Ceramic Injection Molding Services for Custom Ceramic Parts


For buyers developing advanced ceramic components, Ceramic Injection Molding (CIM) is often one of the most effective manufacturing routes for small, complex, high-value parts. The reason is not just that ceramics can withstand heat, wear, corrosion, or electrical demands. The real advantage is that ceramic injection molding services can shape intricate geometries that would be difficult, slow, or expensive to machine from dense ceramic stock after sintering.
That is why CIM is increasingly used for custom ceramic parts in medical devices, electronics, telecom systems, energy equipment, and automotive applications. Buyers in these sectors usually care about more than whether a ceramic can be molded. They want to know which ceramic material fits the application, how part geometry affects shrinkage and dimensional control, what surface quality is realistic, how batch consistency is maintained, and what information should be prepared before RFQ. This article answers those questions from a sourcing and engineering perspective.
Why CIM Is Used for Complex Ceramic Parts
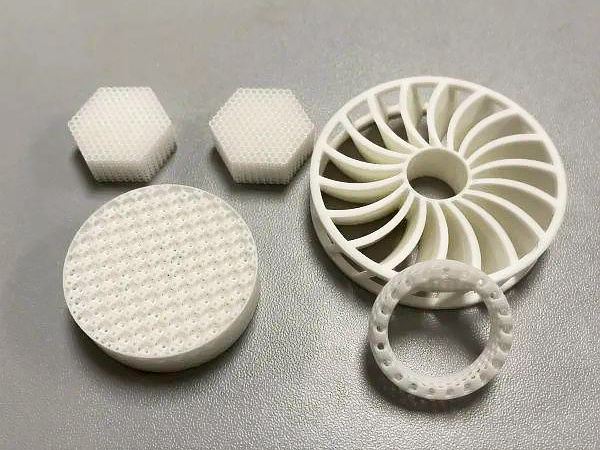
CIM is used when a part needs the performance of advanced ceramics but also contains geometric features that make conventional ceramic forming or post-sinter machining less efficient. These features may include thin walls, small holes, slots, ribs, curved profiles, compact internal geometry, and other intricate details that are expensive to grind after sintering. Injection molding allows many of these features to be formed earlier in the process, which reduces later machining burden and improves production scalability once tooling is validated.
For buyers, the practical value of CIM is that it combines material performance with part-shape efficiency. Instead of designing only the simplest ceramic forms, engineers can create more functional and integrated components while still using ceramics for insulation, wear resistance, thermal stability, chemical resistance, or biocompatibility. This is particularly important for small precision parts where the cost of machining dense ceramic after sintering can become very high.
CIM also becomes more commercially attractive when production quantity rises, because tooling cost can be spread across repeated output. This makes it particularly useful when a ceramic part is too complex for economical press-based routes and too volume-dependent for repeated custom grinding alone.
Alumina, Zirconia, SiC, Si3N4, and Alumina-Zirconia Material Selection
Material selection is one of the most important parts of ceramic injection molding supplier evaluation. A capable supplier should not only offer multiple ceramic systems, but also explain which material best fits the part’s functional requirement. In most RFQs, buyers are comparing ceramics based on insulation, hardness, wear resistance, thermal behavior, fracture performance, corrosion resistance, and in some cases biocompatibility.
Alumina (Al2O3) is one of the most common CIM materials because it offers strong hardness, electrical insulation, corrosion resistance, and a good balance of cost and industrial usability. Zirconia (ZrO2) is often selected when higher toughness, smoother contact behavior, and strong precision-part performance are needed. Silicon Carbide (SiC) is valuable when wear resistance, chemical durability, and high-temperature capability are important. Silicon Nitride (Si3N4) is often associated with high-performance mechanical and thermal applications. Alumina-Zirconia provides a hybrid direction when designers want to balance hardness and fracture-related behavior.
Material Selection Summary for Custom CIM Parts
Material | Main Strength | Typical Buyer Priority | Common Application Logic |
|---|---|---|---|
Hardness, insulation, corrosion resistance | Balanced industrial ceramic performance | Electronics, pumps, valves, general technical ceramics | |
Toughness, precision-part suitability, smooth surface potential | Higher-performance structural or medical ceramic parts | Medical, telecom, precision technical components | |
Wear resistance, chemical resistance, thermal capability | Harsh-environment durability | Energy, automotive, aggressive-service components | |
High-performance mechanical and thermal behavior | Demanding engineering service conditions | Automotive, energy, advanced technical applications | |
Balanced ceramic property profile | Property tuning between hardness and toughness-related needs | Specialized precision and structural ceramic uses |
Design Rules for Custom Ceramic Injection Molded Parts
CIM can produce complex ceramic geometries, but the parts still need to be designed around real ceramic-processing behavior. A ceramic component cannot simply copy a plastic molded part or a machined metal part without modification. Designers must consider wall balance, corner transitions, feature stability during debinding and sintering, and the fact that ceramics are far less forgiving than polymers after densification.
Uniform wall thickness is particularly important because large section changes can increase distortion risk during sintering. Small holes and thin sections can be feasible, but only if the supplier evaluates them against material behavior, debinding support, and expected shrinkage. Corners should usually be softened through radii rather than sharp transitions, and critical functional surfaces should be prioritized clearly so the supplier can determine whether they can remain as-sintered or need post-processing.
