العربية
خدمة تصنيع قطع الصب بالقالب من الألمنيوم عبر الإنترنت
نقدم خدمة الصب بالقالب للألمنيوم المخصصة من التصميم حتى القطع النهائية. نهدف إلى توفير قطع ألمنيوم مخصصة عالية الجودة وبطريقة فعّالة من حيث التكلفة.

أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
ما هي خدمة الصب بالقالب من الألمنيوم
توفر خدمتنا للصب بالقالب من الألمنيوم مكونات معدنية عالية الجودة وذات تكلفة منخفضة عبر عملية دقيقة تنتج قطعًا بدقة أبعاد رائعة وتشطيب سطحي ممتاز. مثالية للتطبيقات في السيارات والطيران والصناعات الأخرى، حيث تضمن نتائج ثابتة وعالية الأداء.

تطبيقات قطع الصب بالقالب من الألمنيوم
تتميز قطع الصب بالقالب من الألمنيوم بخفة الوزن والقوة العالية، وتستخدم على نطاق واسع في صناعات متنوعة. اكتشف تطبيقات في الطيران والسيارات والإلكترونيات الاستهلاكية وغيرها لقطع دقيقة الصنع.
الصب بالقالب في الحجرة الساخنة مقابل الحجرة الباردة
يعتبر الصب بالقالب في الحجرة الساخنة والباردة طريقتين رئيسيتين في صناعة الصب بالقالب لإنتاج قطع معدنية دقيقة، لكل منهما خصائصه ومزاياه وقيوده، مما يجعلهما مناسبين لمواد وتطبيقات مختلفة.

الصب بالقالب في الحجرة الساخنة
الصب بالقالب في الحجرة الساخنة، المعروف أيضًا بصب الرقبة، هو عملية يُحتفظ فيها بالمعدن المنصهر داخل آلة الصب نفسها في حجرة ساخنة مجاورة لحجرة القالب. يضغط مكبس مغمور في المعدن المنصهر المعدن عبر مدخل ذي شكل أنبوبي إلى القالب. هذه الطريقة عالية الكفاءة للسبائك ذات النقاط المنصهرة المنخفضة مثل الزنك والمغنيسيوم وبعض سبائك الألمنيوم ذات النقطة المنصهرة المنخفضة. من مزاياها دورة الإنتاج الأسرع نظرًا لقرب المعدن من القالب، لكنها غير مناسبة للسبائك ذات النقاط المنصهرة العالية حيث قد تتلف الماكينة.

الصب بالقالب في الحجرة الباردة
بالمقابل، يُستخدم الصب بالقالب في الحجرة الباردة للسبائك ذات النقاط المنصهرة العالية مثل سبائك الألمنيوم والنحاس. تتضمن العملية سك المعدن المنصهر يدويًا أو تلقائيًا في حجرة باردة حيث يضغط مكبس هيدروليكي أو ميكانيكي المعدن إلى القالب. نظرًا لعدم احتواء المعدن المنصهر داخل الماكينة، تتجنب هذه الطريقة تلف المعدات بسبب درجات الحرارة العالية. يسمح هذا الأسلوب بإنتاج قطع صلبة وكثيفة بتصاميم معقدة، لكنه عادة ما يكون أبطأ من الصب في الحجرة الساخنة.
سباكة الألمنيوم بالضغط Materials
قدرات Neway في الصب بالقالب للألمنيوم
تتخصص Neway في صب القوالب للألمنيوم وتقدم خدمات مخصصة بمجموعات وقف واسعة وتشطيبات سطحية متنوعة. تواصل معنا وأرسل رسوماتك للحصول على خدمة صب ألمنيوم متكاملة.
شاهد كيفية عمل الصب بالقالب في Neway
تعلم أساسيات عملية الصب بالقالب، بما في ذلك كيفية حقن المعدن المنصهر في قوالب فولاذية تحت ضغط عالٍ لإنشاء قطع معدنية معقدة. يغطي هذا الفيديو المواد الشائعة مثل سبائك الألمنيوم والزنك والمغنيسيوم، وعوامل التكلفة الأولية العالية مع الإنتاج الجماعي الفعال.
تشطيبات سطحية متاحة للأجزاء المخصصة
تقدم خدمتنا للمعالجة السطحية تشطيبات متخصصة للأجزاء المخصصة، مما يعزز المتانة والجمالية والأداء. نوفر عمليات مثل الطلاء الكهربائي، الأكسدة الأنودية، الطلاء بالمسحوق، والتغطيات الحاجزة الحرارية لتحسين مقاومة التآكل ومقاومة البلى وجاذبية المكونات المعدنية والبلاستيكية.

