インコネル 718
インコネル 718 相当規格
中国:GH4169
ドイツ:W.Nr.2.4668
フランス:Nc19FeNb
概要
-253℃から 700℃の温度範囲において優れた総合特性を有しています。650℃以下の降伏強度は変形超合金の中で第 1 位です。また、優れた耐疲労性、耐放射線性、耐酸化性、耐食性以及び良好な加工性能、溶接性能、長期的な組織安定性を備えています。複雑な形状の各種部品も製造可能です。航空宇宙、原子力、石油産業において、上記の温度範囲で広く使用されています。
この合金のもう一つの特徴は、その組織が熱間加工プロセスの影響を受けやすいことです。合金の相析出・溶解規則と、組織・プロセス・特性の関係を掌握することで、異なる使用要件に対して合理的かつ実行可能な工程手順を策定できます。さまざまな強度レベルと使用要件を満たすために、様々な部品を利用可能です。
用途
インコネル 718 粉末は、卓越した強度、耐食性、極端な温度に耐える能力により、さまざまな業界の多様な用途で非常に求められています。これらの粉末は特に積層造形(付加製造)および粉末冶金に適しており、合金の優れた材料特性を活かした複雑な部品の生産を可能にします。以下に、異なる分野におけるインコネル 718 粉末の主な用途をいくつか紹介します。
航空宇宙産業
タービンエンジン:インコネル 718 は、600℃を超える高温や高い応力に耐えられる材料が必要なディスク、ブレード、ケーシングなどの重要なタービンエンジン部品の製造に広く使用されています。
ロケットモーター:この合金の高温強度と耐酸化性は、打ち上げおよび運用中に厳しい熱的・機械的応力に直面するロケットモーターや宇宙機部品に理想的です。
機体部品:優れた耐疲労性と繰返し応力下での耐久性は、ファスナーや降着装置部品を含む機体構成部品に恩恵をもたらします。
発電
ガスタービン部品:インコネル 718 粉末は、高温で構造完全性を維持する能力があるため、発電所のガスタービン用ローター、シール、ケーシングなどの部品製造に使用されます。
原子炉:この合金の優れた耐放射線性と高温での強度は、原子炉部品や燃料要素の製造におけるその使用を支えています。
自動車およびモータースポーツ
高性能エンジン部品:インコネル 718 は、極度の熱や腐食条件に耐えられる材料が必要な排気システムやターボチャージャーローターなどの高性能エンジン部品の製造に、自動車産業で使用されています。


石油・ガス産業
坑内工具:インコネル 718 の高強度と耐食性は、過酷な腐食環境と高圧に遭遇する石油・ガス採掘用の坑内工具や完井設備に適しています。
バルブおよび配管:硫化水素ガスやその他の腐食性媒体に曝露されるバルブ、ポンプシャフト、配管システムなどの部品は、その耐食性と強度のためにインコネル 718 に依存しています。
医療機器
インプラントおよび手術器具:インコネル 718 の生体適合性と強度により、整形外科用インプラントや手術器具など、耐久性と体液への耐性が不可欠な医療機器での使用が可能です。
製造および工具
金型:インコネル 718 の耐磨耗性は、プラスチック射出成形や金属ダイカストなど、高圧・高温条件下で使用される金型に適しています。
組成および特性
インコネル 718 粉末は、高強度、耐食性、極端な温度に耐える能力という独特の組み合わせで知られるニッケル - クロム超合金から設計されています。この材料組成と結果として得られる特性により、インコネル 718 は、特に航空宇宙、発電、石油・ガス部門における困難な産業用途に理想的な選択肢となります。
Cr | Ni | C | Nb | P | S | Fe |
17.0-21.0 | 50.0-55.0 | 0.08 | 4.75-5.50 | ≤0.015 | Bal. | |
粉末特性
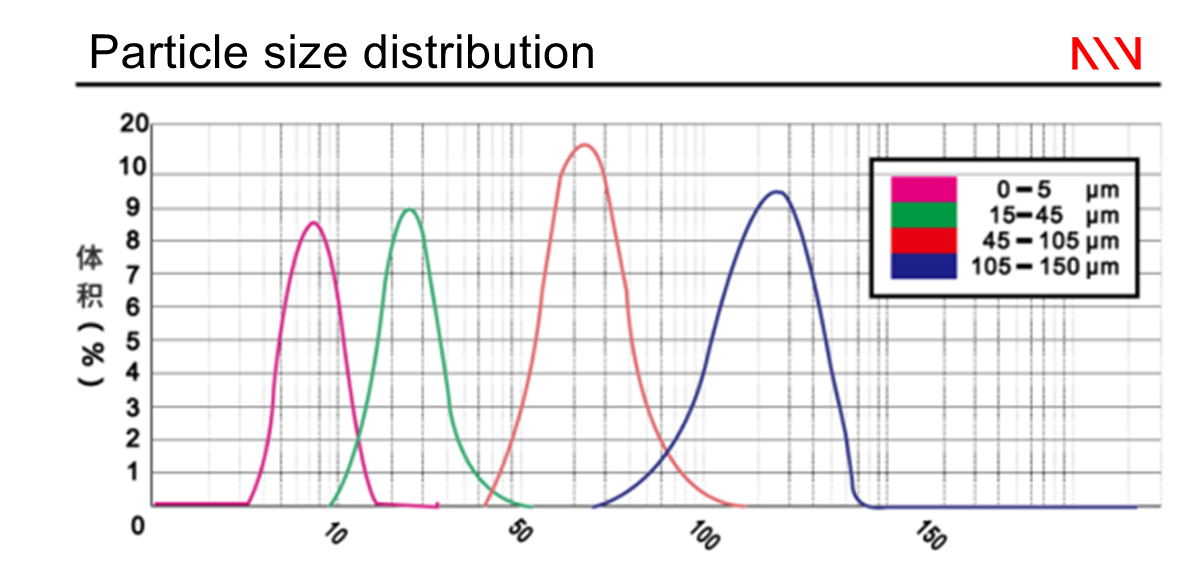
粒度分布:特定の積層造形プロセス向けに調整されており、選択的レーザー融解(SLM)や電子ビーム融解(EBM)では通常 15 µm から 45 µm の範囲です。
球状度:一貫した印刷および焼結挙動に不可欠な良好な流動性と充填密度を確保するために高い値が必要です。
表面形態:サテライト(微粒子)が最小限の滑らかな表面であり、粉末の流動性と充填特性を最適化します。
製品完成後の機械的特性 | 粉末状態 | ||||||||||||||||
降伏強さ | 引張強さ | 伸び | サイズ | 0- 15μm | 15-45μm | 45-75μm | 45- 150μm | ||||||||||