The best CIM parts are usually those where complexity is used intelligently. The design takes advantage of molding to form difficult geometry early, but does not overload the part with unnecessary section imbalance or unrealistic tolerance expectations across every surface.
Key Design Factors for CIM Parts
Design Factor | What Buyers Should Review | Why It Matters |
|---|---|---|
Wall thickness | Whether sections are reasonably uniform | Helps reduce distortion and uneven shrinkage |
Small holes and slots | Whether feature size is realistic after sintering | Supports stable geometry and lower defect risk |
Corner transitions | Whether sharp edges can be softened with radii | Reduces stress concentration and process instability |
Complex geometry | Whether shape really benefits from CIM instead of machining | Improves commercial value of the process choice |
Critical surfaces | Which areas must hold tighter fit or better finish | Helps define post-processing only where necessary |
Sintering Shrinkage, Dimensional Control, and Surface Quality
One of the most important realities in ceramic injection molding is that the final part is created through thermal densification, not just molding. After the green part is molded and binder is removed, the component is sintered into its final ceramic form. During that process, shrinkage occurs. This is normal and expected, but it must be controlled through tooling compensation, feedstock consistency, debinding discipline, and stable sintering conditions.
For buyers, this means dimensional control in CIM should always be discussed together with shrinkage control. A supplier should explain which dimensions can be controlled directly through the molded and sintered route, which ones may vary more because of part geometry, and whether any critical surfaces need secondary processing. Surface quality should be evaluated the same way. Some technical ceramic parts can remain as-sintered, while others may need grinding or refinement in selected areas depending on fit, sealing, or cosmetic requirement.
This sourcing logic is closely related to Can ceramics be injection molded? and What materials are used in ceramic injection moulding? because both questions connect directly to process realism rather than only material theory.
Applications in Medical, Electronics, Telecom, Energy, and Automotive
CIM is used across several industries because advanced ceramics solve different engineering problems than metals or plastics. In medical applications, ceramics are often selected for precision, corrosion stability, and in some cases biocompatibility-related considerations. In electronics, ceramic parts are valuable for insulation, dimensional stability, and thermal behavior. In telecom, they may support heat, insulation, or precision structural needs. In energy systems, ceramics often help where wear, corrosion, or temperature are demanding. In automotive, they are used when durability and special functional performance are more important than simple low-cost mass volume alone.
A good example of application-oriented CIM manufacturing is CIM Parts Manufacturer: Alumina Injection Molding Pump Valve Accessories Manufacturing, which reflects how CIM can be used to create compact technical ceramic parts for demanding environments.
Industry Use Logic for Custom CIM Parts
Industry | Why CIM Is Used | Typical Part Logic |
|---|---|---|
Medical | Precision, corrosion stability, specialized ceramic performance | Small precision technical components |
Electronics | Insulation, hardness, dimensional stability | Technical insulating and structural ceramic parts |
Telecom | Thermal and structural precision requirements | Small advanced ceramic functional parts |
Energy | Wear, corrosion, and harsh-environment resistance | Pump, valve, and technical process components |
Automotive | Advanced performance beyond standard materials | Durable technical ceramic subcomponents |
How to Select a Ceramic Injection Molding Supplier
Choosing a CIM supplier should involve more than confirming that the supplier works with advanced ceramics. Buyers should evaluate whether the supplier can support the required ceramic family, whether the part geometry is truly suitable for injection molding, how dimensional control is managed through sintering, what secondary operations are available, and how the supplier ensures consistency from lot to lot.
The best supplier is usually the one that can explain process limits clearly instead of only promising capability. A reliable CIM partner should be able to review wall thickness, part complexity, critical dimensions, expected shrinkage, and material-function matching before tooling begins. They should also explain what level of inspection and quality control is available for the part’s real application risk.
For projects where dimensional verification matters strongly, buyers may also want to confirm access to inspection support such as CMM dimensional inspection, optical comparator inspection, or 3D scanning measurement depending on the part type.
RFQ Checklist for Custom Ceramic Parts
A strong RFQ helps the supplier judge whether CIM is the right route and how the part should be designed, tooled, and sintered. Incomplete RFQs often create unnecessary delay or unrealistic early quotations, especially when ceramic performance and geometry are both demanding.
Custom CIM RFQ Checklist
RFQ Item | Why It Matters |
|---|---|
3D model | Shows geometry, wall thickness, and molding complexity |
2D drawing | Defines critical dimensions, datums, and tolerance priorities |
Material preference | Helps match function with the right ceramic family |
Application context | Clarifies whether wear, heat, insulation, or corrosion matters most |
Annual quantity | Determines whether CIM is commercially appropriate |
Critical surfaces | Shows which areas may need tighter control or post-processing |
Surface requirement | Determines whether as-sintered finish is acceptable |
Testing or certification needs | Supports correct quality-control and documentation planning |
Conclusion: How Buyers Should Evaluate CIM Services
Ceramic injection molding services create the most value when buyers evaluate them as a full process chain rather than only a forming method. CIM is especially strong for custom ceramic parts that require complex geometry, advanced ceramic performance, and scalable production. But its success depends on correct material selection, good part design, realistic dimensional logic, and disciplined shrinkage control through debinding and sintering.
For buyers sourcing advanced ceramic components for medical, electronics, telecom, energy, or automotive use, the best next step is to review the part through the full Ceramic Injection Molding (CIM) logic: geometry suitability, ceramic material fit, dimensional control strategy, and supplier process stability.