन किया जाना चाहिए, मशीन किया जाना चाहिए या किसी अन्य प्रक्रिया द्वारा बनाया जाना चाहिए।
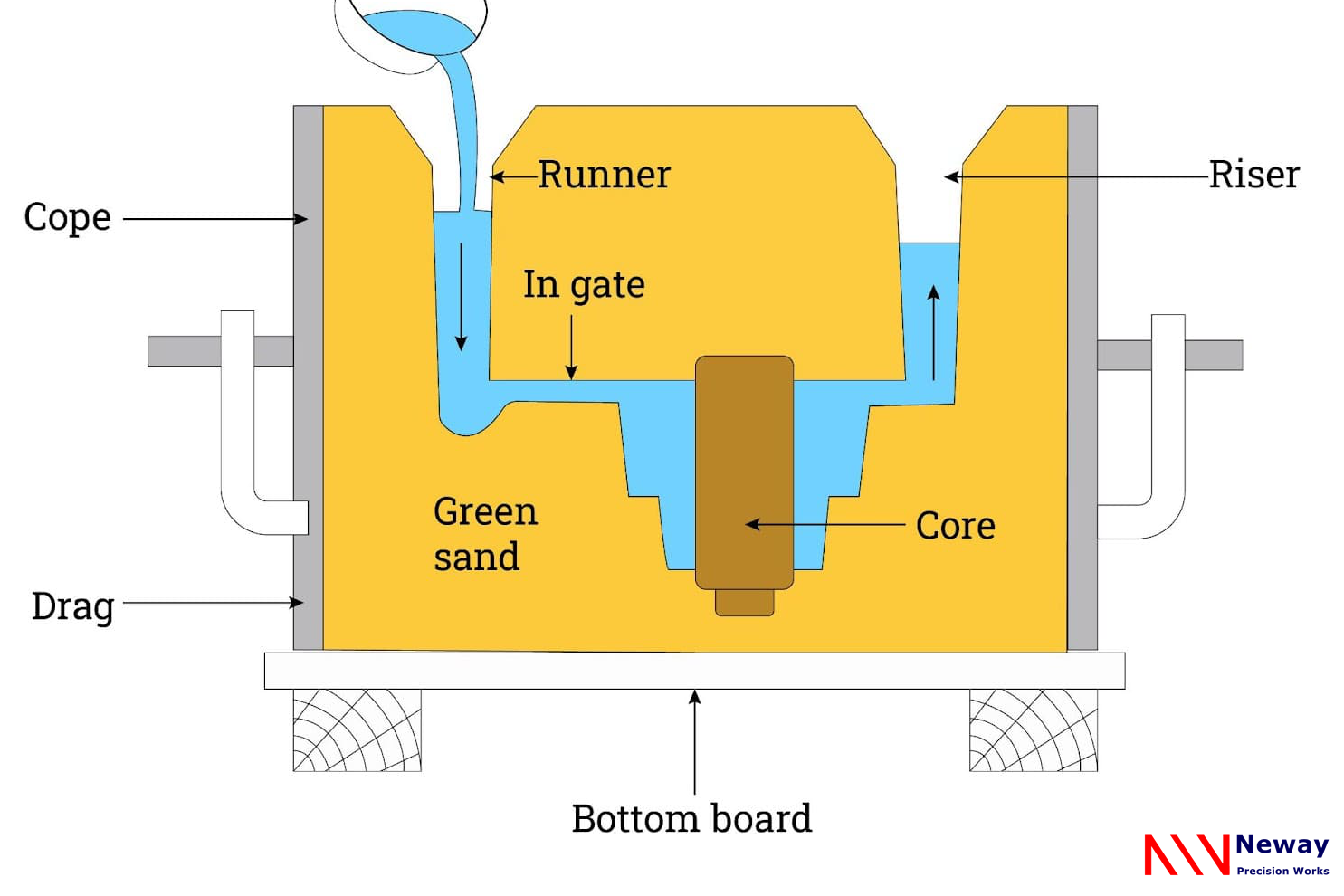
जब पिघली हुई धातु सांचे को भरती है, तो रेत कोर उस स्थान पर कब्जा कर लेता है जो खोखला रहना चाहिए। जमने के बाद, बाइंडर और ढलाई ज्यामिति के आधार पर शेकआउट, यांत्रिक सफाई, जल-सहायता प्राप्त हटाने या अन्य अनुमोदित सफाई विधियों द्वारा कोर हटा दिया जाता है।

रेत कोर आंतरिक मार्ग कैसे बनाती हैं?
