¿Qué es el moldeo por inyección de metal? ¿Cómo funciona?
El moldeo por inyección de metal (MIM) es un proceso de fabricación de pulvimetalurgia y moldeo por inyección para piezas metálicas pequeñas y complejas, como engranajes, bisagras, componentes de cerraduras, componentes de instrumentos médicos, herrajes electrónicos y mecanismos automotrices. Este artículo explica cómo el MIM convierte la materia prima de polvo metálico en piezas metálicas sinterizadas y ayuda a los compradores a decidir si el MIM, el mecanizado CNC, la fundición a la cera perdida, la fundición a presión o el estampado son la mejor ruta de fabricación. El problema práctico de la solicitud de cotización (RFQ) es que una cotización de MIM depende del grado del material, el volumen anual, el control de contracción, las dimensiones críticas, las operaciones secundarias y los criterios de inspección, no solo de la forma visible de la pieza.
Respuesta breve: El MIM suele ser más útil cuando una pieza metálica es demasiado compleja o costosa para un mecanizado CNC repetido, pero la pieza es lo suficientemente pequeña y la cantidad de producción es lo suficientemente alta como para justificar el utillaje y el control del proceso de sinterización. Los compradores deben definir el plano, el modelo 3D, el grado del material, las superficies de referencia, los requisitos de rosca o taladro, el acabado superficial, el tratamiento térmico y la evidencia de inspección antes de una revisión del utillaje de MIM.
Etapa del proceso | Qué sucede | Riesgo a controlar | Confirmación necesaria del comprador |
|---|---|---|---|
Selección del polvo metálico | Se selecciona polvo fino para la familia de aleación requerida, como acero inoxidable 316L, acero inoxidable 17-4 PH, acero inoxidable MIM-420, Ti-6Al-4V, aleación de tungsteno o aleación de cobalto. | La química del polvo, el tamaño de partícula, la contaminación y la disponibilidad del material afectan el comportamiento de sinterización y las propiedades finales. | Grado del material, norma aplicable, requisito de corrosión o dureza y requisito de documentación. |
Compounding de la materia prima | El polvo metálico se mezcla con aglutinante polimérico para que la materia prima pueda fluir hacia la cavidad del molde de inyección. | La proporción de aglutinante y la carga de polvo influyen en el llenado del molde, la estabilidad del desaglomerado, la contracción y la densidad. | Tamaño de la pieza, rango de espesor de pared, superficies cosméticas, sensibilidad de la ubicación de la compuerta y cantidad de producción esperada. |
Moldeo por inyección | La materia prima se moldea en una pieza verde con la geometría casi neta del componente final. | Secciones delgadas, socavados, esquinas afiladas, caminos de flujo largos y secciones de pared desiguales pueden crear riesgo de moldeo. | Superficies críticas, roscas moldeadas, agujeros, dientes de engranaje, socavados y características que no pueden cambiar después de la revisión del diseño. |
Desaglomerado y sinterización | Se elimina el aglutinante, luego la pieza marrón se sinteriza para que las partículas metálicas se unan formando un componente metálico denso. | La contracción por sinterización, distorsión, variación de densidad y método de soporte pueden afectar el control dimensional. | Zonas de tolerancia críticas, estrategia de referencia, método de inspección y cualquier superficie que pueda necesitar margen de mecanizado. |
Operaciones secundarias e inspección | Se puede agregar tratamiento térmico, mecanizado CNC, pulido, pasivación, recubrimiento, chapado o ensamblaje después de la sinterización. | El postprocesado puede cambiar la dureza, la rugosidad superficial, el espesor del recubrimiento, el ajuste, la apariencia y el riesgo de aceptación. | FAI, informe CMM, certificado de material, prueba de dureza, informe de rugosidad superficial, informe de espesor de recubrimiento o estándar visual. |
¿Qué es el moldeo por inyección de metal para piezas metálicas pequeñas y complejas?
