Can Ceramics be Compression Molded?
Can ceramics be compression molded?
Yes, ceramics can be compression molded by compacting ceramic powder or granulated feedstock in a rigid die, forming a green part, and then sintering the compacted shape into a ceramic component. The practical RFQ problem is deciding whether ceramic compression molding, powder pressing molding, or ceramic injection molding is better for the part geometry, ceramic material, production quantity, dimensional requirement, and finishing plan.
Compression molding is usually reviewed when a ceramic part has a pressable shape, relatively direct compaction direction, and material system that can reach the required density after sintering. CIM is usually reviewed when the ceramic part needs more three-dimensional molded detail, side features, complex curves, or geometry that cannot be formed efficiently by a single pressing direction.
How does ceramic compression molding work?
Ceramic compression molding starts with ceramic powder preparation. The powder may include binders, lubricants, or granulation depending on the material and part requirement. The powder is filled into a die cavity and compacted by one or more punches to create a green part. The green part is then removed, debound if needed, and sintered so the ceramic particles bond into the final material structure.
The process depends on powder flow, fill uniformity, compaction direction, green strength, ejection control, sintering shrinkage, and support during firing. If powder density is not uniform, the sintered part can have warpage, cracking, density variation, or dimensional drift. The RFQ should identify flatness, thickness, hole position, edge condition, and surface requirements before the die design is finalized.
Which ceramic materials can be compression molded?
Compression molding can be reviewed for ceramic powders such as alumina, zirconia, silicon carbide, silicon nitride, ferrites, and other oxide or non-oxide ceramic materials when the powder behavior and sintering route fit the part. Alumina may be considered for insulation, wear, and chemical exposure. Zirconia may be considered where toughness, wear behavior, or smooth ceramic surfaces matter. Silicon carbide powder pressing may be reviewed for wear, thermal, or chemically exposed parts.
The material choice should be tied to density target, sintering shrinkage, hardness, brittleness, surface finish, and post-sintering grinding needs. A material that is suitable for ceramic injection molding may not automatically be the best option for compression molding if the part shape cannot be compacted evenly in the die.
What part geometries fit ceramic compression molding?
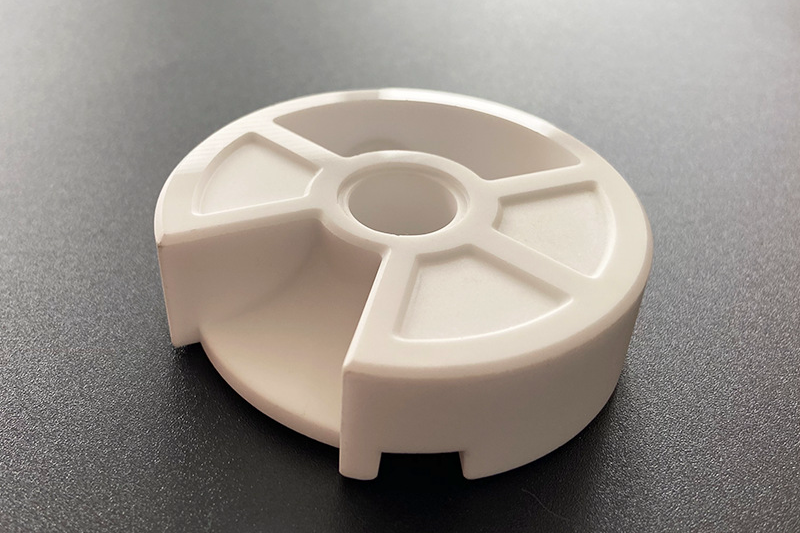
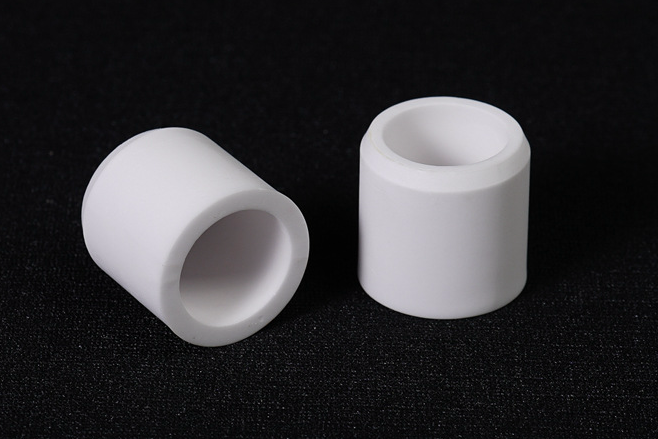
Ceramic compression molding is often suitable for discs, rings, plates, bushings, simple sleeves, flat components, simple stepped shapes, and parts where the pressing direction can form the main features. The process can be efficient when the part has consistent thickness, limited side detail, and features that release from the die without complex side actions.
