Литье по выплавляемым моделям | Процесс, материалы, плюсы и минусы
Обзор процесса литья по выплавляемым моделям
Литье по выплавляемым моделям, также называемое литьем по выплавляемой восковой модели, — это технология производства с тысячелетней историей. Она известна возможностью получать детали с превосходной чистотой поверхности, высокой точностью размеров и сложными деталями. Этот процесс используется во многих отраслях, таких как авиакосмическая, автомобильная и медицинская, для создания деталей, которые трудно изготовить иными методами литья. Процесс литья по выплавляемым моделям демонстрирует универсальность и точность компании Investment & Precision Casting Ltd.

Процесс литья по выплавляемым моделям
Процесс литья по выплавляемым моделям включает несколько важных этапов. Ниже приведен поэтапный обзор:
Создание модели
Начинают с изготовления восковой модели, точно повторяющей форму будущей детали. Модель обычно создают методом впрыска: расплавленный воск заливают в металлическую форму и оставляют застывать.

Сборка восковых моделей и формирование «дерева»
После изготовления восковые модели собирают на литниковой системе, образуя конструкцию, напоминающую дерево. Это позволяет заливать несколько деталей одновременно, повышая эффективность процесса.
Формирование керамической оболочки
«Дерево» из воска погружают в керамическую суспензию, формируя вокруг моделей оболочку. Процесс повторяют несколько раз с промежуточной сушкой после каждой обли�����������������������������������������������������������������������������������овки.
Удаление воска
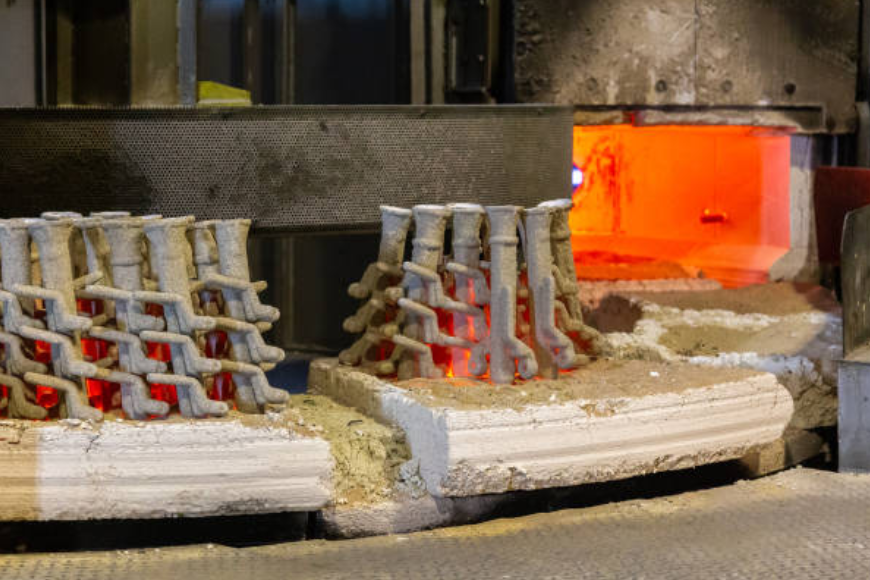
Когда керамическая оболочка высохнет, воск расплавляют в печи, оставляя полую форму — отсюда и название «выплавляемые модели».
Плавка и заливка металла
Форму предварительно нагревают и заливают расплавленным металлом. Металл затвердевает в керамической форме, образуя конечную деталь.
