Металлическое литье под давлением (MIM) и литье по выплавляемым моделям
Металлоформование под давлением (MIM) и литьё по выплавляемым моделям — это два различных производственных процесса, используемых для изготовления металлических деталей, каждый из которых имеет свои преимущества и ограничения.

Процесс металлоформования под давлением (MIM)
Металлоформование под давлением (MIM) — это производственный процесс, который объединяет универсальность пластикового литья под давлением с прочностью и свойствами металлических материалов. Мелкие металлические порошки смешивают со связующим веществом для создания сырья, которое затем впрыскивают в формы для изготовления сложных и точных металлических деталей. После литья детали проходят процессы удаления связующего вещества и спекания, чтобы удалить связующее вещество и сплавить металлические частицы, что приводит к получению высококачественных, почти готовых металлических компонентов с отличными механическими свойствами.
MIM ценится за способность производить сложные геометрические формы и широко используется в различных отраслях, включая автомобильную, аэрокосмическую, медицинскую и электронную промышленность. Процесс MIM в основном применяется для производства мелких и сложных деталей.
Процесс литья по выплавляемым моделям
Литьё по выплавляемым моделям, также известное как точное литьё или литьё по восковым моделям, представляет собой процесс, при котором восковая или смоляная модель покрывается керамической оболочкой. Эта оболочка затем нагревается для удаления воска, оставляя ����������������������олость. После удаления оболочки расплавленный металл заливается в полость, создавая сложные и точные металлические детали.
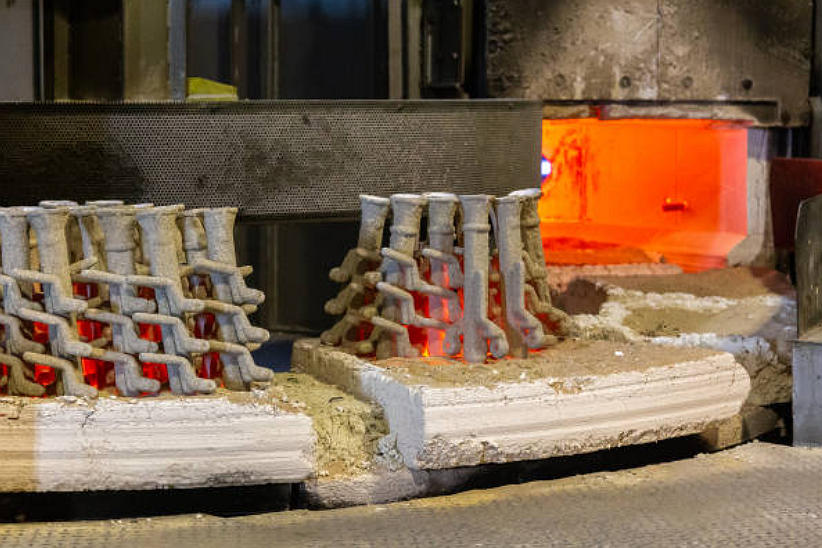
Литьё по выплавляемым моделям предпочитают за возможность производить высокодетализированные и сложные компоненты с отличной поверхностной отделкой, что делает этот метод востребованным в аэрокосмической, автомобильной и художественной промышленности. Процесс литья по выплавляемым моделям в основном используется для производства мелких и средних сложных деталей.
Сравнение материалов
MIM поддерживает различные материалы, включая твердые металлы, магнитные сплавы и металлы с высокой температурой плавления, такие как кобальтовые сплавы и вольфрамовые сплавы.
Литьё по выплавляемым моделям в основном используется для металлов и сплавов с более низкими температурами плавления, что ограничивает выбор материалов, таких как медные сплавы, алюминиевые сплавы и нержавеющая сталь.
Материалы для металлоформования под давлением | Материалы для литья по выплавляемым моделям |
Сложность и допуски
MIM превосходен в производстве очень сложных и детализированных деталей. Он позволяет создавать детали с такими особенностями, как выпуски, тонкие стенки и сложные геометрические формы, которые сложно получить другими методами производства. MIM обеспечивает точные допуски, часто в пределах ±0,05 мм (±0,002 дюйма) или даже лучше, что делает его подходящим для компонентов высокой точности.
Литьё по выплавляемым моделям также может создавать сложные формы с отличной отделкой поверхности. Он хорошо подходит для деталей с мелкими деталями, изогнутыми поверхностями и тонкими сечениями. Литьё обеспечивает точные допуски, обычно в пределах ±0,5 мм (±0,02 дюйма), хотя для достижения экстремально точных допусков может потребоваться дополнительная обработка.
По сложности и допускам процесс MIM превосходит литьё. Оба процесса могут создавать продукцию высокой сложности, но детали MIM обладают большей точностью.
Стоимость и объем производства
Стоимость материалов:
М�та�ло�о�мова�и� �о� �авле�и�м ис�ользует мелкие металлические порошки, смешанные со связующим веществом. Стоимость металлических порошков может быть относительно высокой, в зависимости от выбранного материала. Например, порошки нержавеющей стали для MIM стоят около 10 долларов США за килограмм. Однако количество нержавеющей стали, используемое при литье по выплавляемым моделям, составляет около 3 долларов США за килограмм. Литьё обычно использует массовые материалы, и стоимость обычно ниже, чем у MIM.
