InconelX-750
概要
Inconel X-750 は、高強度、耐食性、および高温耐性を堅牢に兼ね備えたことで知られるニッケル - クロム合金です。この析出硬化型合金にはチタンとアルミニウムが添加されており、704°C(1300°F)までの温度における高い引張強度と応力緩和に対する抵抗性に貢献しています。Inconel X-750 粉末は、積層造形および粉末冶金用に特別に設計されており、合金の卓越した機械的特性と耐酸化性を活かした部品の生産を可能にします。
Inconel X-750 の微細で球状の粉末は、優れた流動性と高い充填密度を保証し、積層造形プロセス中に均一な層を実現するために不可欠です。この特性と合金の焼入れ性により、高い耐久性と熱サイクル耐性を必要とする複雑な形状や設計の製造に理想的な選択肢となります。
Inconel X-750 類似グレード
Hastelloy X: 優れた耐酸化性と高温強度で知られる別のニッケル - クロム合金で、ガスタービンエンジンや炉部品によく使用されます。
Inconel 718: 高温での耐食性と強度が類似していますが、より高い割合のニオブを含んでおり、疲労強度と応力腐食割れ抵抗性を向上させています。
Nimonic 90: 析出硬化のためにチタンとアルミニウムを含むニッケル - クロム - コバルト合金です。約 920°C(1688°F)までの温度で高い強度を発揮し、航空機部品やガスタービン部品によく使用されます。
用途
Inconel X-750 粉末は、高強度、耐食性、耐温性のユニークな組み合わせにより、極限条件下で卓越した性能を要求される部品の製造において、さまざまな業界で広く利用されています。このセクションでは、異なる分野における Inconel X-750 の具体的な用途を取り上げ、合金の適応性と有効性を強調します。
航空宇宙産業
タービンブレードとローター: Inconel X-750 の耐酸化性と高温安定性は、ジェットエンジンのタービンブレードとローターに理想的です。これらの部品は、高温でも強度と完全性を維持する合金の能力から恩恵を受け、信頼性と長寿命を確保します。
ロケットエンジン部品: 合金の熱サイクル耐性と高温耐食性は、急激な温度変化と過酷な燃焼環境にさらされるロケットエンジン部品にとって不可欠です。
発電
原子炉部品: Inconel X-750 は、原子力産業において、高い強度と中性子放射線および原子炉冷却剤による腐食への抵抗性を必要とするばねやボルトなどの炉内構造部品に使用されます。
ガスタービン部品: 合金の熱安定性と高温での強度は、特にディスクやファスナーなどの部品において、発電用ガスタービンでの使用を支えます。
石油・ガス探査
坑井用機器と工具: Inconel X-750 の高強度と耐食性は、腐食環境と高圧に直面する坑井用シャフトやドリルビットなど、石油・ガス探査で使用される機器の製造に適しています。
自動車産業
排気システム: 高性能車およびレーシング車両は、高温と腐食性排気ガスに耐える能力により、耐久性と性能の向上に貢献する排気システム部品に Inconel X-750 を使用します。
化学処理
熱交換器および処理機器: 合金のさまざまな化学物質に対する優れた耐性は、攻撃的な物質による腐食に抵抗しなければならない熱交換器、反応器、その他の化学処理機器のための好ましい材料となります。
組成と特性
Inconelx750 典型的な値 (重量%) | |||||||||||||
Cr | Mn | Ti | Co | C | P | Si | S | Nb | Mo | Cu | Al | Fe | Ni |
