What design features should be avoided in rapid injection molding?
Rapid injection molding design should avoid part features that force complex rapid tooling, unstable plastic flow, difficult ejection, or unnecessary secondary operations. For prototype and bridge-production plastic parts, the practical RFQ problem is identifying which part features must stay for product function and which features can be simplified before mold design begins. Buyers should flag undercuts, thin walls, deep ribs, sharp internal corners, cosmetic surfaces, molded threads, and tight datum requirements when requesting rapid molding prototyping quotes.
Which design features create the highest risk in rapid injection molding?
The highest-risk features are undercuts, non-uniform wall sections, deep ribs, sharp internal corners, insufficient draft, isolated thin walls, and unplanned threads or inserts. These features can make a rapid mold more expensive, slower to build, and harder to validate during early production.
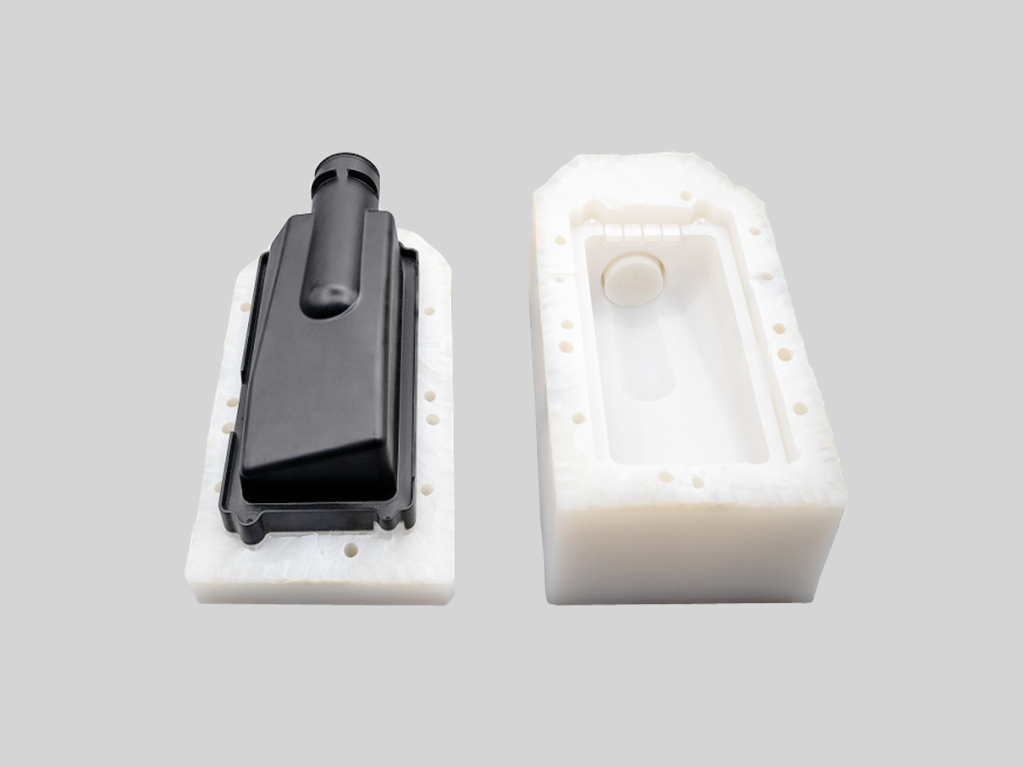
Rapid injection molding is often used before a full production mold is justified. The rapid tool must still fill, cool, eject, and repeat accurately enough for the buyer's prototype or bridge-production requirement. A feature that looks simple in a CAD model can become a tooling action, a trapped shutoff, an EDM detail, a cooling problem, or an inspection risk when the mold is designed.
Design feature | Rapid injection molding risk | RFQ decision for the buyer |
|---|---|---|
Undercut or side hole | Requires slide, lifter, hand load, or design split | Confirm whether the feature is functional or can move to a parting line |
Non-uniform wall thickness | Creates uneven cooling, sink, warpage, or shrink variation | Ask for DFM review before releasing tool design |
Deep rib or tall boss | Raises sink-mark, filling, venting, and ejection risk | Define strength requirement and acceptable cosmetic surface |
Sharp internal corner | Concentrates stress and complicates cavity machining | Add radii where product function allows |
Molded thread or insert area | Can require unscrewing, secondary machining, or insert loading | Decide between molded thread, metal insert, or post-machining |
Should undercuts and side actions be avoided in rapid tooling?
Undercuts should be avoided unless the undercut is required for assembly, sealing, retention, or another clear product function. Each undercut can add a slide, lifter, removable insert, or manual operation, and those mechanisms reduce the speed advantage of rapid tooling.
A buyer should separate critical undercuts from convenience geometry. A snap hook, cable window, latch, or connector opening may be necessary, but a cosmetic recess or nonfunctional side detail may be better redesigned. Moving a side hole to the parting direction, splitting the housing, or adding a post-machined operation can sometimes reduce tool complexity for early validation parts.
