Engineering Thermoplastics Injection Molding Manufacturing: A Comprehensive Guide
Engineering Thermoplastics Injection Molding RFQ Decision: Engineering thermoplastics injection molding uses plastic injection molding to produce higher-performance molded plastic parts such as housings, connectors, gears, brackets, covers, pump components, and electrical assemblies. This article explains how buyers should compare material grades, molded part features, tooling requirements, process parameters, secondary operations, and inspection evidence before requesting a quotation. The practical RFQ problem is matching the engineering thermoplastic to the part function without creating avoidable risk in flow, shrinkage, warpage, surface quality, or dimensional control.
Material selection should start from the part requirement. A buyer may need impact resistance, heat resistance, chemical resistance, electrical insulation, wear behavior, dimensional stability, color, surface texture, or assembly strength. The supplier needs the drawing, 3D model, material grade, operating environment, mating parts, and acceptance criteria before judging whether an engineering thermoplastic is suitable for the molded part.

Which Engineering Thermoplastic Should Buyers Choose for Injection Molding?
The best engineering thermoplastic depends on the molded part function, not only the material name. ABS may fit general housings and covers. Nylon PA may support wear, strength, and mechanical parts when moisture effects are considered. Polycarbonate PC may support impact-resistant covers and transparent parts. PPO, PBT, POM, PSU, and PEEK may be reviewed when heat, wear, dimensional, chemical, or electrical requirements are more demanding.
The RFQ should specify the resin grade when the application is material-sensitive. A generic material family may not define glass fiber content, flame rating, food-contact requirement, color, UV exposure, electrical requirement, or supplier approval. If the buyer does not know the exact grade, the buyer should state the functional requirement and allow the supplier to review candidate grades with engineering assumptions clearly marked.
How Material Drying and Handling Affect Engineering Thermoplastic Quality
Material preparation affects molded part quality before the plastic reaches the mold. Moisture-sensitive engineering thermoplastics can show splay, bubbles, silver streaks, brittle behavior, surface defects, or dimensional variation if drying and handling are not controlled. Filled materials may require additional review because glass fiber, mineral filler, or other additives can change shrinkage, flow, strength, surface finish, and tool wear.
The RFQ should identify material grade, filler, color, drying requirement if known, regrind restrictions if applicable, certificate requirement, and whether the buyer must approve substitute material. These details help the supplier connect material preparation with tooling, molding parameters, inspection, and production consistency.

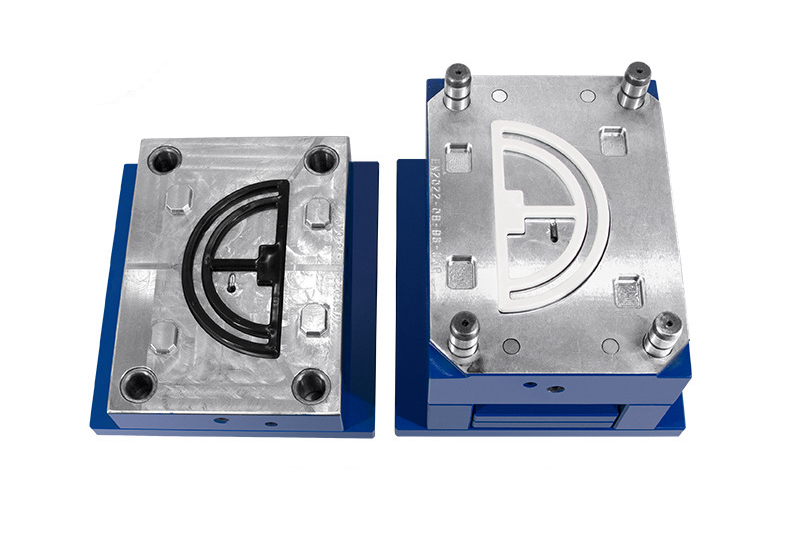
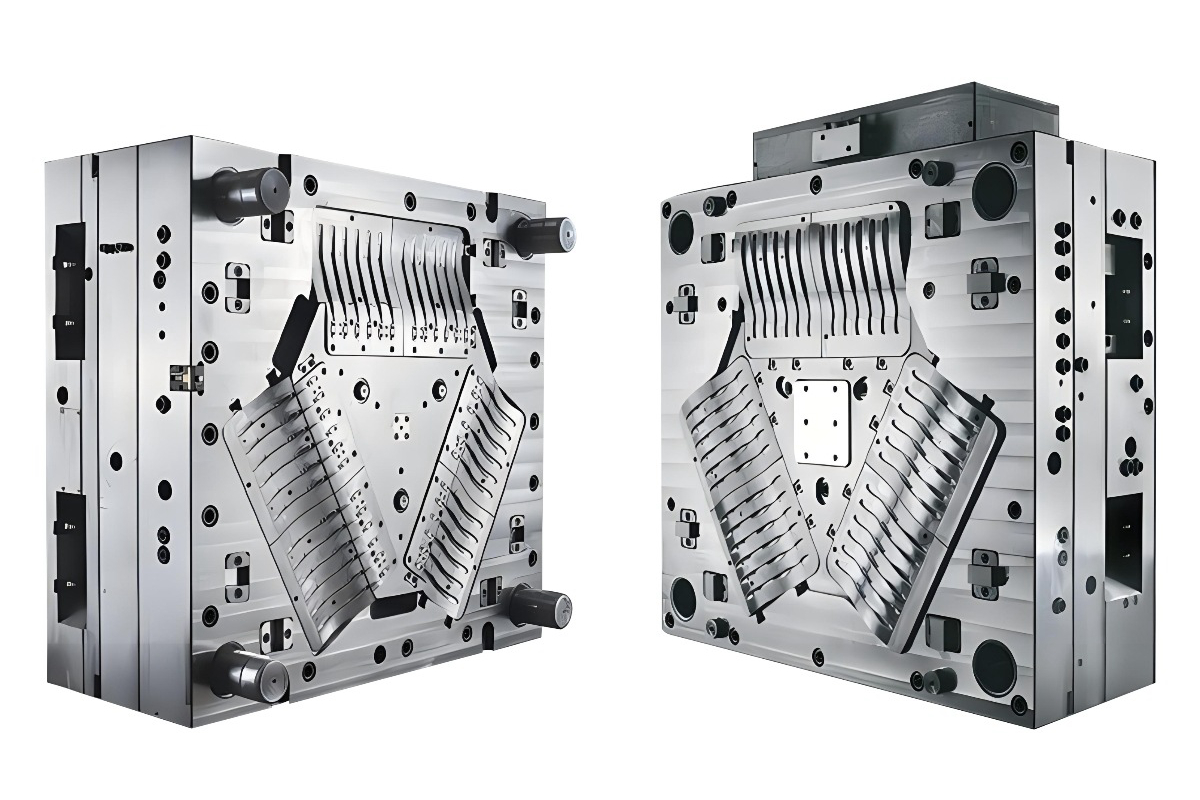
How Tooling and Mold Design Control Warpage, Sink Marks, and Fit
Tooling design controls how an engineering thermoplastic fills, packs, cools, and ejects. Wall thickness, ribs, bosses, gate location, runner balance, venting, cooling layout, parting line, draft angle, ejection method, and texture can create or reduce defects. A design that works for one resin may need changes when the buyer switches to a filled nylon, PC, POM, PPO, or PEEK grade.
Buyers should mark cosmetic surfaces, functional faces, datum features, seal surfaces, snap fits, screw bosses, inserts, holes, thin walls, and assembly interfaces. The supplier can then review whether the mold needs design changes to control sink marks, warpage, flash, short shots, weld lines, gate vestige, or part deformation during ejection.
How Injection Molding Parameters Affect Engineering Thermoplastic Defects
