什么是金属注射成型?它是如何工作的?
金属注射成型(MIM)是一种粉末冶金和注射成型制造工艺,用于生产小型、复杂的金属零件,如齿轮、铰链、锁具组件、医疗器械组件、电子硬件和汽车机构。本文解释了MIM如何将金属粉末原料转化为烧结金属零件,并帮助买家决定MIM、CNC加工、熔模铸造、压铸或冲压中哪种是更好的制造路线。实际的RFQ问题是,MIM报价不仅取决于可见的零件形状,还取决于材料等级、年产量、收缩控制、关键尺寸、二次加工和检验标准。
简要回答:当一个金属零件过于复杂或反复CNC加工成本过高,但零件足够小且产量足够高以证明模具和烧结工艺控制的合理性时,MIM通常最有用。买家应在MIM模具评审前定义图纸、3D模型、材料等级、基准面、螺纹或孔的要求、表面光洁度、热处理和检验证据。
工艺阶段 | 发生什么 | 需要控制的风险 | 需要买家确认的事项 |
|---|---|---|---|
金属粉末选择 | 为所需的合金系列选择细粉,例如316L不锈钢、17-4 PH不锈钢、MIM-420不锈钢、Ti-6Al-4V、钨合金或钴合金。 | 粉末化学成分、粒度、污染和材料可用性会影响烧结行为和最终性能。 | 材料等级、适用标准、腐蚀或硬度要求以及文件要求。 |
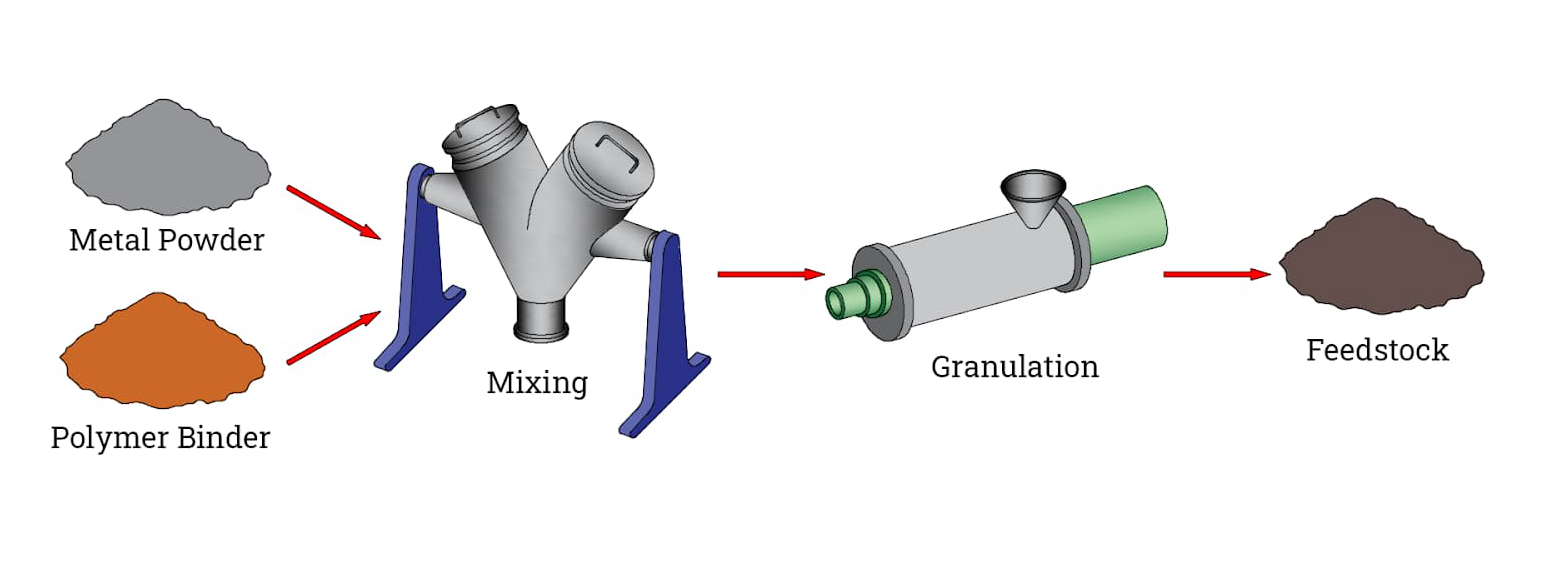