Финишная обработка
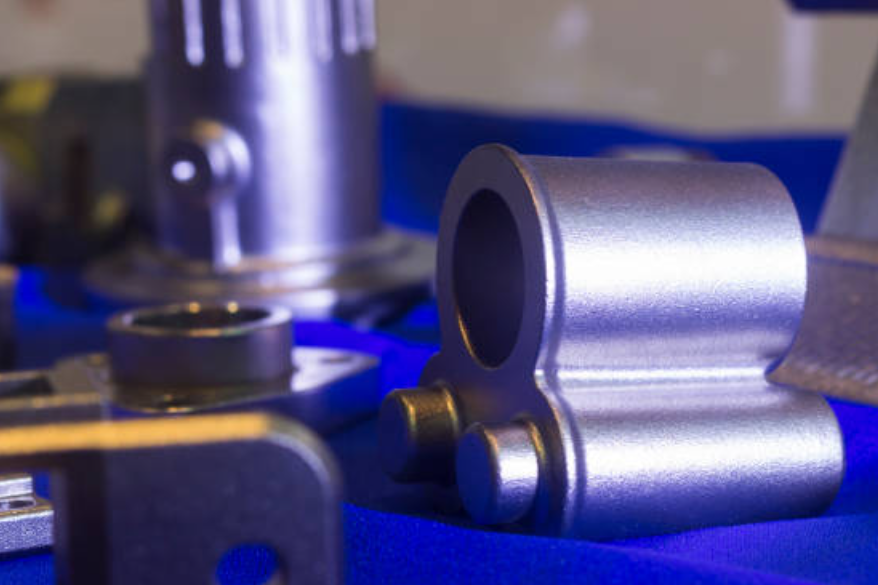
После охлаждения керамическую оболочку разбивают, а детали отделяют от литниковой системы. Для достижения требуемых размеров и чистоты поверхности применяют шлифование, полирование или механическую обработку.
Обзор материалов, используемых в литье по выплавляемым моделям
Универсальность процесса проявляется в разнообразии доступных материалов. Выбор зависит от области применения, затрат, механических свойств и характеристик литья. Среди наиболее часто используемых — нержавеющая сталь, алюминий и специальные сплавы.
Процесс литья по выплавляемым моделям допускает использование широкого спектра материалов, каждый из которых имеет уникальные свойства:

Нержавеющая сталь
Благодаря коррозионной стойкости и отличным механическим характеристикам, нержавеющая сталь широко используется в пищевой, медицинской и морской отраслях.
Класс | Марка | Процесс | Технический лист |
Аустенитная | 304 (CF8) | Литье по выплавляемым моделям | Ли�т 304 |
�ус�ен�тн�я | 316 (CF8M) | Л�ть� �о вы�ла�ля�мы� �о�елям | Лист 316 |
Мартенситная | 410 (CA15) | Литье по выплавляемым моделям | Лист 410 |
Мартенситная | 17-4 PH (CB7Cu-1) | Литье по выплавляемым моделям | Лист 17-4 PH |
Ферритная | 430 (CF3) | Литье по выплавляемым моделям | Лист 430 |
Дуплекс | 2205 (CD3MN) | Литье по выплавляемым моделям | Лист 2205 |
Низколегированная сталь
Обладает лучшими механическими свойствами по сравнению с углеродистой сталью и применяется там, где требуются высокая прочность и вязкость. Низколегированная сталь обеспечивает надежные детали для суровых условий эксплуатации.
Класс | Марка | Процесс | Технический лист |
Низколегированная | 4130 (L80) | Литье по выплавляемым моделям | Лист 4130 |
Низколегированная | 4140 (L80) | Литье по выплавляемым моделям | Лист 4140 |
Низколегированная | 4340 (L80) | Литье по выплавляемым моделям | Лист 4340 |
Низколегированная | 8620 (L80) | Литье по выплавляемым моделям | Лист 8620 |
Низколегированная | 8630 (L80) | Литье по выплавляемым моделям | Лист 8630 |
Низколегированная | 9310 (L80) | Литье по выплавляемым моделям | Лист 9310 |
Ли�ой а�юм�ни�
�ег�ий и у�то�чи�ый к к�рр�зи�, л�то� �лю�ин�й пр�м�н�ет�я в авт�м�билест��ении и авиастроении.
