Как мы обрабатываем поднутрения в литье под давлением?
Как следует обрабатывать поднутрения в литье под давлением?
Поднутрения в литье под давлением следует обрабатывать, сначала проверив, можно ли изменить геометрию детали, а затем решая, оправданы ли ползуны, подъемники, боковые стержни, разжимные сердечники, отвинчивающиеся механизмы, литье с вставкой или вторичные операции. Практическая проблема запроса предложения (RFQ) заключается в выборе решения для поднутрения, которое обеспечивает надежное литье и выталкивание без добавления ненужных затрат на оснастку, риска отклонений по допускам, косметических дефектов или затрат на обслуживание производства.
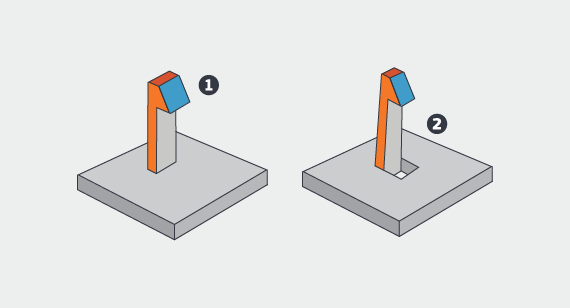
Поднутрение — это элемент, который препятствует прямому извлечению детали из формы в нормальном направлении открытия. Поднутрения могут иметь вид крючков, защелок, боковых отверстий, внутренних резьб, пазов, зажимов, фиксирующих выступов, кабельных проходов или скрытых боковых деталей. Литье пластмасс под давлением, литье металлов и керамики под давлением могут столкнуться с проблемами поднутрений, но решение зависит от поведения материала, размера детали, усадки, прочности элемента и объема производства.
Когда следует изменить конструкцию детали для устранения поднутрений?
Изменение конструкции обычно является первым вариантом, если поднутрение не является существенным для функции детали. Добавление уклона, перемещение линии разъема, создание бокового окна, разделение компонента на две части, изменение защелки или замена скрытого крючка на более простой крепежный элемент могут снизить сложность формы. Такой подход может уменьшить риск, связанный с оснасткой, и сделать производство более повторяемым.
Покупатель должен определить, какие поднутрения являются функциональными, а какие унаследованы от ранней конструкции. Косметический паз, ненужная обратная стенка или чрезмерно агрессивная защелка могут быть проще перепроектированы, чем отлиты с боковым действием. Если поднутрение необходимо для сборки, герметизации, фиксации или функции изделия, в RFQ следует объяснить его назначение, чтобы при проверке оснастки можно было выбрать подходящий механизм.
Когда для поднутрений используются ползуны, подъемники и боковые стержни?
Ползуны, подъемники и боковые стержни — это распространенные решения для оснастки для внешних боковых отверстий, зажимов, окон, защелок и боковой геометрии. Ползун перемещается вбок перед выталкиванием детали. Подъемник движется под углом для освобождения элемента. Боковой стержень формирует отверстие, углубление или элемент, который невозможно создать в главном направлении раскрытия формы.
Эти механизмы увеличивают стоимость, размер формы, точки износа, требования к синхронизации и обслуживанию. Они также могут оставлять линии разъема, следы смыкания или небольшие области несовпадения. В RFQ следует указать косметические поверхности, уплотнительные поверхности, критические размеры вблизи бокового действия, ожидаемый объем производства и необходимость проверки элемента с боковым действием с помощью КИМ, калибров или проходных/непроходных калибров.
Когда необходимы разжимные сердечники и отвинчивающиеся формы?
Разжимные сердечники могут помочь формовать внутренние поднутрения, такие как внутренние канавки, пружинные кольца или элементы, охватывающие сердечник. Отвинчивающиеся формы используются, когда необходимо извлечь формованную резьбу или винтовые элементы без повреждения детали. Эти механизмы сложнее простых ползунов и должны быть обоснованы функцией детали и планом производства.
Для резьбовых элементов покупатель должен подтвердить, действительно ли необходима формованная резьба или более практичны пост-формовочная резьбовая вставка, металлическая вставка, вторичное нарезание резьбы или изменение сборки. Правильное решение зависит от материала, прочности резьбы, требований к износостойкости, крутящему моменту, допускам и количеству производимых деталей.
Может ли литье с вставкой или двухкомпонентное литье решить проблемы с поднутрениями?