Стоимость оснастки:
MIM требует дорогостоящей оснастки, включая формы для впрыска и формования, что может значительно повлиять на первоначальные затраты на запуск производства. Несмотря на более высокую первоначальную стоимость форм, срок службы формы для MIM дольше и может достигать 50 000 циклов. Для массового производства это большое преимущество.
Первоначальная стоимость формы для литья по выплавляемым моделям относительно ниже, особенно для более мелких и поверхностных компонентов. В этом отношении литьё более экономично для производства с низким и средним объемом.
Затраты на рабочую силу:
MIM включает несколько этапов, включая смешивание, впрыск, удаление связующего вещества и спекание. Эта сложность может привести к более высоким затратам на рабочую силу. Однако производители MIM могут оборудовать автоматизированные или полуавтоматические линии производства для снижения затрат на рабочую силу. Этапы литья более просты и в основном выполняются вручную. Опытные операторы могут повысить выход продукции и снизить затраты в определенной степени. Таким образом, MIM больше подходит для производства средних и больших партий деталей, а литьё — для мелких и средних партий.
Литьё является экономичным для производства с низким и средним объемом и может справляться с умеренно сложной геометрией. Его предпочитают, когда необходимо минимизировать затраты на оснастку и точность не так критична, как в MIM.
Neway, как инженер по производству, может оценить конкретные требования каждого проекта и рекомендовать наиболее экономичный метод производства с учетом объема производства, сложности компонентов и бюджета, обеспечивая выбор процесса, соответствующего целям прое�т�.
Отд�лка поверхности
Отделка поверхности при металлоформовании под давлением (MIM):
Гладкость: MIM может обеспечивать относительно гладкую поверхность. Однако окончательное качество поверхности зависит от качества форм, процесса удаления связующего и условий спекания. Детали MIM могут иметь слегка текстурированную поверхность из-за частиц порошка.
Точность: MIM обеспечивает высокую точность и может точно воспроизводить сложные детали и тонкие особенности. Обычно Neway производит детали MIM с точностью +/-0,02 мм или лучше.
Обработка после литья: В некоторых случаях детали MIM требуют последующей обработки, такой как полировка или механическая обработка, для достижения более гладкой поверхности или повышения точности размеров. Это может увеличить стоимость и сроки изготовления.
Отделка поверхности при литье по выплавляемым моделям:
Гладкость: Литьё по выплавляемым моделям обычно обеспечивает более гладкую поверхность, чем MIM. Процесс включает создание восковой модели с высоким качеством поверхности, которая затем используется для изготовления формы.
Точность: Литьё может достигать хорошей точности, но может уступать MIM в воспроизведении сложных деталей. Возможны незначительные поверхностные дефекты или линии раздела, которые требуют дополнительной обработки.
Обработка после литья: Детали, полученные литьём, также могут потребовать дополнительной обработки, такой как шлифовка или механическая обработка, чтобы устранить оставшиеся дефекты и достичь требуемой отделки поверхности.
Возможности тонкостенных изделий
Металлоформование под давлением (MIM):
MIM превосходен в производстве компонентов с тонкими стенками и сложной геометрией благодаря возможности точно воспроизводить мелкие детали в формах.
MIM может создавать стенки толщиной до 0,4 миллиметра (0,02 дюйма) и даже тоньше в некоторых случаях, что делает его идеальным для миниатюрных и сложных деталей.
Процесс обеспечивает высокую точность воспроизведения тонкостенных деталей, что приводит к отличной точности размеров. Несмотря на возможность созд�в�т� т�нкие стенк�, MIM ч�вств�т�л�н � изм�н�ния� толщины стенок. Для более тонких стенок может потребоваться тщательная оптимизация процесса, чтобы контролировать усадку и обеспечить целостность готовой детали.
Литьё по выплавляемым моделям:
Литьё по выплавляемым моделям также может производить компоненты с тонкими стенками, хотя обычно оно более подходит для умеренно тонких стенок по сравнению с MIM.
Можно достигать толщины стенок до 1,5 миллиметров (0,06 дюйма), что подходит для многих применений.
Для хрупких стенок литьё может требовать дополнительных мер предосторожности. Достижение равномерной толщины и предотвращение дефектов, таких как усадочные полости или неровности поверхности, может быть более сложной задачей.
Сложные тонкостенные геометрии могут потребовать особого внимания во время литья и охлаждения, чтобы предотвратить проблемы.
Дополнительные вопросы
Литьё по выплавляемым моделям:
1. В чем разница между песчаным литьём и литьём по выплавляемым моделям?
2. Каков процесс литья по выплавляемым моделям?
3. Можно ли лить титан методом лить я по выплавляемым моделям?
Металлоформование под давлением:
1. Для чего используется металлоформование под давлением?
2. Какие факторы влияют на допуски деталей MIM?
3. Какие материалы подходят для металлоформования под давлением?