20~30 | ≤0.5 | 0.4 | 1 | ≤0.1 | ≤0.015 | ≤0.5 | ≤0.015 | 3.15 | 9 | 0.07 | ≤0.4 | 5 | Bal. |
粉末特性
Inconel X-750 粉末は、積層造形および粉末冶金アプリケーションでの高性能のために設計されており、その独自の特性により、卓越した機械的および物理的特性を持つ部品の生産を可能にします。
完成品後の機械的特性 | 粉末状態 | ||||||||||||||||
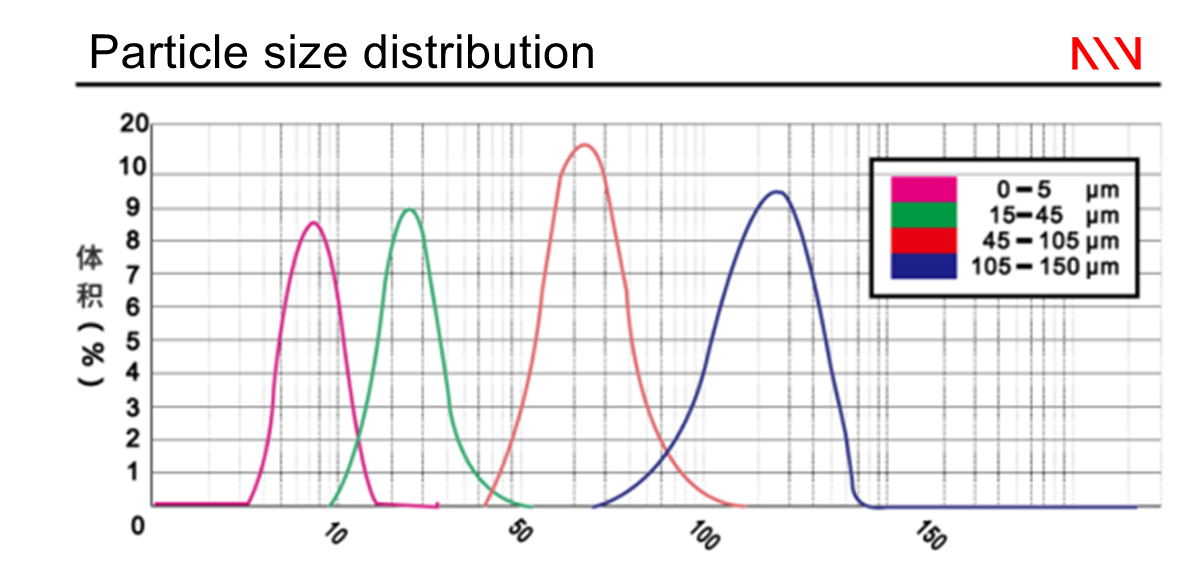
降伏強度 | 引張強度 | 伸び | サイズ | 0- 15μm | 15-45μm | 45-75μm | 45- 150μm | ||||||||||
R p0.2/MPa | R m/MPa | δ5 /% | |||||||||||||||
水平 | ≥ 860 | ≥ 1380 | ≥25 | 形状 | 球状 | 球状 | 球状 | 球状 | |||||||||
物理的特性
Inconel X-750 は、ニッケル - クロム合金であり、その回復力と多用途性、特に高温環境において有名です。
密度
値:約 8.28 g/cm³。
意味: 比較的高い密度は、合金の頑丈さと耐久性を示しており、応力下での材料の完全性が重要な航空宇宙、発電などの重負荷用途に適しています。
硬さ
値:熱処理および時効処理に応じて、302-400 HB(ブリネル硬さ)の範囲。
意味:Inconel X-750 部品の相当な硬さレベルは、優れた耐摩耗性を保証し、磨耗環境にさらされる部品や耐久性のある表面を必要とする部品に理想的です。
比表面積
値:最適な焼結および溶融挙動を確保するために、主に積層造形などの特定の製造プロセスに合わせて調整されます。
意味: 制御された比表面積により、レーザーまたは電子ビーム溶融プロセス中の効率的なエネルギー吸収が可能になり、高密度で欠陥のない部品の生産に貢献します。
球状度
値:高く、ほとんどの粒子がほぼ完璧な球状を示します。
意味: 高い球状度は、粉末床内の粉末の流動性と充填密度を高め、積層造形中により均一で一貫した層につながり、最適な機械的特性を達成するために不可欠です。
見掛密度
値:処理および粒子径分布に応じて、通常 4.4〜4.8 g/cm³の範囲。
意味: この特性は、積層造形における粉末層形成プロセスに影響し、堆積効率と層の均一性に影響を与え、最終部品の品質にとって重要です。
ホール流動速度
値:積層造形における一貫した粉末供給に不可欠な、優れた流動性のために最適化されています。
意味: 優れたホール流動速度により、Inconel X-750 粉末を積層造形装置を通じて迅速かつ一貫して供給でき、安定した連続生産サイクルを促進します。
融点
値:1393°C〜1427°C(2539°F〜2600°F)。
意味: 高い融点は、極度の熱の下で構造完全性と性能を維持する、高温用途への合金の適性を強調しています。
相対密度
値:処理パラメータに応じて、製造部品でほぼ全密度(>99.5%)を達成可能。
意味: ほぼ全密度を達成することは、材料が固体で空隙のない部品を形成する能力を示しており、構造完全性と性能にとって重要です。
推奨層厚
値:積層造形プロセスでは通常 20-50 µm。
意味: この範囲により、部品の幾何学形状と微細構造を精密に制御でき、複雑な形状と高解像度の部品を生産できます。
熱膨張係数
値:約 12.7 x 10^-6 /°C。
