Металлоинъекционное формование против литья под давлением: Сравнительный анализ
Производство металлических деталей играет важную роль в различных отраслях — от автомобилестроения и авиации до электроники и медицины. Два популярных метода изготовления индивидуальных металлических деталей — это литье металла под давлением (MIM) и литье под давлением. В этой статье мы рассмотрим эти процессы, их преимущества, ограничения, подходящие применения и материалы, а также сравним их, чтобы помочь вам выбрать правильный способ производства индивидуальных металлических деталей.
Литье металла под давлением (MIM)
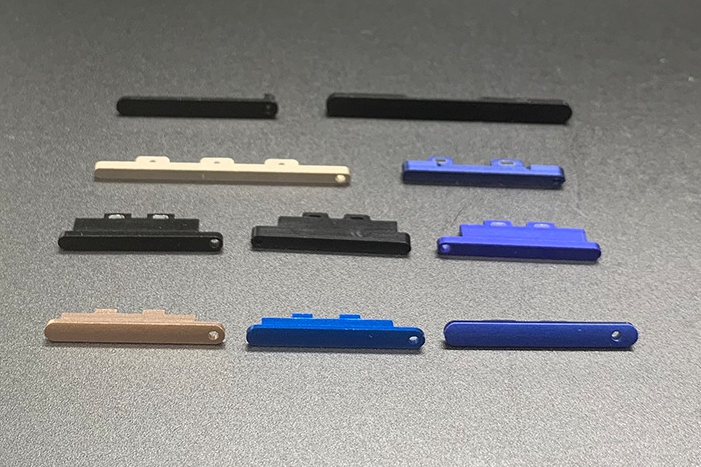
Литье металла под давлением (MIM) — это производственный процесс, сочетающий преимущества литья пластмасс под давлением и порошковой металлургии. Он позволяет производить сложные металлические детали с использованием мелкодисперсных металлических порошков и связующего. Процесс включает несколько этапов, таких как подготовка сырья, литье, удаление связующего и спекание. MIM обеспечивает отличную гибкость дизайна и позволяет изготавливать сложные и высокоточные металлические компоненты.
Преимущества и ограничения MIM
MIM обладает рядом преимуществ, включая возможность производства сложной геометрии, высокую производственную эффективность, отличную чистоту поверхности и жесткие допуски. Также возможно использовать широкий спектр материалов, таких как нержавеющая сталь, титан и даже магнитные сплавы. Однако у MIM есть ограничения, такие как высокая стоимость пресс-форм, длительные производственные циклы и ограничения по размеру производимых деталей.
Применение и подходящие материалы для MIM
MIM используется в различных отраслях, включая медицину, электронику, автомобилестроение и авиацию. Он идеально подходит для производства небольших и средних по размеру сложных металлических деталей, таких как хирургические инструменты, детали огнестрельного оружия и электронные разъемы. Для MIM подходят материалы, такие как нержавеющая сталь, низколегированные стали, инструментальные стали и другие специальные сплавы.