El moldeo por inyección de metal es un proceso de forma casi neta para producir componentes metálicos pequeños con geometría compleja. El proceso combina principios de pulvimetalurgia y moldeo por inyección de plástico: el polvo metálico proporciona la aleación final, y el aglutinante da temporalmente a la mezcla de polvo suficiente fluidez para llenar un molde.
El MIM es adecuado para piezas que necesitan características internas, secciones delgadas, agujeros pequeños, estrías, dientes de engranaje, socavados o producción repetida después de la aprobación del utillaje. Las familias típicas de piezas MIM incluyen herrajes para cerraduras, conectores electrónicos, componentes de relojes y bisagras, componentes pequeños de instrumentos médicos, mecanismos automotrices y piezas de desgaste industrial. Para aplicaciones reguladas o críticas para el rendimiento, las especificaciones del comprador, los requisitos de calificación y los criterios de aceptación deben definirse antes de la aprobación de la producción; la validación final sigue siendo responsabilidad del comprador.

Cómo el moldeo por inyección de metal convierte la materia prima en piezas metálicas sinterizadas
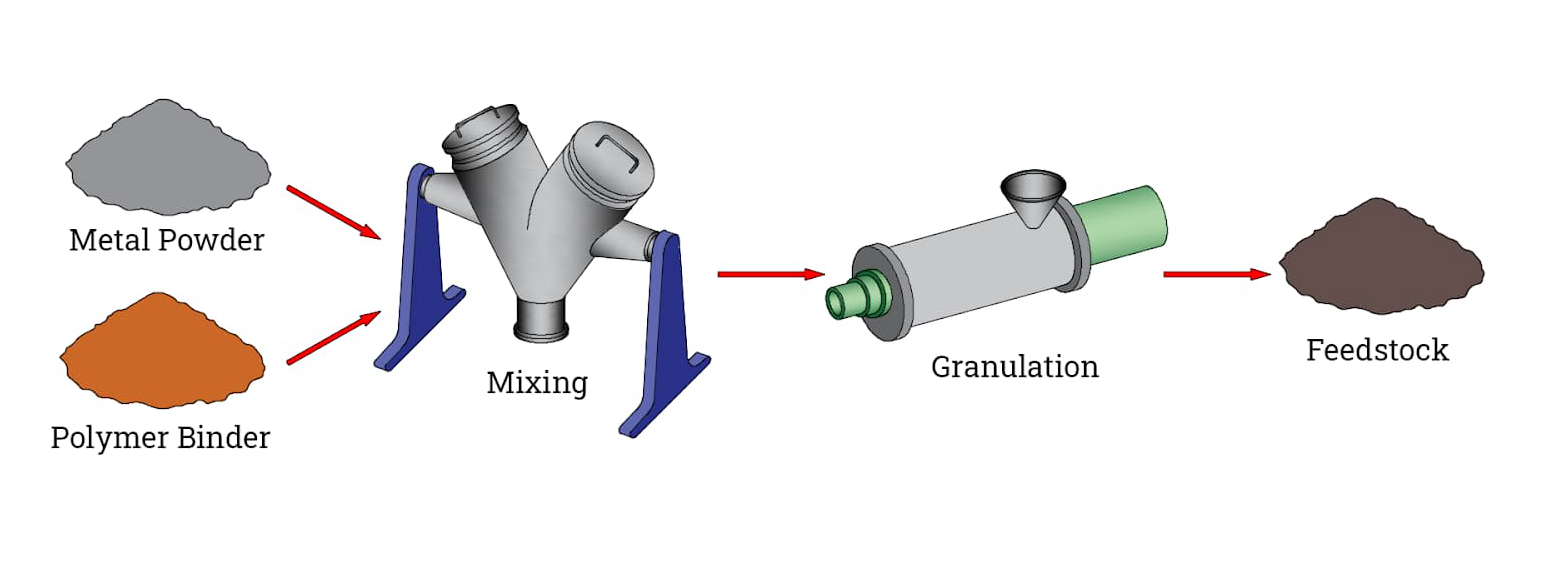
El proceso MIM transforma la materia prima de polvo metálico en una pieza metálica terminada a través de la preparación del polvo, el compounding de la materia prima, el moldeo por inyección, el desaglomerado, la sinterización y las operaciones secundarias. Cada etapa afecta la contracción, la densidad, la condición superficial y la inspección dimensional.
