Español
Servicio rápido de mecanizado CNC y prototipado
Con nuestros servicios personalizados de mecanizado CNC, solo puedes esperar lo mejor. Nuestro equipo utiliza la tecnología y las técnicas más avanzadas para entregar resultados que cumplen o superan tus expectativas.

Envíenos sus diseños y especificaciones para una cotización gratuita
Todos los archivos subidos son seguros y confidenciales
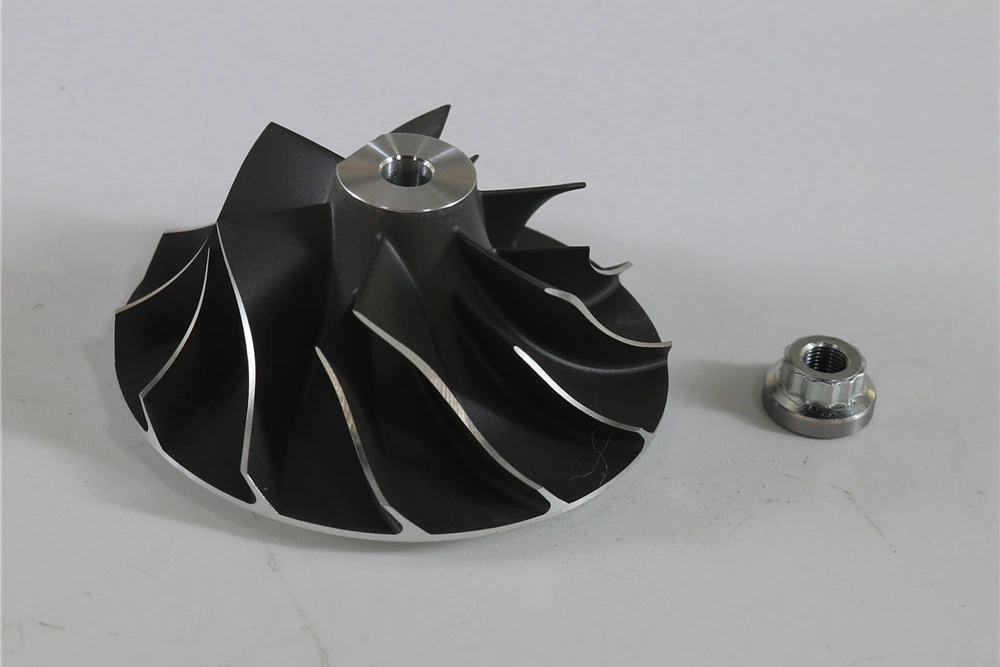
Servicio CNC de piezas a medida
Nuestro servicio CNC de piezas a medida ofrece soluciones de alta precisión y personalización para diversas industrias. Especializados en acero inoxidable, titanio, aleaciones de alta temperatura, plásticos y compuestos, utilizamos máquinas CNC de 3, 4 y 5 ejes para lograr tolerancias estrictas y geometrías complejas con gran exactitud. Ofrecemos prototipado rápido, producción en pequeña serie y fabricación a gran escala, garantizando tiempos de entrega reducidos y resultados de primer nivel.

EDM para cortar con precisión formas complejas, cavidades y aleaciones de alta temperatura con tolerancias de ±0.005 mm.

Servicio de mecanizado CNC de alta precisión para piezas personalizadas en superaleaciones, metales, plásticos y cerámicas, con prototipado rápido y fabricación bajo demanda.

Fresado CNC a demanda con precisión de ±0.001 pulgadas para piezas complejas, usando capacidades de 3, 4 y 5 ejes.

Torneado CNC personalizado para piezas cilíndricas precisas en superaleaciones, metales, plásticos, cerámicas y materiales de alto rendimiento.

Taladrado profundo CNC para perforaciones precisas en diversos materiales; relación profundidad/diámetro máxima 100:1.

Mandrinado CNC para ampliar y terminar agujeros con gran precisión en piezas grandes y complejas, incluyendo ranuras y estriados internos.

Rectificado CNC para acabados superficiales ultrafinos y tolerancias ajustadas en formas complejas, ideal para cerámicas, metales y superaleaciones.

Mecanizado multieje con máquinas CNC de 4 y 5 ejes para fabricar piezas complejas de alta precisión.