Класс | Марка | Процесс | Технический лист |
Алюминиевый сплав | A356 | Литье по выплавляемым моделям | Лист A356 |
Алюминиевый сплав | A357 | Литье по выплавляемым моделям | Лист A357 |
Алюминиевый сплав | 6061 | Литье по выплавляемым моделям | Лист 6061 |
Алюминиевый сплав | 7075 | Литье по выплавляемым моделям | Лист 7075 |
Алюминиевый сплав | 356-T6 | Литье по выплавляемым моделям | Лист 356-T6 |
Алюминиевый сплав | 380 | Литье по выплавляемым моделям | Лист 380 |
Углеродистая сталь
Углеродистая сталь — экономичный материал с хорошим балансом прочности и гибкости, применяется в литье по выплавляемым моделям.
Класс | Марка | Процесс | Технический лист |
Углеродистая сталь | 1010 | Литье по выплавляемым моделям | Лист 1010 |
Углеродистая сталь | 1020 | Литье по выплавляемым моделям | Лист 1020 |
Углеродистая сталь | 1030 | Литье по выплавляемым моделям | Лист 1030 |
Углеродистая сталь | 1045 | Литье по выплавляемым моделям | Лист 1045 |
�глер�ди�т�я с�аль | 1080 | �ит�е по в�пл�вл�е�ым �о�елям | Л�с� 1080 |
Углеродистая сталь | 4140 | Литье по выплавляемым моделям | Лист 4140 |
Суперсплавы
Суперсплавы выдерживают высокие температуры и агрессивные среды, применяются в авиационных двигателях и газовых турбинах.
Класс | Марка | Процесс | Технический лист |
Никелевый суперсплав | IN718 | Литье по выплавляемым моделям | Лист IN718 |
Никелевый суперсплав | IN625 | Литье по выплавляемым моделям | Лист IN625 |
Никелевый суперсплав | IN713C | Литье по выплавляемым моделям | Лист IN713C |
Никелевый суперсплав | IN738 | Литье по выплавляемым моделям | Лист IN738 |
Кобальтовый суперсплав | Mar-M-247 | Литье по выплавляемым моделям | Лист Mar-M-247 |
Кобальтовый суперсплав | Haynes 25 | Литье по выплавляемым моделям | Лист Haynes 25 |
Чугун
Чугун известен отличной литейностью и обрабатываемостью, часто используется в автомобильной и промышленной сферах.
Класс | Тип | Процесс | Технический лист |
Серый чугун | Класс 20 | Литье по выплавляемым моделям | Лист Класс 20 |
Серый чугун | Класс 30 | Литье по выплавля�мы� мо�е�ям | Ли�т К�ас� 30 |
Се�ый ч�гу� | Кл�сс 40 | Л�тье п� вып�а�ляе�ы� моде�ям | Лист Класс 40 |
Дуралюмин | 65-45-12 | Литье по выплавляемым моделям | Лист 65-45-12 |
Дуралюмин | 80-55-06 | Литье по выплавляемым моделям | Лист 80-55-06 |
Дуралюмин | 100-70-03 | Литье по выплавляемым моделям | Лист 100-70-03 |
Медные сплавы
Медные сплавы, включая латунь и бронзу, известны высокой проводимостью и коррозионной стойкостью.
Класс | Марка | Процесс | Технический лист |
Медный сплав | C83600 | Литье по выплавляемым моделям | Лист C83600 |
Медный сплав | C92200 | Литье по выплавляемым моделям | Лист C92200 |
Медный сплав | C95400 | Литье по выплавляемым моделям | Лист C95400 |
Медный сплав | C95800 | Литье по выплавляемым моделям | Лист C95800 |
Медный сплав | C17200 | Литье по выплавляемым моделям | Лист C17200 |
Медный сплав | C17510 | Литье по выплавляемым моделям | Лист C17510 |
Специальные сплавы
Специальные сплавы применяют там, где нужны уникальные свойства: высокая температура плавления, магнитные свойства или износостойкость. Примеры: титановые сплавы, кобальтовые сплавы и �и�елев�е с�л�в�.