Preparación del polvo metálico MIM
La selección del polvo metálico controla el material de partida para el proceso. El polvo debe coincidir con la familia de aleación y el objetivo de rendimiento del componente final. Grados de acero inoxidable como 316L, 17-4 PH y MIM-420 son opciones comunes de MIM, mientras que aleaciones como Ti-6Al-4V, MP35N, aleación de tungsteno y aleación de cobalto requieren una revisión más específica de la disponibilidad del polvo y el comportamiento del proceso.

Compounding de la materia prima y llenado del molde
Después de la preparación del polvo, el polvo metálico se mezcla con aglutinante para crear la materia prima MIM. La materia prima debe fluir hacia la cavidad del molde manteniendo suficiente carga de polvo para la sinterización. Esta es la razón por la que se revisan la geometría de la pieza, la ubicación de la compuerta, el equilibrio del espesor de pared y el diseño de las características moldeadas antes del utillaje.
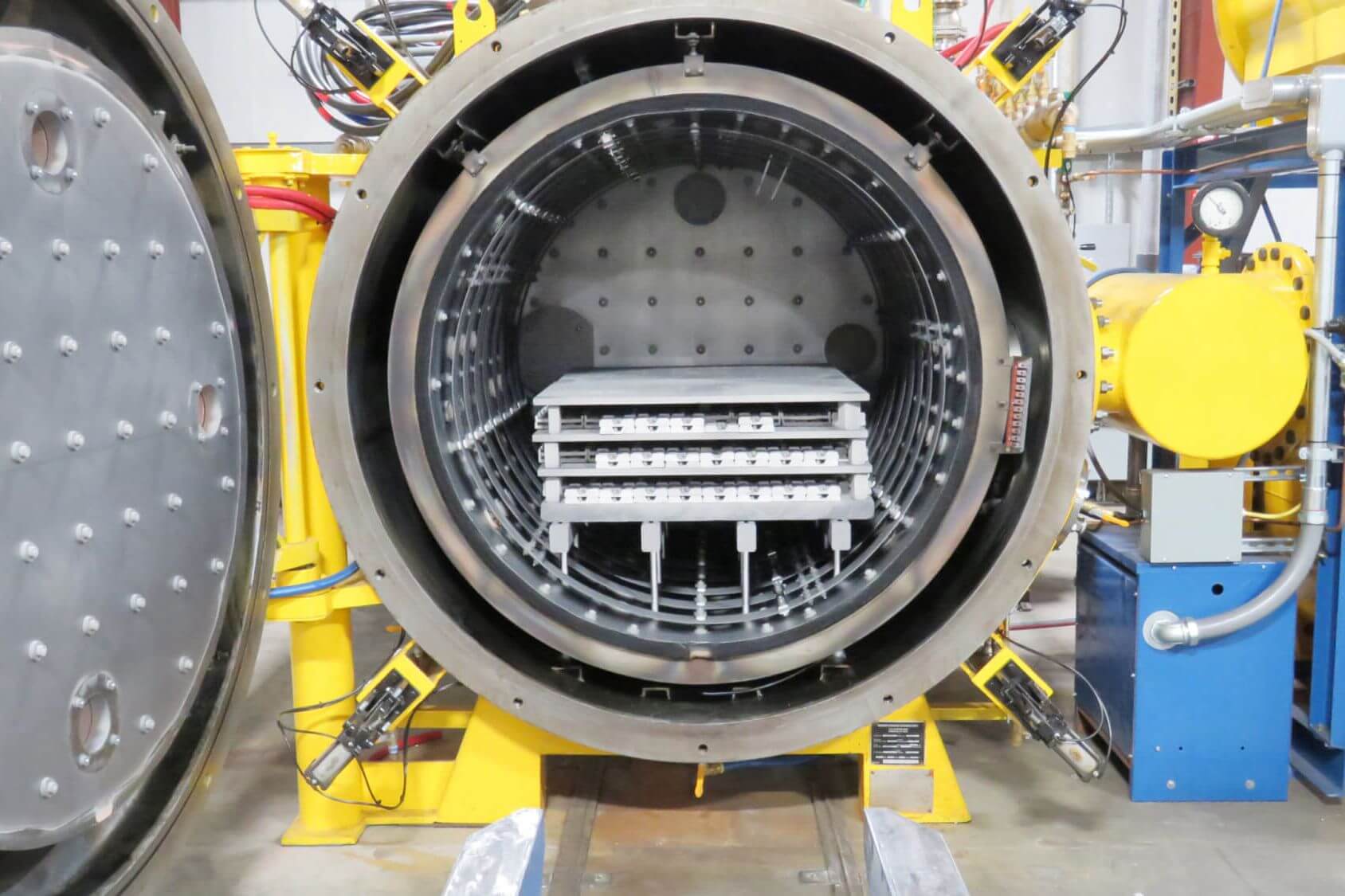
Desaglomerado y contracción por sinterización
El desaglomerado elimina el aglutinante de la pieza verde moldeada y deja una pieza marrón que puede sinterizarse. Durante la sinterización sin presión u otra ruta de sinterización aprobada, las partículas metálicas se unen y la pieza se contrae. El diseño del utillaje debe compensar la contracción MIM esperada, pero las dimensiones críticas aún necesitan una revisión de tolerancia basada en el plano y una planificación de inspección.
¿Qué materiales MIM y características de piezas afectan la idoneidad del proceso?
La idoneidad del MIM depende de la aleación, el tamaño de la pieza, la complejidad de las características, las zonas de tolerancia y la cantidad de producción. El proceso no está disponible para cada grado de metal, y un material que funciona bien en barra forjada, fundición o stock de mecanizado puede no estar disponible o no ser práctico como materia prima de polvo MIM.
