العربية
خدمة تشكيل الصفائح المعدنية عبر الإنترنت حسب الطلب
توفر خدمة التشكيل حسب الطلب لدينا حلولاً فعّالة من حيث التكلفة لاحتياجات مكوناتك المعدنية. يمكننا تصنيع أجزاء عالية الجودة بجزء بسيط من تكلفة طرق التصنيع التقليدية.

أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
ما الذي يمكننا إنجازه في تشكيل الصفائح المعدنية
تمكن قابلية تشكيل الصفائح المعدنية من إنتاج قطع مخصصة بأشكال وأحجام متنوعة. تقدم Neway معالجة تشكيل حسب الطلب من خلال أربع عمليات: التشكيل بالقوالب المتتابعة، التشكيل بالسحب العميق، التشكيل بقوالب النقل، والتشكيل متعدد الإنزلاق.

التشكيل بالقوالب المتتابعة
يتفوق التشكيل بالقوالب المتتابعة في الإنتاج الكبير، التصاميم المعقدة، التفاوتات الدقيقة، ودورات الإنتاج السريعة، مما يعزز الكفاءة ويخفض التكاليف.

التشكيل بالسحب العميق للمعادن
يتميز التشكيل بالسحب العميق بتشكيل الأشكال المعقدة بنسب عمق عالية، وهو مثالي لإنتاج مكونات متماسكة، خفيفة الوزن، ومتينة.

التشكيل بقوالب النقل
يبرز التشكيل بقوالب النقل في معالجة الأجزاء الكبيرة والمعقدة، مع ضمان التوحيد وتقليل الهدر وتسهيل العمليات الآلية.

التشكيل متعدد الإنزلاق
ينتج التشكيل متعدد الإنزلاق أجزاء معقدة متوسطة وصغيرة الحجم بهياكل دقيقة، ويوفر دقة عالية وكفاءة وتكلفة فعّالة.
التشكيل متعدد الإنزلاق
ينتج التشكيل متعدد الإنزلاق أجزاء معقدة متوسطة وصغيرة الحجم بهياكل دقيقة، ويوفر دقة عالية وكفاءة وتكلفة فعّالة.
التشكيل بالقوالب المتتابعة
يتفوق التشكيل بالقوالب المتتابعة في الإنتاج الكبير، التصاميم المعقدة، التفاوتات الدقيقة، ودورات الإنتاج السريعة، مما يعزز الكفاءة ويخفض التكاليف.
التشكيل بالسحب العميق للمعادن
يتميز التشكيل بالسحب العميق بتشكيل الأشكال المعقدة بنسب عمق عالية، وهو مثالي لإنتاج مكونات متماسكة، خفيفة الوزن، ومتينة.
التشكيل بقوالب النقل
يبرز التشكيل بقوالب النقل في معالجة الأجزاء الكبيرة والمعقدة، مع ضمان التوحيد وتقليل الهدر وتسهيل العمليات الآلية.
التشكيل متعدد الإنزلاق
ينتج التشكيل متعدد الإنزلاق أجزاء معقدة متوسطة وصغيرة الحجم بهياكل دقيقة، ويوفر دقة عالية وكفاءة وتكلفة فعّالة.
التشكيل بالقوالب المتتابعة
يتفوق التشكيل بالقوالب المتتابعة في الإنتاج الكبير، التصاميم المعقدة، التفاوتات الدقيقة، ودورات الإنتاج السريعة، مما يعزز الكفاءة ويخفض التكاليف.
ما هي خدمة تشكيل المعادن
توفر خدمة تشكيل المعادن لدينا أجزاء معدنية مصنوعة بدقة من خلال عمليات التشكيل عالية الإنتاجية وذات التكلفة المنخفضة. باستخدام قوالب متقدمة ومعدات آلية، ننتج مكونات عالية الجودة ومعقدة التفاصيل لمجموعة واسعة من التطبيقات الصناعية.

تطبيقات قطع تشكيل المعادن
توفر عملية تشكيل المعادن لدينا الدقة والسرعة والكفاءة في إنتاج مكونات عالية الجودة. استكشف النطاق الواسع للأجزاء المشكلة بالمعادن المستخدمة في مختلف الصناعات.
إمكانات تشكيل Neway
من النماذج الأولية إلى الإنتاج بكميات كبيرة، يمكننا التعامل مع أي حجم مشروع بدقة واحترافية. يمكن لخدمة التشكيل حسب الطلب لدينا تصنيع مكونات معدنية لأي صناعة، بما في ذلك السيارات والطيران والطب.
تشطيبات سطحية متوفرة للأجزاء حسب الطلب
تقدم خدمة معالجة الأسطح لدينا تشطيبات متخصصة للأجزاء حسب الطلب، مما يعزز المتانة والجمال والأداء. نقدم مجموعة من العمليات تشمل الطلاء الكهربائي، الأنودة، الطلاء بالمسحوق، وطلاءات الحواجز الحرارية، والمصممة لتحسين مقاومة التآكل وخصائص التحمل والمظهر الجمالي للمكونات المعدنية والبلاستيكية في جميع الصناعات.