原料配制 | 金属粉末与聚合物粘结剂混合,使原料能够流入注射模具型腔。 | 粘结剂比例和粉末装载量影响模具填充、脱脂稳定性、收缩率和密度。 | 零件尺寸、壁厚范围、外观表面、浇口位置敏感性和预期产量。 |
注射成型 | 原料被成型为具有最终组件近净几何形状的生坯。 | 薄壁、倒扣、尖角、长流道和不均匀的壁厚部分可能产生成型风险。 | 关键表面、成型螺纹、孔、齿轮齿、倒扣以及设计评审后不能更改的特征。 |
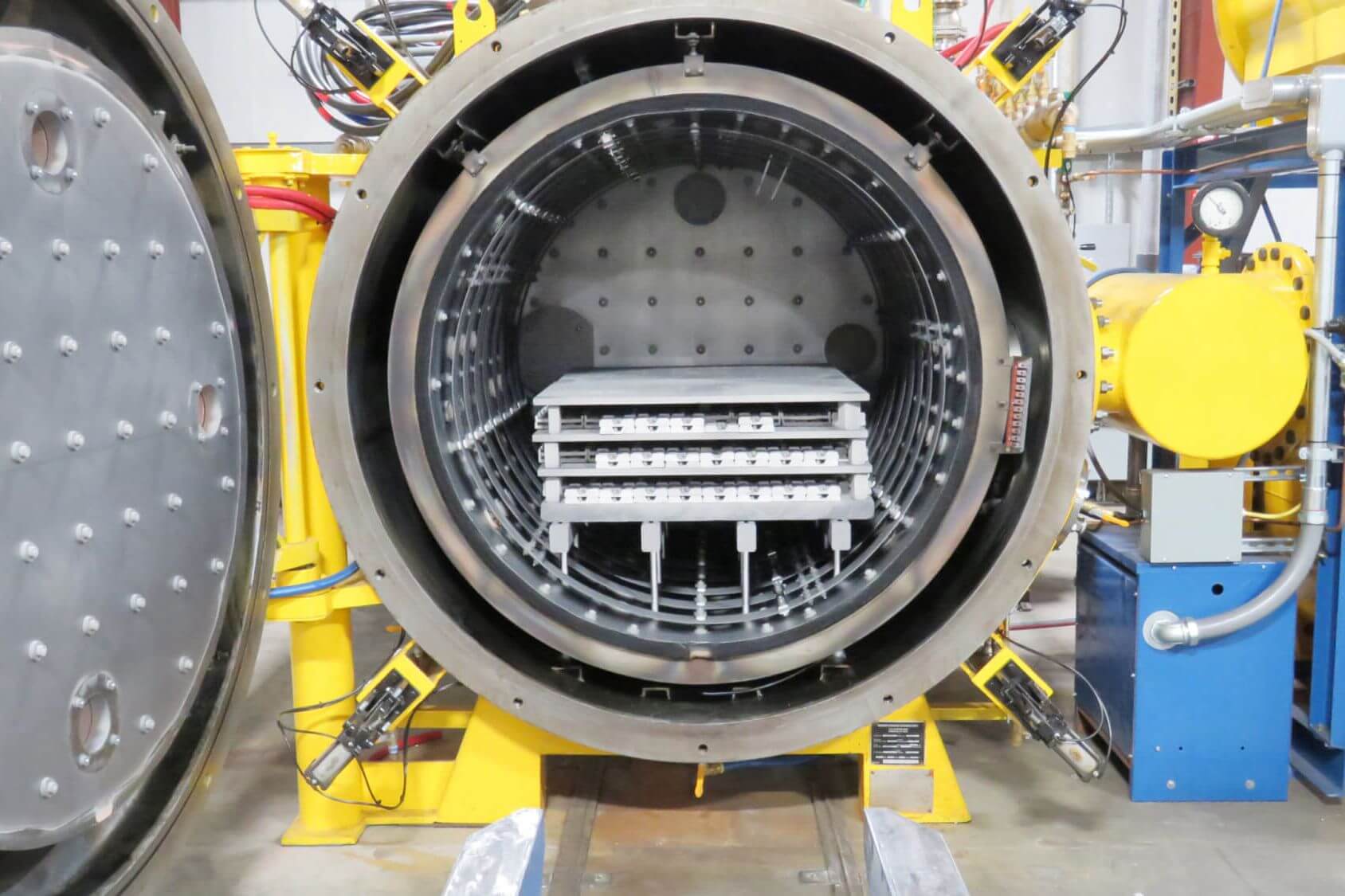
脱脂和烧结 | 去除粘结剂,然后烧结棕坯,使金属颗粒结合成致密的金属组件。 | 烧结收缩、变形、密度变化和支撑方法可能影响尺寸控制。 | 关键公差区域、基准策略、检验方法以及任何可能需要加工余量的表面。 |
二次加工和检验 | 烧结后可能添加热处理、CNC加工、抛光、钝化、涂层、电镀或组装。 | 后处理可能改变硬度、表面粗糙度、涂层厚度、配合、外观和验收风险。 | FAI、CMM报告、材料证书、硬度测试、表面粗糙度报告、涂层厚度报告或视觉标准。 |
什么是用于小型复杂金属零件的金属注射成型?
金属注射成型是一种用于生产几何形状复杂的小型金属零件的近净成形工艺。该工艺结合了粉末冶金和塑料注射成型的原理:金属粉末提供最终合金,粘结剂临时赋予粉末混合物足够的流动性以填充模具。