For RFQ clarity, provide a 3D model, 2D drawing, assembly view, and notes that identify functional undercuts. If the rapid injection molding supplier understands which features are non-negotiable, the supplier can propose a practical mold construction instead of quoting unnecessary tool actions.
How do wall thickness, ribs, and bosses affect moldability?
Wall thickness transitions, deep ribs, and heavy bosses are common causes of sink marks, voids, short shots, and warpage in plastic injection molding. Rapid injection molding does not remove those material and flow limits; it only shortens the route from design to molded sample.
Uniform wall thickness helps the molten resin fill and cool more consistently. Sudden thick-to-thin transitions can freeze early in one area while a heavy section continues shrinking. Ribs and bosses should support stiffness, screw retention, or assembly function, but oversized ribs and bosses can telegraph sink marks onto the opposite cosmetic surface.
The material choice also matters. ABS, PC, PP, POM, PA, and filled engineering plastics do not shrink, flow, or cool in the same way. A design that works in ABS rapid molding may need different wall and rib review when the production resin changes to PP, PC, or glass-filled nylon. Buyers should list the target resin and any acceptable alternate resin in the RFQ.
Why are sharp corners and insufficient draft a problem?
Sharp internal corners and low-draft vertical walls should be avoided because they increase stress concentration, machining difficulty, sticking, drag marks, and ejection damage. Radii and draft are small design details, but they often decide whether the first molded samples release cleanly.
In a rapid mold, a sharp internal corner can require small cutters, EDM work, or fragile cavity details. The molded plastic part can also crack or whiten at a sharp corner during assembly or functional testing. Internal radii improve plastic flow, reduce stress concentration, and make cavity machining more practical.
Draft is equally important. Vertical walls, texture, ribs, and deep pockets need enough taper for ejection. A cosmetic texture or matte surface usually increases the need for draft because the texture creates more contact with the mold surface. The RFQ should identify cosmetic faces, texture requirements, and no-draft functional faces so the mold review can focus on the real constraints.
When should molded threads and inserts be redesigned?
Molded threads, metal inserts, and high-load fastening features should be reviewed before rapid injection mold design. These features affect tool construction, assembly sequence, cycle stability, and long-term part reliability.
Internal threads may require collapsible cores, unscrewing mechanisms, or secondary tapping. External threads may need parting-line review and inspection notes. If a thread must carry repeated assembly load, a metal insert can be more reliable than a plastic thread, but insert molding adds insert sourcing, orientation, and placement control. For buyers comparing options, insert molding is relevant when the plastic part needs a metal bushing, threaded insert, electrical contact, or wear-resistant connection.
The RFQ should define torque, pull-out load, assembly frequency, mating fastener, and inspection method for threaded or insert features. Without this information, the supplier may quote a lower-cost geometry that passes visual review but fails the functional requirement.
Which cosmetic and surface features need early DFM review?
Cosmetic surfaces, visible ribs, logo details, texture, weld-line-sensitive areas, and gate-sensitive faces should be reviewed before a rapid mold is cut. Surface requirements change gate location, ejector-pin layout, parting-line placement, venting, and allowable sink marks.
A prototype buyer may only need fit and function, while a market-test buyer may need a surface that represents the future production part. These are different RFQ requirements. If the RFQ only says "molded sample," the supplier may focus on tool speed and basic function. If the RFQ identifies Class A surfaces, texture zones, color requirements, and acceptable witness marks, the supplier can plan the mold layout around those visible areas.
Gate marks, ejector marks, weld lines, flash, and parting-line mismatch should be discussed during quotation. A rapid mold can often produce useful validation parts, but the buyer should not assume that every cosmetic requirement from a future production mold will be achieved without trade-offs.
What RFQ information helps avoid rapid injection molding design problems?
The most useful RFQ information is the part function, target material, estimated quantity, critical dimensions, inspection method, assembly interfaces, cosmetic surfaces, and the reason the buyer needs rapid molded parts. This information helps the supplier decide whether to simplify the design, quote added tooling actions, recommend secondary operations, or suggest a production-tooling route.
RFQ item | Why the supplier needs it | Design risk it helps control |
|---|---|---|
Target resin and alternate resin | Confirms shrinkage, flow, strength, and heat behavior | Warp, short shot, brittle detail, and sink risk |
Critical dimensions and datum scheme | Shows which features need inspection priority | Unnecessary tight tolerance and unclear measurement risk |
Assembly and fastening requirement | Defines snap fits, threads, inserts, and mating parts | Breakage, pull-out, mismatch, and redesign risk |
Cosmetic surface map | Guides gate, ejector, parting-line, and texture planning | Visible gate mark, weld line, drag mark, and sink risk |
Prototype, bridge, or production intent | Clarifies how much tooling complexity is justified | Overbuilt rapid tool or underbuilt validation tool |
Buyers can use the same 3D model for many quotation requests, but the best rapid injection molding RFQ adds decision context. State whether the project is for engineering samples, customer approval, regulatory testing, bridge production, or production-tooling risk reduction. That context helps the supplier judge whether a risky feature should be molded, machined after molding, moved to a later production mold, or removed from the prototype part.
Related FAQs