اعرف المزيد
كما تمت معالجتها

اعرف المزيد
الطلاء

اعرف المزيد
PVD

اعرف المزيد
السفع الرملي

اعرف المزيد
الطلاء الكهربائي

اعرف المزيد
التلميع

اعرف المزيد
الأنودة

اعرف المزيد
طلاء المسحوق

اعرف المزيد
التلميع الكهربائي

اعرف المزيد
IMD

اعرف المزيد
التشطيب المخدوش

اعرف المزيد
أكسدة سوداء

اعرف المزيد
المعالجة الحرارية

اعرف المزيد
التنعيم والإزالة بالتقليب

اعرف المزيد
معالجة الألودين

اعرف المزيد
طلاء الكروم

اعرف المزيد
الفوسفاتة

اعرف المزيد
النتردة

اعرف المزيد
الجلفنة

اعرف المزيد
طلاء الورنيش

اعرف المزيد
طلاء التيفلون

اعرف المزيد
طلاءات حرارية

اعرف المزيد
طلاءات الحواجز الحرارية

اعرف المزيد
البَسْمَرة (Passivation)
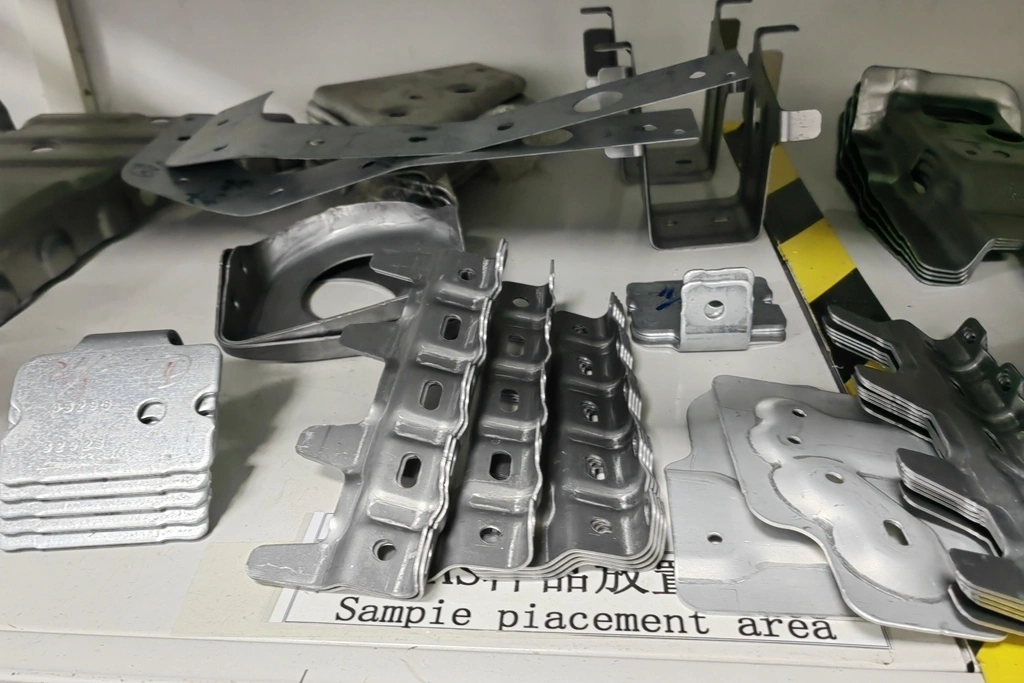
معرض الأجزاء حسب الطلب
في معرض الأجزاء المخصصة لدينا، ندرك أن كل مشروع فريد من نوعه. لهذا السبب نعمل عن كثب مع عملائنا لضمان تصميم الأجزاء حسب الطلب وفقًا لمواصفاتهم الدقيقة. من خلال اهتمامنا بالتفاصيل والتزامنا بالجودة، يمكنك الوثوق بأن أجزائك حسب الطلب ستتجاوز توقعاتك.







لنبدأ مشروعًا جديدًا اليوم
دليل تصميم قطع تشكيل المعادن حسب الطلب
تقدم هذه الإرشادات قيمًا معيارية صناعية لقطع تشكيل المعادن المخصصة. اتبع هذه الاقتراحات لتحقيق تشكيل فعال، وتقليل تآكل الأدوات، وتحسين جودة القطع مع ضمان السلامة الهيكلية والدقة الأبعادية.
Frequently Asked Questions
استكشف الموارد ذات الصلة




شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
الحلول
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.