Español
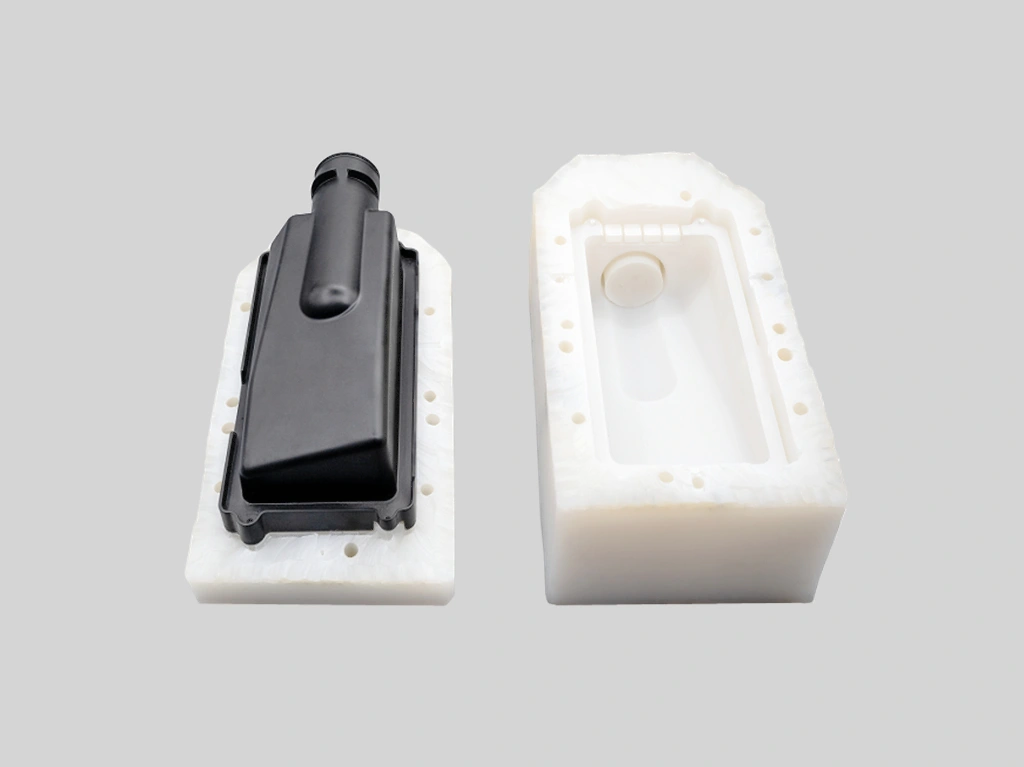
Entrega rápida de piezas personalizadas: Servicio de moldeo rápido
¿Buscas una forma rápida y rentable de prototipar tus piezas de plástico? ¡No busques más que el moldeo rápido! Nuestro proceso de inyección puede producir piezas de alta calidad de manera rápida y eficiente, con una amplia variedad de materiales y acabados disponibles.

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
Ventajas del servicio de moldeo rápido
Nuestro servicio de moldeo rápido transforma diseños digitales en productos físicos de forma ágil y eficiente. Disfruta de plazos de entrega más cortos, ahorro de costos, alta precisión y versatilidad de materiales para obtener una ventaja competitiva.

Aplicaciones de piezas moldeadas rápidamente
Nuestro proceso de moldeo rápido facilita prototipado de alta calidad y producción de bajo volumen de forma ágil. Descubre piezas moldeadas a medida para una amplia variedad de industrias.
Prototipado por moldeo rápido Materials
Capacidades de moldeo rápido de Neway
¿Necesitas iterar rápidamente en el diseño de tu pieza plástica? ¡El moldeo rápido es la solución perfecta!
Nuestros tiempos de entrega cortos y bajos costos de herramental te permiten realizar cambios y probar nuevas ideas con facilidad.
Acabados de superficie disponibles para piezas personalizadas
Nuestro servicio de tratamiento de superficies ofrece acabados especializados para piezas personalizadas, mejorando durabilidad, estética y rendimiento.
Proporcionamos procesos como electrochapado, anodizado, pintura en polvo y recubrimientos de barrera térmica,
diseñados para mejorar la resistencia a la corrosión, las propiedades de desgaste y el atractivo visual de componentes metálicos y de plástico en diversas industrias.

Más información
Mecanizado

Más información
Pintura


Más información
Chorro de arena

Más información
Electrochapado

Más información
Pulido

Más información
Anodizado

Más información
Pintura en polvo

Más información
Electropulido

Más información
Decoración In-Mold (IMD)

Más información
Acabado cepillado

Más información
Óxido negro

Más información
Tratamiento térmico

Más información
Pulido en tambor

Más información
Alodinado

Más información
Cromado

Más información
Fosfatado

Más información
Nitruración

Más información
Galvanizado

Más información
Barnizado

Más información
Recubrimiento de teflón

Más información
Recubrimientos térmicos

Más información
Barreras térmicas

Más información
Pasivación
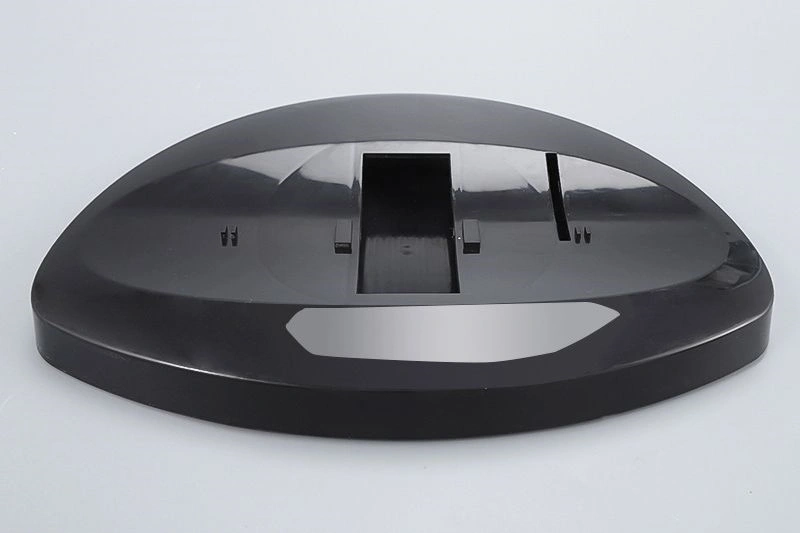
Galería de piezas personalizadas
En nuestra galería de piezas personalizadas entendemos que cada proyecto es único. Por ello trabajamos estrechamente con nuestros clientes para asegurar que sus piezas estén diseñadas según sus especificaciones exactas.
Con nuestra atención al detalle y compromiso con la calidad, puedes confiar en que tus piezas personalizadas superarán tus expectativas.







Comencemos un nuevo proyecto hoy
Guía de diseño de piezas de moldeo rápido personalizadas
Estas pautas ofrecen valores estándar de la industria para diseño de piezas de moldeo rápido, asegurando enfriamiento uniforme, llenado óptimo y defectos mínimos.
Sigue estas recomendaciones para reducir contracción, deformaciones y complejidad del molde mientras logras producción eficiente y de alta calidad.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.