R p0.2/MPa | R m/MPa | δ5 /% | |||||||||||||||
水平方向 | ≥ 1030 | ≥ 1275 | ≥17 | 形状 | 球状 | 球状 | 球状 | 球状 | |||||||||
インコネル 718 粉末の物理的特性
積層造形および粉末冶金用途向けに調整されたインコネル 718 粉末は、高強度、優れた耐食性、高温での耐久性を必要とする部品の作成に理想的な特定の物理的特性を示します。以下にこれらの特性の詳細な概要を示します。
密度:約 8.2 g/cm³。合金の組成に固有のものであり、航空宇宙および自動車部品に優れた強度重量比を提供します。
比表面積:粒径と形態に基づいて変動しますが、通常、積層造形プロセスにおける効率的な焼結および溶融挙動を確保するために最適化されています。
球状度:インコネル 718 粉末にとって高い球状度は不可欠であり、より良い流動性と充填密度を促進し、造形部品の均一な層形成と密度に重要です。
見掛け密度:粉末処理方法と粒度分布に応じて 4.4〜4.8 g/cm³の範囲であり、粉末の流動性と圧縮性に影響を与えます。
ホール流動度:インコネル 718 粉末のホール流動度は、優れた流動性を確保するように調整されており、通常、積層造形装置に適した範囲内にあり、一貫した粉末供給と層形成を保証します。
融点:1260-1335℃ (2300-2435℉)。これは、熱応力下で構造完全性を維持しながら、高温用途への合金の適性を強調しています。
相対密度:インコネル 718 粉末から製造された部品では、ほぼ全密度(>99.5%)が達成可能であり、特に積層造形における最適な処理パラメータにより、材料が高完全性部品を生産する能力を持つことを示しています。
推奨層厚:積層造形用途では通常 20-50 μm の厚さが一般的であり、部品形状と微細構造の精密な制御を可能にします。
技術基準:積層造形用インコネル 718 粉末は、航空宇宙用途向けの ASTM B637 などの厳格な基準に従って製造および試験され、材料の品質と一貫性が保証されています。
製造技術
インコネル 718 粉末の製造技術は、このニッケル基超合金の独特の特性を活用し、卓越した強度、耐食性、高温性能を備えた部品の生産を可能にします。これらの先進的な製造方法は、航空宇宙、自動車、エネルギー産業で必要な複雑な形状と精密な仕様に対応し、従来の製造プロセスよりも顕著な利点を提供します。
製造技術
選択的レーザー融解(SLM):高出力レーザービームを使用して、インコネル 718 粉末粒子を層ごとに完全に溶融し融合させる積層造形の一形態です。この技術は、複雑な内部構造を持つ高密度の部品を作成するのに理想的です。
電子ビーム融解(EBM):SLM と同様に、EBM は熱源として電子ビームを使用して金属粉末を溶融します。このプロセスは真空中で行われるため、酸化のリスクを低減し、優れた機械的特性を持つ部品を生産します。
直接金属レーザー焼結(DMLS):インコネル 718 粉末を完全に溶融させずに焼結する別の積層造形法であり、複雑な形状の部品を最小限の廃棄物で製造できます。
熱間等方圧加圧(HIP):部品周囲に均一に高圧と高温を加えることで気孔を除去し、機械的強度を向上させるために、インコネル 718 粉末から作られた部品の特性を改善するために使用されます。
パウダーベッドフュージョン(PBF):SLM および EBM 技術を含み、重量軽減、高複雑度、最小限の材料廃棄物を実現する部品を生産します。
生産における利点
複雑形状の製造:積層造形技術により、従来の製造方法では困難または不可能な複雑な形状の部品を生産でき、設計と機能性に新たな可能性を開きます。
材料廃棄物の削減:層ごとの製造プロセスにより材料廃棄物が大幅に削減され、削り出し製造技術と比較してより持続可能なオプションとなります。
機械的特性の向上:これらの製造プロセスによって達成される微細構造の改良により、インコネル 718 粉末から生産された部品は、より高い引張強度や耐疲労性などの優れた機械的特性を実現できます。
迅速なプロトタイピングと生産:デジタル設計から物理部品へ直接移行できるため、開発および生産時間が短縮され、設計の反復とカスタマイズが迅速に行えます。
小ロットのコスト効果:積層造形は、高価な金型や工具を必要としないため、小規模な生産実行やプロトタイプ開発に特にコスト効果が高いです。
材料効率:機械に供給された粉末材料のほとんどすべてを使用できるため、部品あたりのコストが削減され、高価値材料のより効率的な利用に貢献します。