La ruta de materiales MIM debe revisarse junto con el plano. El acero inoxidable 316L puede seleccionarse por su resistencia a la corrosión, el acero inoxidable 17-4 PH puede seleccionarse cuando se especifica endurecimiento por precipitación, el acero inoxidable MIM-420 puede considerarse cuando la dureza y la resistencia al desgaste son importantes, y las rutas de titanio o aleación de cobalto deben evaluarse según las especificaciones del comprador y los requisitos de calificación.
Las características de la pieza también afectan la fabricabilidad del MIM. Los socavados, agujeros ciegos, paredes delgadas largas, canales internos, dientes moldeados, pequeños salientes y nervaduras que se cruzan pueden ser razones útiles para considerar el MIM, pero cada característica cambia el diseño del molde, el soporte de desaglomerado, la distorsión por sinterización y el acceso de inspección. Las características que soportan carga de ensamblaje o función de sellado deben identificarse como críticas antes de la revisión del utillaje.
Cómo la contracción y distorsión por sinterización afectan la tolerancia MIM
La contracción por sinterización es uno de los principales riesgos de tolerancia en el moldeo por inyección de metal. El utillaje MIM se construye con compensación de contracción, pero el resultado dimensional real depende del material, la carga de polvo, la geometría de la pieza, el equilibrio del espesor de pared, el método de soporte, la atmósfera de sinterización y las operaciones posteriores a la sinterización.
Un plano MIM debe separar las dimensiones generales de las dimensiones críticas para la función. Las superficies generales pueden ser adecuadas tal como se sinterizan después de la calificación del proceso, mientras que las caras de sellado, los asientos de cojinetes, los agujeros roscados, las almohadillas de referencia, los dientes de engranaje o los agujeros de ajuste a presión pueden necesitar mecanizado CNC, rectificado, escariado, roscado o un calibre pasa/no pasa. Los compradores deben evitar asumir que cada característica moldeada puede mantener la misma tolerancia después de la sinterización.