Литье с вставкой иногда может заменить сложное формованное поднутрение металлической вставкой, резьбовой вставкой, втулкой, штифтом или усилением. Двухкомпонентное литье может создать элементы захвата, уплотнения, амортизации или фиксации с использованием второго материала, если конструкция и совместимость материалов поддерживают этот путь. Эти варианты могут упростить основную форму, но они вводят вопросы размещения вставки, соединения, облоя и контроля сборки.
RFQ должен включать чертеж вставки, материал вставки, материал второго компонента, требование к соединению, требование к вырыву, требование к крутящему моменту, а также любые испытания на герметичность или долговечность. Литье с вставкой и двухкомпонентное литье должны решать функциональную проблему, а не просто переносить сложность с одного этапа процесса на другой.
Когда лучше использовать вторичные операции или изменение маршрута?
Вторичные операции могут быть лучше, когда поднутрение небольшое, имеет низкий объем, трудно поддается оснастке или расположено на прецизионной поверхности. Сверление, фрезерование, обрезка, нарезание резьбы, прорезание пазов или ручное удаление могут рассматриваться после формования, если сложность оснастки не оправдана. Для деталей MIM и CIM может потребоваться пост-спекающая механическая обработка или шлифовка для некоторых поднутрений, но при этом необходимо учитывать твердость и хрупкость материала.
Изменение маршрута может быть лучше, если деталь имеет слишком много поднутрений для надежного литья под давлением. В зависимости от количества, материала, допусков и целевой стоимости могут рассматриваться обработка на станках с ЧПУ, литье, аддитивное производство, изготовление или сборка из нескольких деталей. Покупатели должны запрашивать анализ маршрута процесса, когда поднутрение контролирует стоимость или технологичность всей детали.
Какая информация в RFQ помогает анализировать поднутрения?
Полезный RFQ должен включать 2D-чертеж, 3D-модель, марку материала, объем производства, функцию поднутрения, требования к сборке, косметические поверхности, критические размеры, пределы уклонов, требования к допускам и метод контроля. Если поднутрение связано с защелкой, герметизацией, прокладкой кабеля, потоком жидкости, резьбовым соединением или усилием фиксации, покупатель должен описать это функциональное требование.
Проверка формы должна определить, какие поднутрения можно устранить за счет конструкции, какие требуют бокового действия, какие требуют специальных механизмов сердечника, а какие лучше обработать после формования. Эта классификация помогает покупателю сравнить стоимость оснастки, производственный риск, время цикла, обслуживание и окончательный контроль перед утверждением конструкции формы.
Решение для поднутрения | Наиболее подходящая ситуация | Производственный риск | Необходимо подтверждение покупателя |
Изменение конструкции | Нефункциональные поднутрения, устранимые обратные стенки или элементы, которые можно разделить или снабдить уклоном | Изменение сборки, изменение внешнего вида или необходимость одобрения покупателя конструкции | Функциональное назначение, допуск на уклон, предпочтение по линии разъема и ограничения по косметической поверхности |
Ползун, подъемник или боковой стержень | Боковые отверстия, боковые зажимы, защелки и элементы, расположенные вне главного направления раскрытия формы | Износ оснастки, несовпадение, облой, время цикла и обслуживание бокового действия | Критические размеры, класс поверхности, ожидаемый объем и метод контроля |
Разжимной сердечник или отвинчивающаяся форма | Внутренние поднутрения, резьбовые элементы или геометрия, охватывающая сердечник | Более высокая сложность оснастки, синхронизация механизма, повреждение резьбы и стоимость обслуживания | Функция резьбы, требование к крутящему моменту, поведение материала и объем производства |
Вторичная операция или изменение маршрута | Малый объем, трудно обрабатываемые элементы или поднутрения, требующие послеформовочной точности | Дополнительные затраты на операцию, необходимость приспособлений, заусенцы, размерные отклонения и повреждения при обработке | Количество, допуск, структура базы, допуск на заусенцы и результаты окончательного контроля |
Связанные часто задаваемые вопросы
Какие соображения важны при проектировании деталей для литья под давлением?
Каких особенностей следует избегать в конструкциях для литья под давлением?
Каковы распространенные дефекты деталей, отлитых под давлением?
Каких особенностей конструкции следует избегать при быстром литье под давлением?
В чем разница между литьем со вставкой и двухкомпонентным литьем?
Существуют ли какие-либо ограничения или проблемы, связанные с двухкомпонентным литьем?