साँचे की गुहिका ढलाई के बाहरी आकार को परिभाषित करती है, जबकि रेत कोर आंतरिक नकारात्मक स्थान को परिभाषित करती है। कोर प्रिंट, आवश्यकता पड़ने पर चैपलेट और साँचे की विशेषताएं, साँचे की असेंबली और धातु डालने के दौरान कोर को स्थिति में रखती हैं।
कोर स्थान महत्वपूर्ण है। यदि कोर खिसकता है, तैरता है, टूटता है या खराब तरीके से वेंट होता है, तो ढलाई में दीवार की मोटाई में भिन्नता, अवरुद्ध मार्ग, गैस दोष, समावेशन या मशीनिंग स्टॉक समस्याएं हो सकती हैं। ड्राइंग में जहां संभव हो, कोर-संचालित विशेषताएं, सफाई के उद्घाटन और निरीक्षण पहुंच दिखाई जानी चाहिए।
ढलाई धातु भागों के लिए कौन से कोर गुण मायने रखते हैं?
एक उपयोगी रेत कोर में हैंडलिंग, साँचे की असेंबली और धातु डालने को झेलने के लिए पर्याप्त ताकत होनी चाहिए। एक रेत कोर में पारगम्यता भी होनी चाहिए ताकि गैसें बाहर निकल सकें, आयामी स्थिरता ताकि आंतरिक विशेषताएं स्थिति में रहें, और संकुचनशीलता ताकि ढलाई के जमने के बाद कोर को हटाया जा सके।
मिश्र धातु और भाग के आधार पर अन्य गुण भी मायने रख सकते हैं। बाइंडर प्रकार, रेत के कण का आकार, कोटिंग, वेंटिंग विधि, नमी नियंत्रण, भंडारण की स्थिति और तापीय व्यवहार गैस दोष, सतह की फिनिश, कोर क्षरण और सफाई की कठिनाई को प्रभावित कर सकते हैं।
रेत कोर कैसे निर्मित की जाती हैं?
रेत कोर का उत्पादन कोल्ड बॉक्स, हॉट बॉक्स, शेल कोर, नो-बेक या अन्य कोर बनाने की प्रक्रियाओं के साथ किया जा सकता है, जो भाग के आकार, उत्पादन मात्रा, कोर ताकत, आयामी नियंत्रण और बाइंडर आवश्यकताओं पर निर्भर करता है। कोर बनाने का मार्ग ढलाई मिश्र धातु, कोर ज्यामिति, वेंटिंग आवश्यकताओं और हटाने की विधि के अनुरूप होना चाहिए।
कोर बक्से कोर के आकार को परिभाषित करते हैं। गठन और उपचार के बाद, साँचे की असेंबली से पहले कोर को लेपित, सुखाया, निरीक्षण और संग्रहीत किया जा सकता है। जटिल ढलाई के लिए, आंतरिक ज्यामिति बनाने के लिए कई कोर को एक कोर पैकेज में इकट्ठा किया जा सकता है।
कौन से डिज़ाइन जोखिम कोर-संबंधित ढलाई दोष का कारण बनते हैं?
कोर-संबंधित दोषों में कोर खिसकना, कोर टूटना, गैस सरंध्रता, शिराएं, धातु प्रवेश, रेत समावेशन, अवरुद्ध आंतरिक मार्ग, खुरदरी आंतरिक सतह और खराब दीवार-मोटाई नियंत्रण शामिल हो सकते हैं। ये समस्याएं अक्सर अपर्याप्त कोर समर्थन, खराब वेंटिंग, अत्यधिक धातु दबाव, अपर्याप्त कोर ताकत, कठिन सफाई पहुंच या अस्पष्ट ड्राइंग आवश्यकताओं के कारण उत्पन्न होती हैं।
खरीदार को आंतरिक मार्ग, दबाव क्षेत्र, सीलिंग विशेषताएं, शीतलन चैनल, तेल मार्ग, बोल्ट बॉस और मशीनिंग डेटम की पहचान करनी चाहिए। यदि आंतरिक ज्यामिति को सत्यापित किया जाना है, तो RFQ में यह बताया जाना चाहिए कि क्या सेक्शनिंग, बोरस्कोप निरीक्षण, दबाव परीक्षण, रिसाव परीक्षण, एक्स-रे निरीक्षण, सीटी निरीक्षण या अन्य साक्ष्य की आवश्यकता है।
रेत कोर कैसे हटाई और निरीक्षण की जाती हैं?