MIM适用于需要内部特征、薄壁、小孔、花键、齿轮齿、倒扣或在模具批准后重复生产的零件。典型的MIM零件系列包括锁具硬件、电子连接器、手表和铰链组件、小型医疗器械组件、汽车机构和工业耐磨件。对于受监管或性能关键的应用,应在生产批准前定义买家规范、资格要求和验收标准;最终验证仍是买家的责任。

金属注射成型如何将原料转化为烧结金属零件
MIM工艺通过粉末制备、原料配制、注射成型、脱脂、烧结和二次加工将金属粉末原料转变为成品金属零件。每个阶段都会影响收缩率、密度、表面状况和尺寸检验。
MIM金属粉末制备
金属粉末的选择控制着工艺的起始材料。粉末必须与合金系列和最终组件的性能目标相匹配。不锈钢牌号如316L、17-4 PH和MIM-420是常见的MIM选择,而合金如Ti-6Al-4V、MP35N、钨合金和钴合金需要更具体地审查粉末可用性和加工行为。

原料配制和模具填充
粉末制备后,金属粉末与粘结剂混合以形成MIM原料。原料必须流入模具型腔,同时保持足够的粉末装载量以进行烧结。这就是为什么在模具制造前要审查零件几何形状、浇口位置、壁厚平衡和成型特征设计。
脱脂和烧结收缩
脱脂从成型生坯中去除粘结剂,留下可以进行烧结的棕坯。在无压烧结或其他批准的烧结路线中,金属颗粒结合,零件收缩。模具设计必须补偿预期的MIM收缩,但关键尺寸仍需基于图纸的公差审查和检验计划。
哪些MIM材料和零件特征影响工艺适用性?