Process parameters should be matched to resin grade, wall thickness, gate design, and inspection requirements. Melt temperature, mold temperature, injection speed, holding pressure, holding time, cooling time, back pressure, screw recovery, residence time, and clamp force can affect flow marks, burn marks, short shots, sink marks, voids, warpage, shrinkage variation, and molded stress.
Important buyer decisions should be stated before tool approval. If the part has a visible outer cover, the visual standard and gate-sensitive surfaces should be identified. If the part controls assembly, the critical dimensions and datums should be marked. If the part uses a filled material, the buyer should expect anisotropic shrinkage and fiber-orientation effects to be reviewed during mold and process planning.
What Inspection Evidence Should Engineering Thermoplastic RFQs Define?
Inspection evidence should follow the part risk. Engineering thermoplastic parts may require first article inspection, dimensional reports, CMM checks, visual standards, color approval, material certificates, functional assembly checks, gauge checks, thread checks, insert pull review, or packaging approval. The RFQ should separate critical-to-function dimensions from non-critical dimensions so inspection effort supports real buyer decisions.
Secondary operations should also be listed. Machining, drilling, trimming, insert installation, ultrasonic welding, heat staking, painting, coating, printing, assembly, and packaging can affect dimensional control and surface acceptance. If the secondary operation is not listed at the RFQ stage, the supplier may quote a molded part that does not fully reflect the final manufacturing route.
Engineering Thermoplastic Entity | Common Buyer Reason for Review | Main Injection Molding Risk | RFQ Detail Needed |
|---|---|---|---|
ABS, PC, PPO, PBT, POM, PSU, PEEK, nylon PA | Material fit for heat, impact, wear, insulation, surface, or dimensional requirement. | Wrong grade, filler mismatch, shrinkage mismatch, or unexpected surface result. | Approved grade, functional requirement, operating environment, color, and certificate need. |
Wall thickness, ribs, bosses, and snap fits | Part stiffness, fastening strength, assembly fit, and appearance. | Sink marks, warpage, weak bosses, stress concentration, or difficult ejection. | 3D CAD model, 2D drawing, cosmetic faces, critical dimensions, and mating components. |
Gate location, venting, and cooling layout | Balanced filling, stable packing, controlled cooling, and surface quality. | Weld lines, short shots, burn marks, flow marks, shrinkage variation, or gate vestige issue. | Gate-sensitive areas, visible surfaces, functional zones, and defect acceptance criteria. |
Inspection method and acceptance criteria | Repeatable approval of molded engineering plastic parts. | Disagreement over visual quality, tolerance priority, datum setup, or assembly fit. | Drawing datums, inspection report requirement, visual standard, and approval sample plan. |
What Neway Precision Reviews for Engineering Thermoplastics Injection Molding
Neway Precision reviews engineering thermoplastics injection molding RFQs by checking material grade, drying and handling requirements, filler content, color, wall thickness, ribs, bosses, draft angles, gate location, venting, mold temperature strategy, cooling layout, ejection, secondary operations, and inspection requirements. The review connects material selection, mold design, process control, and buyer acceptance criteria.
A complete RFQ should include the 2D drawing, 3D CAD model, material grade or functional material requirement, surface finish, expected quantity, critical dimensions, cosmetic surfaces, mating parts, inserts if used, secondary operations, operating environment, and requested inspection documents. Clear RFQ data helps determine whether the main risk is material selection, tooling, molding parameters, secondary processing, or inspection.
Related FAQs