La evidencia de inspección debe coincidir con el riesgo de la pieza. La evidencia común puede incluir un informe dimensional, inspección CMM para referencias y posiciones, verificación de densidad, certificado de material, prueba de dureza después del tratamiento térmico, informe de rugosidad superficial, informe de espesor de recubrimiento o estándar de inspección visual. El paquete de inspección requerido debe acordarse antes de la cotización porque la profundidad de la inspección afecta el control de fabricación y el costo.
Dónde las piezas MIM pueden necesitar mecanizado CNC, tratamiento térmico o acabado superficial
Muchas piezas MIM aún necesitan operaciones secundarias cuando el plano requiere precisión local, dureza, resistencia a la corrosión, apariencia cosmética o ajuste de ensamblaje. El MIM crea la forma metálica casi neta, mientras que el postprocesado lleva las características seleccionadas a la especificación final.

Tratamiento térmico puede ser necesario cuando la aleación seleccionada y la condición del plano requieren ajuste de dureza, resistencia o resistencia al desgaste. Para el acero inoxidable 17-4 PH, la condición especificada y los criterios de aceptación deben confirmarse antes de la producción porque la dureza final y el rendimiento mecánico dependen de la ruta del material y el requisito de tratamiento térmico.
Mecanizado CNC puede ser necesario para caras de referencia, taladros ajustados, roscas precisas, asientos de cojinetes, caras de sellado o superficies de acoplamiento. El acabado superficial puede incluir pulido, pasivación, recubrimiento, chapado, recubrimiento en polvo o PVD, dependiendo del plano y el entorno de aplicación.

Cuándo el mecanizado CNC, la fundición, la fundición a presión o el estampado pueden ser mejores que el MIM
El MIM no es la mejor ruta para cada pieza metálica. El mecanizado CNC puede ser mejor para prototipos, piezas de bajo volumen, piezas grandes, piezas con cambios frecuentes de diseño o componentes que necesitan mecanizado a partir de barra o placa estándar. La fundición a la cera perdida puede ser más práctica para formas metálicas más grandes con geometría fundible, mientras que la fundición a presión de aluminio o la fundición a presión de zinc pueden adaptarse a carcasas, soportes y cubiertas no ferrosas más grandes. El estampado de chapa metálica suele ser una mejor ruta para componentes de chapa plana o conformada.
Para la validación temprana del diseño, la creación de prototipos con impresión 3D, la creación de prototipos con mecanizado CNC o el moldeo rápido pueden ayudar a confirmar el ajuste del ensamblaje antes del utillaje MIM. Una vez que el diseño se estabiliza y la demanda anual justifica el utillaje, el MIM puede reducir el mecanizado repetido de características metálicas pequeñas y complejas.

¿Qué información ayuda a revisar una pieza de moldeo por inyección de metal antes de la producción?
Una revisión MIM útil comienza con la función de la pieza, el plano y los riesgos de fabricación que deben controlarse. Los compradores deben proporcionar un modelo 3D, un plano 2D, el grado del material, la cantidad anual estimada, la etapa de prototipo o producción, las dimensiones críticas, la estrategia de referencia, el acabado superficial, el tratamiento térmico, el requisito de recubrimiento o chapado, el requisito de informe de inspección y cualquier requisito de calificación específico de la aplicación.
Para la ruta de servicio MIM de Neway Precision, la revisión debe identificar qué características pueden permanecer tal como se sinterizan y qué características necesitan mecanizado o acabado después de la sinterización. Esto mantiene la pregunta principal del artículo práctica: ¿qué es el moldeo por inyección de metal, cómo funciona y cuándo tiene sentido el proceso para piezas metálicas pequeñas y complejas?
Preguntas frecuentes relacionadas
¿Qué materiales son adecuados para el moldeo por inyección de metal?
¿Cuáles son los factores que afectan la tolerancia de las piezas MIM?
¿Cuáles son las aplicaciones de las piezas MIM de pared delgada en todas las industrias?
¿Qué ventajas de costo ofrece el proceso MIM en comparación con el mecanizado CNC?
