¿Cómo manejamos los socavados en el moldeo por inyección?
¿Cómo deben manejarse los socavados en el moldeo por inyección?
Los socavados en el moldeo por inyección deben manejarse primero revisando si se puede cambiar la geometría de la pieza, y luego decidiendo si se justifican deslizadores, elevadores, núcleos laterales, núcleos colapsables, mecanismos de desenrosque, moldeo por inserción u operaciones secundarias. El problema práctico en la RFQ es elegir la solución de socavado que permita un moldeo y una expulsión fiables sin añadir costes de herramienta evitables, riesgo de tolerancia, marcas cosméticas o mantenimiento de producción.
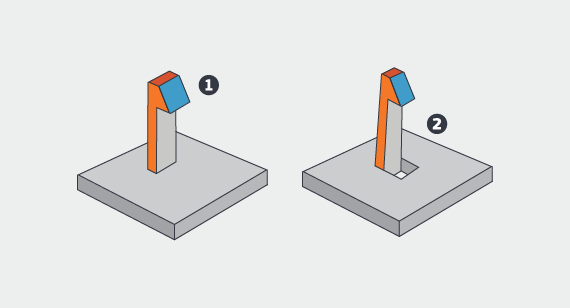
Un socavado es una característica que impide que una pieza moldeada se libere directamente del molde en la dirección de apertura normal. Los socavados pueden aparecer como ganchos, clips, agujeros laterales, roscas internas, ranuras, lengüetas de bloqueo, aberturas para cables o detalles laterales ocultos. El moldeo por inyección de plástico, de metal y de cerámica pueden enfrentar problemas de socavados, pero la solución depende del comportamiento del material, el tamaño de la pieza, la contracción, la resistencia de la característica y la cantidad de producción.
¿Cuándo se debe cambiar el diseño de la pieza para eliminar socavados?
El cambio de diseño suele ser la primera opción cuando el socavado no es esencial para la función de la pieza. Agregar ángulo de desmoldeo, mover la línea de partición, abrir una ventana lateral, dividir el componente en dos piezas, cambiar un detalle de clip o reemplazar un gancho oculto por una característica de sujeción más simple puede reducir la complejidad del molde. Este enfoque puede reducir el riesgo de la herramienta y hacer que la producción sea más repetible.
El comprador debe identificar qué características de socavado son funcionales y cuáles son solo heredadas de un diseño temprano. Una ranura cosmética, una pared inversa innecesaria o un clip demasiado agresivo pueden ser más fáciles de rediseñar que de moldear con acción lateral. Si el socavado es necesario para el ensamblaje, sellado, retención o función del producto, la RFQ debe explicar el propósito para que la revisión del molde pueda elegir un mecanismo apropiado.
¿Cuándo se utilizan deslizadores, elevadores y núcleos laterales para socavados?
Los deslizadores, elevadores y núcleos laterales son soluciones de herramienta comunes para agujeros laterales externos, clips, ventanas, pestillos y geometría orientada lateralmente. Un deslizador se mueve lateralmente antes de que la pieza sea expulsada. Un elevador se mueve en ángulo para liberar una característica. Un núcleo lateral forma un agujero, hueco o característica que no se puede crear en la dirección principal de apertura del molde.
Estos mecanismos añaden coste, tamaño del molde, puntos de desgaste, requisitos de sincronización y mantenimiento. También pueden dejar líneas de partición, marcas de testigo o pequeñas áreas de desajuste. La RFQ debe definir las superficies cosméticas, las superficies de sellado, las dimensiones críticas cerca de la acción lateral, el volumen de producción esperado y si la característica de acción lateral necesita inspección con CMM, calibres de pasador o calibres pasa/no pasa.
¿Cuándo se necesitan núcleos colapsables y moldes de desenrosque?
Los núcleos colapsables pueden ayudar a moldear socavados internos como ranuras internas, anillos de retención o características que envuelven el núcleo. Los moldes de desenrosque se utilizan cuando las roscas moldeadas o las características helicoidales deben liberarse sin dañar la pieza. Estos mecanismos son más complejos que los deslizadores simples y deben justificarse por la función de la pieza y el plan de producción.
Para las características roscadas, el comprador debe confirmar si realmente se necesita una rosca moldeada o si un inserto roscado post-moldeo, inserto metálico, roscado secundario o cambio de ensamblaje es más práctico. La decisión correcta depende del material, la resistencia de la rosca, el requisito de desgaste, el requisito de par, la tolerancia y el número de piezas a producir.
¿Puede el moldeo por inserción o el sobremoldeo resolver problemas de socavados?