Процесс MIM | Литье под давлением | ||
Сложность | Высокая | Высокая | |
Материалы MIM | Множество: нержавеющая сталь, алюминиевые сплавы, титановые сплавы, вольфрамовые сплавы, медные сплавы | Материалы для литья под давлением | В основном алюминиевые, цинковые, магниевые и латунные сплавы |
Тип материала | Металлические порошки | Тип материала | Металлические слитки |
Размер деталей MIM | Маленькие: площадь проекции не превышает 10x10 дюймов (250 мм x 250 мм) | Размер деталей литья под давлением | Маленькие или средние: площадь проекции не превышает 30x30 дюймов (750 мм x 750 мм). Специальное крупногабаритное оборудование может производить более крупные детали. |
Допуск MIM | 1~2 % | Допуск литья под давлением | 2~3 % |
Литье под давлением
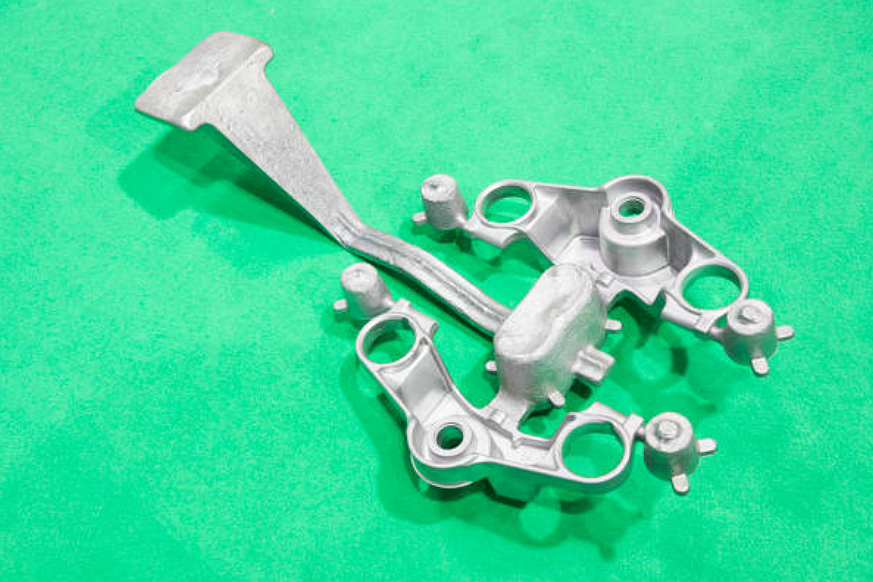
Литье под давлением — это широко используемый производственный процесс для получения металлических деталей с высокой точностью размеров и отличным качеством поверхности. В этом процессе расплавленный металл под высоким давлением заливается в многоразовую форму (матрицу). После затвердевания металла форма открывается, и готовая деталь извлекается. Литье под давлением отличается эффективностью и возможностью массового производства деталей с неизменно высоким качеством.
Преимущества и ограничения литья под давлением
Литье под давлением имеет ряд преимуществ: высокая скорость производства, отличная стабильность размеров, возможность изготовления сложных деталей с тонкими стенками. Оно также обеспечивает хорошее качество поверхности и точность размеров. Однако имеются ограничения, такие как высокая первоначальная стоимость пресс-форм, ограниченный выбор материалов по сравнению с MIM, а также меньшая гибкость дизайна для особо сложных геометрий.
Применение и подходящие материалы для литья под давлением
Литье под давлением широко применяется в автомобильной промышленности, авиации, бытовой электронике и производстве техники. Этот процесс подходит для производства средних и крупных деталей, таких как компоненты двигателей, корпуса электронных устройств и конструкционные элементы. Обычные материалы для литья под давлением включают алюминий, цинк, магний и медные сплавы.
Сравнение MIM и литья под давлением
Вопросы стоимости
С точки зрения стоимости, пресс-формы для литья под давлением обычно обходятся дешевле, чем для MIM. Тем не менее, MIM может быть экономичнее для сложных деталей, требующих множества компонентов литья под давлением. Стоимость производства зависит от сложности детали, выбора материала и требуемого объема.
Как рассчитать стоимость MIM
Коэффициент использования материала для порошковой металлургии обычно составляет 95–98 %. Себестоимость металлической детали рассчитывается примерно так:
Стоимость материала для MIM-деталей
(Цена за грамм металлического материала × объем детали × плотность детали) / 95 %
В стоимость материала также следует включать расходы на сырье, такие как смазки и легирующие добавки.
Стоимость пресс-формы для литья под давлением
Стоимость формы включает цену самой формы, а также расходы на обслуживание и замену. Исходная цена формы зависит от её сложности, которая напрямую связана со сложностью детали. Поэтому стоимость должна быть связана со сложностью детали. Поскольку одна пресс-форма для порошковой металлургии обычно используется для массового производства, материал формы должен выдерживать высокое давление и трение порошка.