意味: Inconel X-750 の熱膨張係数は、広い温度範囲にわたって寸法安定性を維持するように慎重にバランスが取られており、航空宇宙および自動車エンジン用の部品にとって重要です。
熱伝導率
値:室温で約 11.4 W/m·K。
意味: この中程度の熱伝導率レベルは、特に熱サイクルを伴う用途において、部品内の熱管理に有益です。
技術基準
値:厳格な航空宇宙および産業仕様に従って製造および試験されます。
意味: 技術基準への準拠は、Inconel X-750 部品が厳格な品質および性能要件を満たすことを保証し、その用途における信頼性と安全性を提供します。
製造技術
ニッケル - クロム合金である Inconel X-750 の機械的および物理的特性のユニークなブレンドは、さまざまな先進製造技術に非常に適しています。これらのプロセスは、合金の高強度、耐食性、および高温での卓越した性能を利用し、高度に耐久的で精密な部品を必要とする業界にとって Inconel X-750 を首选の材料としています。
Inconel X-750 に適した製造技術
選択性レーザー溶融 (SLM):
SLM は、デジタル 3D モデルに基づいて高出力レーザービームで合金粉末を層ごとに完全に溶融します。複雑な幾何学形状と優れた機械的特性を持つ部品を生産できるため、Inconel X-750 に特に効果的です。
電子ビーム溶融 (EBM):
SLM と同様に、真空中で電子ビームを使用して粉末を溶融します。EBM は Inconel X-750 に適しており、残留応力が低く、高温耐性と耐食性が高い部品を生産します。
直接金属レーザー焼結 (DMLS):
DMLS は、合金粉末を完全に溶融せずに焼結し、部品の複雑な設計の製造を可能にします。合金の高温能力から恩恵を受ける部品の生産に特に適しており、Inconel X-750 に適合します。
熱間等方圧プレス (HIP):
HIP は、部品の密度と機械的特性を向上させるために高圧と高温を適用する後処理技術です。Inconel X-750 にとって、HIP は強度と疲労寿命を向上させ、重要な部品に理想的なものにします。
生産における利点
複雑な形状の製造: これらの先進製造技術により、従来の製造方法では困難または不可能な複雑な形状と構造を持つ Inconel X-750 部品の作成が可能になります。
材料廃棄物の削減: SLM や EBM などの積層造形プロセスは、材料廃棄物を大幅に最小限に抑え、Inconel X-750 部品の生産をより持続可能でコスト効果の高いものにします。
機械的特性の向上: Inconel X-750 粉末から生産された部品は、これらの製造プロセスによって達成される微細構造のおかげで、高い引張強度および降伏強度を含む優れた機械的特性を達成できます。
迅速なプロトタイピングと生産: デジタル設計から物理部品へ迅速に移行する能力により、開発および生産時間が短縮され、設計のより迅速な革新とカスタマイズが可能になります。
Inconel X-750 による製造における一般的な問題と解決策
問題:残留応力と割れ
解決策: レーザーまたは電子ビーム出力、走査速度、予熱温度などの処理パラメータを最適化し、温度勾配を最小限に抑えて残留応力を低減します。
問題:粉末のリサイクル性
解決策: 粉末品質を維持するために、厳格な粉末取り扱いおよび保管プロトコルを実施します。篩分けおよび混合実践を使用して、粉末原料の一貫性を確保します。
問題:表面粗さ
解決策: 機械加工、研磨、または化学エッチング技術で部品を後処理し、表面仕上げを改善します。
Inconel 600 粉末による製造