कोर हटाने की योजना ढलाई से पहले बनाई जानी चाहिए। एक खोखली ढलाई को उद्घाटन या पहुंच पथ की आवश्यकता होती है जो कोर रेत को भाग को नुकसान पहुंचाए बिना हटाने की अनुमति देता है। गहरी अंधी गुहिकाएं, संकीर्ण चैनल और फंसे हुए पॉकेट सफाई को कठिन बना सकते हैं।
कोर हटाने के बाद निरीक्षण में दृश्य निरीक्षण, आयामी जांच, सीएमएम निरीक्षण, बोरस्कोप निरीक्षण, दबाव परीक्षण, रिसाव परीक्षण, सेक्शनिंग, एक्स-रे निरीक्षण या सीटी निरीक्षण शामिल हो सकता है। आवश्यक साक्ष्य इस बात पर निर्भर करता है कि कोर विशेषता सजावटी, कार्यात्मक, दबाव-संबंधी या सुरक्षा-संबंधी है या नहीं।
कोर डिज़ाइन कारक | यह क्यों मायने रखता है | जांचने योग्य ढलाई जोखिम | आवश्यक RFQ जानकारी |
कोर प्रिंट समर्थन | साँचे की असेंबली और डालने के दौरान कोर को स्थिति में रखता है | कोर खिसकना, दीवार-मोटाई भिन्नता, अवरुद्ध मार्ग और मशीनिंग स्टॉक त्रुटि | कोर प्रिंट स्थान, डेटम योजना, आंतरिक गुहिका ड्राइंग और मशीनिंग भत्ता |
कोर ताकत | कोर को हैंडलिंग, असेंबली और पिघली हुई धातु के दबाव को झेलने की अनुमति देता है | कोर टूटना, रेत समावेशन, खुरदरी आंतरिक सतह और स्क्रैप | कोर ज्यामिति, मिश्र धातु, डालने का तापमान, दीवार खंड और हैंडलिंग सीमाएं |
पारगम्यता और वेंटिंग | डालने के दौरान कोर और साँचे से गैसों को बाहर निकलने की अनुमति देता है | गैस सरंध्रता, ब्लोहोल, सतह दोष और आंतरिक दोष | वेंटिंग पथ, बाइंडर प्रकार, कोर कोटिंग, दबाव आवश्यकता और निरीक्षण विधि |
संकुचनशीलता और हटाना | जमने के बाद कोर रेत को हटाने की अनुमति देता है | फंसी रेत, अवरुद्ध चैनल, सफाई क्षति और कार्यात्मक विफलता | सफाई उद्घाटन, आंतरिक मार्ग का आकार, हटाने की विधि और स्वीकृति मानदंड |
निरीक्षण पहुंच | पुष्टि करता है कि आंतरिक विशेषताएं कार्यात्मक आवश्यकताओं को पूरा करती हैं | अनिर्धारित रुकावट, रिसाव, आयामी त्रुटि और छिपे दोष | बोरस्कोप, रिसाव परीक्षण, दबाव परीक्षण, एक्स-रे, सीटी, सेक्शनिंग या रिपोर्ट आवश्यकताएं |
कोर वाली रेत ढलाई RFQ के लिए खरीदारों को क्या प्रदान करना चाहिए?
एक उपयोगी RFQ में 2D ड्राइंग, 3D मॉडल, मिश्र धातु ग्रेड, मात्रा, आंतरिक मार्ग ज्यामिति, यदि उपलब्ध हो तो कोर प्रिंट विवरण, दीवार-मोटाई आवश्यकताएं, मशीनिंग भत्ता, सफाई उद्घाटन, दबाव या रिसाव आवश्यकताएं, सतह फिनिश, ताप उपचार और निरीक्षण विधि शामिल होनी चाहिए।
यदि कोर विशेषता महत्वपूर्ण है, तो खरीदार को ड्राइंग पर आंतरिक विशेषता को कार्यात्मक के रूप में चिह्नित करना चाहिए। इससे फाउंड्री को उद्धरण से पहले कोर डिज़ाइन, साँचे की असेंबली, सफाई पहुंच, मशीनिंग योजना और निरीक्षण साक्ष्य की समीक्षा करने में मदद मिलती है।
संबंधित अक्सर पूछे जाने वाले प्रश्न