MIM的适用性取决于合金、零件尺寸、特征复杂性、公差区域和产量。该工艺并非适用于所有金属牌号,并且在锻造棒材、铸件或加工坯料中表现良好的材料可能无法作为MIM粉末原料获得或实用。
MIM材料路线应与图纸一起审查。可选择316L不锈钢用于耐腐蚀性,17-4 PH不锈钢用于沉淀硬化要求,MIM-420不锈钢用于硬度和耐磨性重要的情况,钛或钴合金路线应根据买家规范和资格要求进行评估。
零件特征也会影响MIM的可制造性。倒扣、盲孔、长薄壁、内部通道、成型齿、小凸台和交叉肋可能是考虑MIM的有用原因,但每个特征都会改变模具设计、脱脂支撑、烧结变形和检验可达性。承载装配载荷或密封功能的特征应在模具审查前确定为关键。
烧结收缩和变形如何影响MIM公差
烧结收缩是金属注射成型中主要的公差风险之一。MIM模具制造时考虑了收缩补偿,但实际尺寸结果取决于材料、粉末装载量、零件几何形状、壁厚平衡、支撑方法、烧结气氛和烧结后操作。
MIM图纸应将一般尺寸与功能关键尺寸分开。一般表面在工艺合格后可能适合烧结态,而密封面、轴承座、螺纹孔、基准垫、齿轮齿、压配孔可能需要CNC加工、磨削、铰孔、攻丝或通止规。买家应避免假设每个成型特征在烧结后都能保持相同的公差。
检验证据应与零件的风险相匹配。常见的证据可能包括尺寸报告、用于基准和位置的CMM检验、密度检查、材料证书、热处理后的硬度测试、表面粗糙度报告、涂层厚度报告或视觉检验标准。应在报价前商定所需的检验包,因为检验深度会影响制造控制和成本。
哪些MIM零件可能需要CNC加工、热处理或表面处理
当图纸要求局部精度、硬度、耐腐蚀性、外观或装配配合时,许多MIM零件仍然需要二次加工。MIM创建近净形状的金属零件,而后处理将选定的特征带到最终规格。

热处理可能在所选合金和图纸条件需要调整硬度、强度或耐磨性时要求。对于17-4 PH不锈钢,应在生产前确认指定条件和验收标准,因为最终硬度和机械性能取决于材料路线和热处理要求。
CNC加工可能需要用于基准面、精密孔、精密螺纹、轴承座、密封面或配合面。表面处理可包括抛光、钝化、涂层、电镀、粉末涂层或PVD,具体取决于图纸和应用环境。

何时CNC加工、铸造、压铸或冲压可能优于MIM
MIM并非对每个金属零件都是最佳路线。对于原型、低产量零件、大型零件、设计频繁变更的零件或需要从标准棒材或板材加工的组件,CNC加工可能更好。熔模铸造对于具有可铸造几何形状的大型金属形状可能更实用,而铝压铸或锌压铸可能适用于较大的非铁合金壳体、支架和盖板。钣金冲压通常是平板或成型板组件的更好路线。
对于早期设计验证,3D打印原型、CNC加工原型或快速成型可能有助于在MIM模具前确认装配配合。一旦设计稳定且年需求量支持模具制造,MIM可以减少复杂小型金属特征的重复加工。

哪些信息有助于在生产前审查金属注射成型零件?
有用的MIM审查从零件功能、图纸和必须控制的制造风险开始。买家应提供3D模型、2D图纸、材料等级、预计年需求量、原型或生产阶段、关键尺寸、基准策略、表面光洁度、热处理、涂层或电镀要求、检验报告要求以及任何应用特定的资格要求。
对于Neway Precision的MIM服务路线,审查应确定哪些特征可以保持烧结态,哪些特征需要在烧结后进行加工或精加工。这使得文章的主要问题保持实用:什么是金属注射成型,它是如何工作的,以及该工艺何时适用于小型复杂金属零件?