Клас� | �а�ка | �роцесс | Технический лист |
Титановый сплав | Ti-6Al-4V | Литье по выплавляемым моделям | Лист Ti-6Al-4V |
Титановый сплав | Ti-6Al-2Sn-4Zr-2Mo | Литье по выплавляемым моделям | Лист Ti-6Al-2Sn-4Zr-2Mo |
Кобальтовый суперсплав | CoCrMo | Литье по выплавляемым моделям | Лист CoCrMo |
Кобальтовый суперсплав | MP35N | Литье по выплавляемым моделям | Лист MP35N |
Никелевый суперсплав | Rene 41 | Литье по выплавляемым моделям | Лист Rene 41 |
Никелевый суперсплав | Hastelloy X | Литье по выплавляемым моделям | Лист Hastelloy X |
Обработка поверхности отливок
Обработка поверхности применяется для улучшения внешнего вида, повышения коррозионной стойкости, изменения свойств материала и защиты от внешних воздействий. Выбор метода зависит от требований к готовому изделию.
Основные методы обработки поверхности
Часто используются следующие методы:
Гальваническое покрытие
Гальваническое покрытие использует электрический ток для восстановления металлических ионов из раствора и нанесения тонкого равномерного металлического слоя на поверхность проводящего изделия. Изделие служит катодом, анод — металлической заготовкой. Покрытие повышает коррозионную и износостойкость, �лучшает вне�н�й вид � �н�ж�ет �рен�е.
Полир�вка
П�лировка со�д�ет г�а�кую, блестящую поверхность с помощью абразивов и круговых движений, удаляя мелкие дефекты и придавая зеркальный блеск.
Поверхностное упрочнение
Поверхностное упрочнение выборочно делает твердой только наружную зону изделия, сохраняя вязкий и пластичный сердечник. Методы включают цементацию, нитроцементацию, лазерную закалку и др.
Порошковая окраска
Порошковое покрытие наносится электростатически заряженным порошком, затем изделие нагревается для спекания и формирования прочной, равномерной стойкой к коррозии поверхности.
Допуски при литье по выплавляемым моделям
Процесс обеспечивает повторяемые литейные допуски. Обычно достигаются ±0,003–±0,004 дюйма на дюйм (±0,076–0,102 мм/см) при многократных измерениях одной точки.
Факторы, влияющие на допуски:
Геометрия детали: симметричные формы и равномерные стенки уменьшают вариации.
Допуски оснастки: около 10 % от общей вариации.
Вариации процесса: около 70 %, включая изготовление модели, оболочку и заливку.
Способы повышения точности:
Переработка конструкции (добавление ребер, усилений).
Настройка инструмента для впрыска воска после первых образцов.
Выпрямление и отпуск.
Дополнительный контроль и измерения.
Механическая обработка.
В отдельных случаях можно достичь допусков ±0,002 дюйма (±0,051 мм), однако стандартный премиальный допуск составляет ±0,004 дюйма на дюйм.
Преимущества литья по выплавляемым моделям
Литье по выплавляемым моделям обладает рядом преимуществ:

Изготовление деталей практически любых размеров — о� �и�р�с�опичес�их до крупн�х.
Выпол�ение сл�жных �е�м�тр�й, н�д�стиж�м�х др�г�ми мет�д�ми.
�р�восх�д�ая ч�стота пове�х�ос�и и �очность ра�меров б�з �оп�лнит�льно� м�ханической обработки.
Повторяемые литейные допуски.
Отличные механические свойства и целостность структуры.
Особенности применения
Несмотря на преимущества, необходимо учитывать:
Высокая стоимость оснастки для сложных форм.
Ограничения по размеру, зависящие от возможностей литейного цеха.
Сложности при изготовлении очень мелких или тонких деталей.
Длительное время изготовления для сложных или крупных серий.
Заключение
Литье по выплавляемым моделям — универсальный метод для получения сложных деталей с высокой точностью и превосходным качеством поверхности. Выбирая его, учитывайте требования проекта: материал, обработку поверхности и допуски.