El moldeo por inserción a veces puede reemplazar un socavado moldeado difícil con un inserto metálico, inserto roscado, buje, pasador o refuerzo. El sobremoldeo puede crear características de agarre, sellado, amortiguación o retención utilizando un segundo material cuando el diseño y la compatibilidad de materiales lo permiten. Estas opciones pueden simplificar el molde principal, pero introducen problemas de colocación del inserto, unión, rebaba y control de ensamblaje.
La RFQ debe incluir el dibujo del inserto, el material del inserto, el material de sobremoldeo, el requisito de unión, el requisito de extracción, el requisito de par y cualquier prueba de fugas o durabilidad. El moldeo por inserción y el sobremoldeo deben resolver un problema funcional, no solo trasladar la complejidad de un paso de proceso a otro.
¿Cuándo son mejores las operaciones secundarias o los cambios de ruta?
Las operaciones secundarias pueden ser mejores cuando el socavado es pequeño, de bajo volumen, difícil de mecanizar o está ubicado en una superficie de precisión. Taladrado, fresado, recorte, roscado, ranurado o eliminación manual pueden considerarse después del moldeo cuando la complejidad de la herramienta no está justificada. Para piezas MIM y CIM, puede ser necesario el mecanizado o rectificado post-sinterización para algunas características tipo socavado, pero se debe considerar la dureza y fragilidad del material.
Un cambio de ruta puede ser mejor cuando la pieza tiene demasiados socavados para un moldeo por inyección fiable. El mecanizado CNC, la fundición, la fabricación aditiva, la fabricación o el ensamblaje a partir de múltiples piezas pueden revisarse según la cantidad, el material, la tolerancia y el objetivo de coste. Los compradores deben solicitar una revisión de la ruta del proceso cuando el socavado controle el coste o la fabricabilidad de toda la pieza.
¿Qué información de la RFQ ayuda a revisar los socavados?
Una RFQ útil debe incluir el dibujo 2D, el modelo 3D, el grado de material, la cantidad de producción, la función del socavado, el requisito de ensamblaje, las superficies cosméticas, las dimensiones críticas, los límites de ángulo de desmoldeo, los requisitos de tolerancia y el método de inspección. Si un socavado está vinculado a un clip, sellado, enrutamiento de cables, flujo de fluido, ensamblaje roscado o fuerza de retención, el comprador debe describir ese requisito funcional.
La revisión del molde debe identificar qué socavados pueden eliminarse mediante diseño, cuáles requieren acción lateral, cuáles requieren mecanismos de núcleo especiales y cuáles pueden manejarse mejor después del moldeo. Esta clasificación ayuda al comprador a comparar el coste de la herramienta, el riesgo de producción, el tiempo de ciclo, el mantenimiento y la inspección final antes de comprometerse con el diseño del molde.
Solución de socavado | Mejor situación de ajuste | Riesgo de fabricación | Confirmación necesaria del comprador |
Cambio de diseño | Socavados no funcionales, paredes inversas evitables o características que se pueden dividir o inclinar | Cambio de ensamblaje, cambio de apariencia o necesidad de aprobación del diseño por parte del comprador | Propósito funcional, tolerancia de ángulo de desmoldeo, preferencia de línea de partición y límites de superficie cosmética |
Deslizador, elevador o núcleo lateral | Agujeros laterales, clips laterales, pestillos y características fuera de la dirección principal de apertura del molde | Desgaste de la herramienta, desajuste, rebaba, tiempo de ciclo y mantenimiento de la acción lateral | Dimensiones críticas, clase de superficie, volumen esperado y método de inspección |
Núcleo colapsable o molde de desenrosque | Socavados internos, características roscadas o geometría que envuelve un núcleo | Mayor complejidad de la herramienta, sincronización del mecanismo, daño de la rosca y coste de mantenimiento | Función de la rosca, requisito de par, comportamiento del material y cantidad de producción |
Operación secundaria o cambio de ruta | Bajo volumen, características difíciles de mecanizar o socavados que necesitan precisión post-moldeo | Coste de operación adicional, requisito de fijación, rebabas, variación dimensional y daños por manipulación | Cantidad, tolerancia, estructura de referencia, tolerancia de rebabas y evidencia de inspección final |
Preguntas frecuentes relacionadas
¿Qué consideraciones son esenciales para diseñar piezas para moldeo por inyección?
¿Qué características deben evitarse en los diseños de moldeo por inyección?
¿Cuáles son los defectos comunes en las piezas moldeadas por inyección?
¿Qué precisión tienen las piezas moldeadas por inyección de plástico?
¿Qué características de diseño deben evitarse en el moldeo por inyección rápido?
¿Cuál es la diferencia entre moldeo por inserción y sobremoldeo?
¿Existen limitaciones o desafíos asociados con el sobremoldeo?