Стоимость прессования
Затраты на прессование включают стоимость оборудования и рабочей силы. С увеличением тоннажа пресса инвестиционные расходы возрастают, а производительность снижается. Выбор пресса основан на произведении площади поперечного сечения, перпендикулярной направлению прессования, и удельного давления прессования. Давление прессования зависит от плотности детали. Для железных деталей с низкой плотностью удельное давление прессования обычно составляет 400 МПа, для средней и высокой плотности — 600–700 МПа. Затраты на прессование также связаны с уровнем автоматизации и скоростью работы оборудования. Хотя рабочий цикл прессов для порошковой металлургии медленнее, чем для штамповки, он быстрее, чем для литья пластмасс, и требует меньше оборудования.
Стоимость спекания
В стоимость спекания входят стоимость оборудования, энергопотребление, защитный газ и расходы на рабочую силу. В зависимости от процесса в стоимость спекания также могут входить дополнительные расходы, такие как прессование и укладка соединяемых металлов. Поскольку при спекании не требуется нагревать основной металл до точки плавления, потребление энергии ниже, чем при литье.
Стоимость последующей обработки
Стоимость последующих процессов включает все возможные этапы обработки, такие как чистовая обработка, пропитка, мелкая мехобработка, термическая или поверхностная обработка (паровая обработка, шлифование, удаление заусенцев, дробеструйная обработка и т.д.).
В дополнение к прямым производственным затратам необходимо учитывать управленческие и вспомогательные расходы. К управленческим расходам относятся затраты на проектирование, технологии и продажи; к вспомогательным — управление энергией, обслуживание оборудования, транспор�����������������������������������������������������������������������������������. Обычно эти расходы рассчитываются в пропорции к накопленным данным о прямых затратах за длительный период.
Как рассчитать стоимость литья под давлением
Коэффициент использования материала для литья под давлением обычно составляет 90–95 %. Себестоимость металлической детали рассчитывается примерно так:
Стоимость материала для деталей литья под давлением
(Цена за грамм металлического материала × объем детали × плотность детали) / 90 %
В стоимость материала также следует включать расходы на легирующие добавки.
Стоимость формы
Форма для MIM — это инжекционная форма, обычно более сложная и точная, чем форма для литья под давлением. Для простых форм без сердечников стоимость обычно составляет 2,5 стоимости материала формы.
Стоимость процесса литья под давлением
Стоимость литья под давлением рассчитывается проще, чем у MIM. Стоимость открытия и закрытия формы определяется по тоннажу машины и времени, необходимому для производства одного изделия. Примерная оценка — 0,8 USD/штука в месяц для машины на 300 тонн.
Стоимость последующей обработки
Стоимость последующих процессов включает все возможные этапы обработки, такие как чистовая обработка, пропитка, мелкая мехобработка, термическая или поверхностная обработка (паровая обработка, шлифование, удаление заусенцев, дробеструйная обработка и т.д.).
Заключение
Выбор правильного производственного процесса для индивидуальных металлических деталей имеет решающее значение для достижения требуемого качества, экономичности и гибкости дизайна. Литье металла под давлением (MIM) и литье под давлением — это широко применяемые процессы, каждый из которых имеет свои преимущества и ограничения. MIM идеально подходит для производства сложных деталей из различных материалов, а литье под давлением обеспечивает высокую производственную эффективность и отличную точность размеров дл� �ру�ны� �ет�ле�. У�ит�ва� �то�мо�ть, тр�бо�ан�я к ко�ст�ук�ии, св�йс�ва м�те�иа�ов и о�ъе� �ро�зв�дс�ва, вы с�ож�те в�бр�ть н�иб�л�е подходящий процесс для вашего проекта.
MIM и литье под давлением — ценные производственные процессы, отвечающие разным требованиям. Оценка ваших конкретных потребностей и сотрудничество с опытными компаниями в области металлургии и литья под давлением помогут вам получить наилучшие результаты для ваших индивидуальных проектов металлических деталей.
Если вы ищете надежного производителя индивидуальных металлических и пластиковых деталей, свяжитесь с нами, чтобы обсудить ваши требования к проекту и обеспечить оптимальный результат.