اعرف المزيد
معالجة بالقطع

اعرف المزيد
الطلاء

اعرف المزيد
ترسيب بخار فيزيائي (PVD)

اعرف المزيد
الرمل النفاث

اعرف المزيد
الطلاء الكهربائي

اعرف المزيد
التلميع

اعرف المزيد
الأكسدة الأنودية

اعرف المزيد
طلاء مسحوقي

اعرف المزيد
التلميع الكهربائي

اعرف المزيد
التزيين داخل القالب (IMD)

اعرف المزيد
السلاكة

اعرف المزيد
أكسيد أسود

اعرف المزيد
المعالجات الحرارية

اعرف المزيد
التسوية والقطع الدائري

اعرف المزيد
طلاء Alodine

اعرف المزيد
طلاء كرومي

اعرف المزيد
الفوسفات

اعرف المزيد
التنشئة

اعرف المزيد
الطلاء بالغمس الساخن بالزنك

اعرف المزيد
طلاء الورنيش

اعرف المزيد
طلاء تفلون

اعرف المزيد
التغطيات الحرارية

اعرف المزيد
طلاءات حاجزة حرارية

اعرف المزيد
التمعدن السطحي (التخميد)
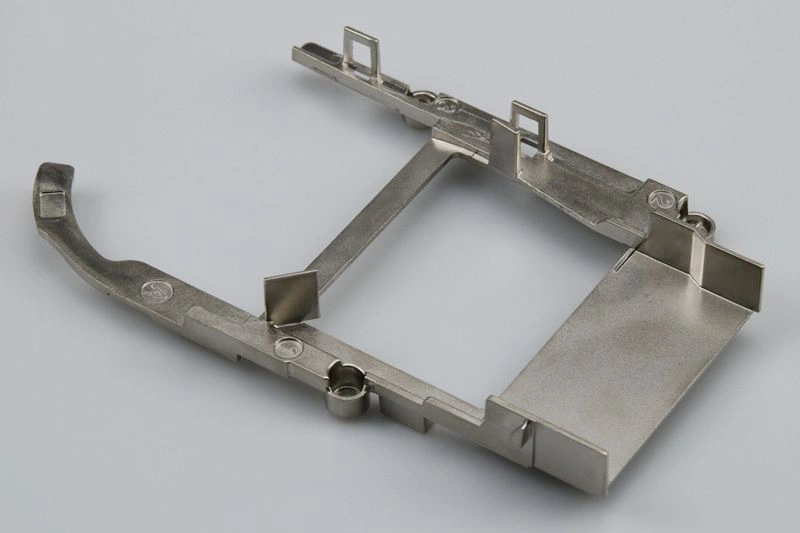
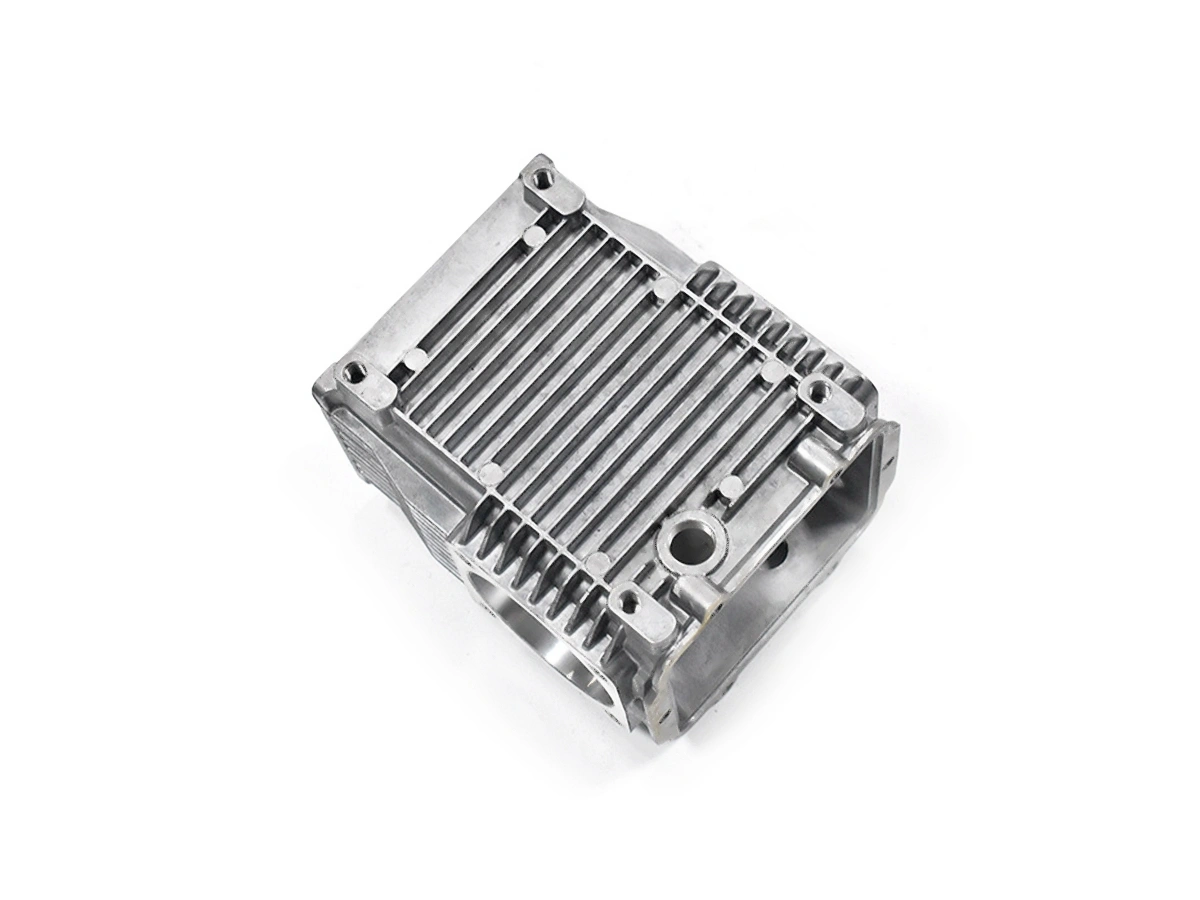
معرض قطع الصب بالقالب من الألمنيوم
يعرض معرضنا لقطع الصب بالقالب من الألمنيوم مجموعة رائعة من القطع المصممة بعناية. استكشف معرضنا لترى التفاصيل المعقدة والتصاميم الرائعة لمختلف قطع الصب الألمنيوم، من مكونات السيارات إلى تطبيقات الفضاء الجوي. تضمن عمليتنا ذات التحكم في درجة الحرارة الدقة والمتانة.







لنبدأ مشروعًا جديدًا اليوم
نصائح تصميم قطع الصب بالقالب من الألمنيوم
تعلّم نصائح تصميم قطع الصب بالقالب من الألمنيوم لتعزيز كفاءة التصنيع، تقليل العيوب، وتحسين تناسق المنتجات. باتباع القيم القياسية للصناعة، يمكنك تحسين التبريد، تقليل تركّز الإجهادات، وتبسيط عمليات القوالب للحصول على مكونات متينة وعالية الجودة.
Frequently Asked Questions
استكشف الموارد ذات الصلة




شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
الحلول
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.