Geometry becomes more difficult when the part has side holes, deep undercuts, thin fragile walls, complex internal channels, sharp unsupported features, or multiple critical faces in different directions. Those features may fit CIM, machining from a blank, or a hybrid route better. Buyers should provide both 2D drawings and 3D models so the manufacturer can check die fill, ejection, shrinkage, and post-sintering finishing.
How does compression molding compare with CIM?
Compression molding generally favors shapes that can be compacted from one or a few pressing directions. CIM favors more complex three-dimensional ceramic geometry because the ceramic feedstock flows into a mold cavity before debinding and sintering. Both routes involve sintering shrinkage, but the green forming method and tooling logic are different.
Compression molding may be more practical for simpler ceramic parts where die pressing, sintering, and limited grinding can meet the drawing. CIM may be more practical for complex ceramic components with fine molded features, curved surfaces, small details, or geometry that would be difficult to press. The RFQ should compare tooling cost, expected quantity, material, green strength, sintering risk, finishing allowance, and inspection requirements.
Route | Best-Fit Ceramic Part | Main Manufacturing Risk | Buyer Confirmation Needed |
Ceramic compression molding | Discs, rings, plates, bushings, simple sleeves, and pressable shapes | Powder fill variation, green cracking, ejection damage, density gradient, and sintering distortion | Powder material, pressing direction, thickness, flatness, density target, and inspection method |
Ceramic injection molding | Small complex ceramic parts with curves, ribs, holes, fine details, or difficult grinding geometry | Feedstock flow, debinding path, sintering shrinkage, support, and molded feature stability | 3D geometry, wall thickness, critical dimensions, surface finish, and grinding allowance |
Machining from ceramic blank | Prototype parts, low quantity parts, or parts requiring many precision-ground surfaces | Grinding cost, chipping, long machining time, and fixture complexity | Quantity, datum structure, roughness, flatness, and edge condition |
What inspection and finishing issues should buyers expect?
Compression molded ceramic parts may need dimensional inspection, density review, visual inspection, flatness measurement, surface roughness report, and grinding or lapping on functional faces. The exact inspection package depends on the application, material, and production stage. Buyers should identify sealing faces, sliding surfaces, insulation surfaces, optical surfaces, and any edge that cannot chip.
Finishing may include grinding, lapping, polishing, cleaning, laser marking, or visual sorting. These operations can affect cost and schedule, so they should be included in the RFQ rather than added after the first sample review. For regulated or performance-critical applications, final qualification and validation remain the buyer's responsibility.
What RFQ information is needed for ceramic compression molding?
A useful RFQ should include the 2D drawing, 3D model, ceramic material or property requirement, expected quantity, pressing direction if known, critical thickness, flatness, density requirement, surface roughness, edge condition, sintering or finishing requirement, and inspection method. If the buyer is unsure whether compression molding or CIM is better, the RFQ should ask for a route comparison.
The manufacturer can then review whether the shape is pressable, whether the material can be compacted and sintered consistently, whether secondary grinding is needed, and whether another ceramic forming process would reduce risk.
Related FAQs
What are the common powder compression molding materials and examples?
How to choose substrates for high-power LEDs balancing heat insulation and cost?
How to control transmittance, haze, and refractive index accuracy in lenses?
How to balance lightweight requirements with thermal efficiency in telecom gear?