Servicio de mecanizado de precisión para piezas con tolerancias estrictas y exactitud excepcional.
EDM para cortar con precisión formas complejas, cavidades y aleaciones de alta temperatura con tolerancias de ±0.005 mm.
Servicio de mecanizado CNC de alta precisión para piezas personalizadas en superaleaciones, metales, plásticos y cerámicas, con prototipado rápido y fabricación bajo demanda.
Fresado CNC a demanda con precisión de ±0.001 pulgadas para piezas complejas, usando capacidades de 3, 4 y 5 ejes.
Torneado CNC personalizado para piezas cilíndricas precisas en superaleaciones, metales, plásticos, cerámicas y materiales de alto rendimiento.
Taladrado profundo CNC para perforaciones precisas en diversos materiales; relación profundidad/diámetro máxima 100:1.
EDM para cortar con precisión formas complejas, cavidades y aleaciones de alta temperatura con tolerancias de ±0.005 mm.
Servicio de mecanizado CNC de alta precisión para piezas personalizadas en superaleaciones, metales, plásticos y cerámicas, con prototipado rápido y fabricación bajo demanda.
Fresado CNC a demanda con precisión de ±0.001 pulgadas para piezas complejas, usando capacidades de 3, 4 y 5 ejes.
Torneado CNC personalizado para piezas cilíndricas precisas en superaleaciones, metales, plásticos, cerámicas y materiales de alto rendimiento.
Taladrado profundo CNC para perforaciones precisas en diversos materiales; relación profundidad/diámetro máxima 100:1.
Mandrinado CNC para ampliar y terminar agujeros con gran precisión en piezas grandes y complejas, incluyendo ranuras y estriados internos.
Rectificado CNC para acabados superficiales ultrafinos y tolerancias ajustadas en formas complejas, ideal para cerámicas, metales y superaleaciones.
Mecanizado multieje con máquinas CNC de 4 y 5 ejes para fabricar piezas complejas de alta precisión.
Servicio de mecanizado de precisión para piezas con tolerancias estrictas y exactitud excepcional.
EDM para cortar con precisión formas complejas, cavidades y aleaciones de alta temperatura con tolerancias de ±0.005 mm.
Servicio de mecanizado CNC de alta precisión para piezas personalizadas en superaleaciones, metales, plásticos y cerámicas, con prototipado rápido y fabricación bajo demanda.
Ventajas del mecanizado CNC
Nuestro servicio CNC aporta precisión y eficiencia incomparables. Gracias a la automatización avanzada y al mecanizado multieje, aseguramos calidad superior, entregas rápidas y un notable ahorro de costes.

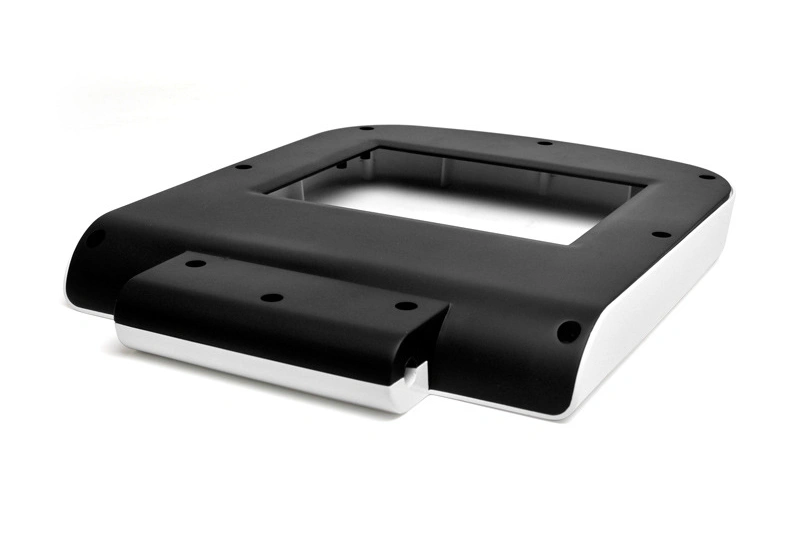
Aplicaciones de piezas CNC mecanizadas
Nuestro servicio CNC produce componentes de ingeniería de precisión para múltiples industrias. Explora nuestra gama de piezas a medida diseñadas para cumplir con los más altos estándares de calidad y tolerancias estrictas.
Acabados de superficie disponibles para piezas a medida
Nuestro servicio de tratamiento de superficies ofrece acabados especializados para piezas personalizadas, mejorando su durabilidad, estética y rendimiento. Proporcionamos procesos como electrodeposición, anodizado, recubrimiento en polvo y recubrimientos de barrera térmica, diseñados para optimizar la resistencia a la corrosión, las propiedades de desgaste y la apariencia de componentes metálicos y plásticos en múltiples sectores.

Más información
Tal como mecanizado

Más información
Pintura

Más información
Recubrimiento PVD

Más información
Chorro de arena

Más información
Electrodeposición

Más información
Pulido

Más información
Anodizado

Más información
Recubrimiento en polvo

Más información
Pulido electrolítico

Más información
Decoración IMD

Más información
Acabado cepillado

Más información
Óxido negro

Más información
Tratamiento térmico

Más información
Tumbling

Más información
Recubrimiento Alodine

Más información
Cromado

Más información
Fosfatado

Más información
Nitruración

Más información
Galvanizado

Más información
Barnizado

Más información
Recubrimiento de teflón

Más información
Recubrimientos térmicos

Más información
Recubrimientos de barrera térmica

Más información
Pasivación
Galería de piezas a medida
En nuestra galería de piezas a medida, entendemos que cada proyecto es único. Por ello trabajamos codo a codo con nuestros clientes para garantizar que sus piezas se fabriquen exactamente según sus especificaciones. Con nuestro enfoque en el detalle y compromiso con la calidad, tus piezas superarán tus expectativas.







Comencemos un nuevo proyecto hoy
Guía de diseño para piezas personalizadas CNC
Estas directrices ofrecen valores estándar de la industria para piezas CNC personalizadas, asegurando precisión de mecanizado, alta rigidez y mínima deformación, equilibrando exactitud, fabricabilidad y eficiencia de costes.
Frequently Asked Questions
Explorar recursos relacionados




Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Soluciones
Copyright © 2026 Neway Precision Works Ltd.All Rights Reserved.