中文

定制零件 CNC 加工服务
我们的定制 CNC 加工服务为各行业提供高精度、定制化解决方案。我们专注于不锈钢、钛合金、高温合金、塑料及复合材料等复杂定制件的生产。通过 3 轴、4 轴及 5 轴 CNC 加工,实现严苛公差及复杂结构的高精度制造。服务范围包括快速原型、小批量生产及大批量制造,确保交期短、品质优。

EDM 服务可高精度切割复杂异形、反向结构、高温合金等难加工材料,最大公差 ±0.005mm。
EDM 服务可高精度切割复杂异形、反向结构、高温合金等难加工材料,最大公差 ±0.005mm。
EDM 服务可高精度切割复杂异形、反向结构、高温合金等难加工材料,最大公差 ±0.005mm。

我们提供超合金、金属、塑料、陶瓷等高精度定制 CNC 加工,支持快速打样与按需生产。

按需 CNC 铣削服务,采用 3 轴、4 轴、5 轴设备,对复杂零件进行高精度(±0.001 英寸)加工。

定制 CNC 车削服务,为超合金、金属、塑料、陶瓷等高性能材料提供高精度圆柱类零件加工。

深孔钻服务实现多种材料的高精度孔加工,最大深径比可达 100:1,满足不同应用需求。

精密镗削实现大尺寸及复杂零件的孔精加工,可进行内花键与内槽加工。

CNC 磨削确保复杂零件的超高精度表面和严苛公差,适用于陶瓷、金属、超合金等材料。

多轴加工服务采用 4 轴、5 轴 CNC 机床,精密制造复杂结构与严公差零件。

精密加工服务可实现极严公差零件,满足多种材料和行业的高端需求。
EDM 服务可高精度切割复杂异形、反向结构、高温合金等难加工材料,最大公差 ±0.005mm。
我们提供超合金、金属、塑料、陶瓷等高精度定制 CNC 加工,支持快速打样与按需生产。
CNC 加工服务优势
我们的 CNC 加工服务具备无与伦比的精度与效率。通过先进自动化及多轴能力,确保卓越品质、快速交付及显著成本节约。

CNC 加工零件的应用
我们的 CNC 加工服务为各行业提供精密制造的关键零部件。探索我们为满足高质量和严苛公差标准而设计的各类定制零件。
可选定制零件表面处理
我们的表面处理服务为定制零件提供专业表面工艺,提升耐久性、美观性及性能。工艺涵盖电镀、阳极氧化、喷粉、热障涂层等,有效提升金属和塑料件的防腐蚀性、耐磨性及外观,适用于各行业。
























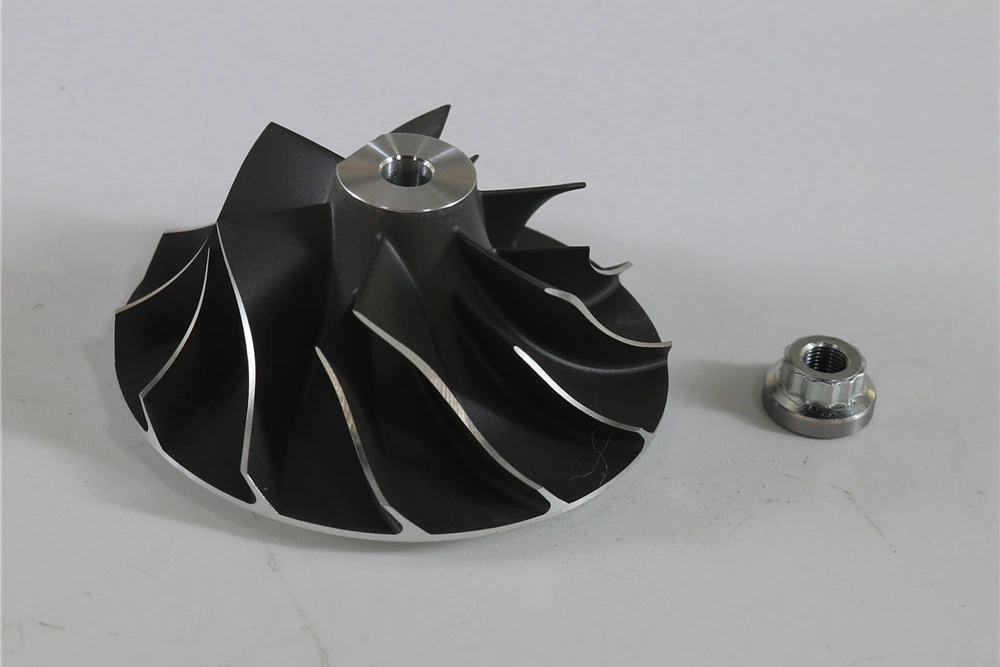
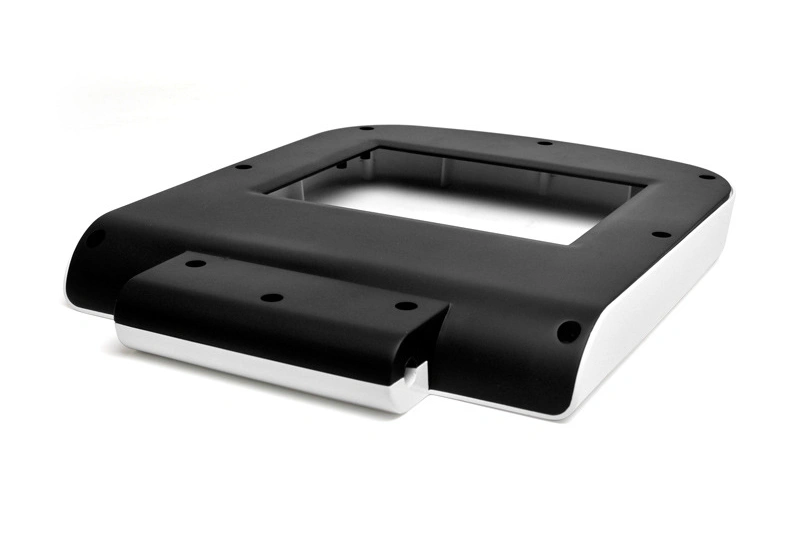
定制零件案例展示
在我们的定制零件案例展示区,每个项目都独一无二。我们与客户密切协作,确保每个定制零件都完全符合客户需求。凭借细致与质量承诺,您的定制件将超越预期。







今天就开始一个新项目吧
定制 CNC 加工零件设计指南
本指南为定制 CNC 加工零件提供行业标准,确保加工精度高、刚性好、变形小,同时兼顾精度、可制造性和成本效益。



