What is the Cost of Ceramic Injection Molding: A Comprehensive Study
This article explains how ceramic injection molding (CIM) cost is built from ceramic powder, binder feedstock, injection mold tooling, debinding, sintering, secondary finishing, and inspection for custom ceramic components. Buyers who need alumina, zirconia, alumina-zirconia, silicon carbide, or silicon nitride parts should define geometry, annual volume, shrinkage-sensitive dimensions, surface finish, and validation requirements before RFQ because the cost question is not only tooling price; it is the full route needed to make acceptable sintered ceramic parts.
Ceramic Injection Molding Cost and RFQ Decision
CIM cost should be evaluated as a production route, not as a single mold price. The buyer is paying for feedstock preparation, mold construction, molding trials, binder removal, high-temperature sintering, dimensional control after shrinkage, and any grinding, lapping, polishing, or inspection needed for the final ceramic component.
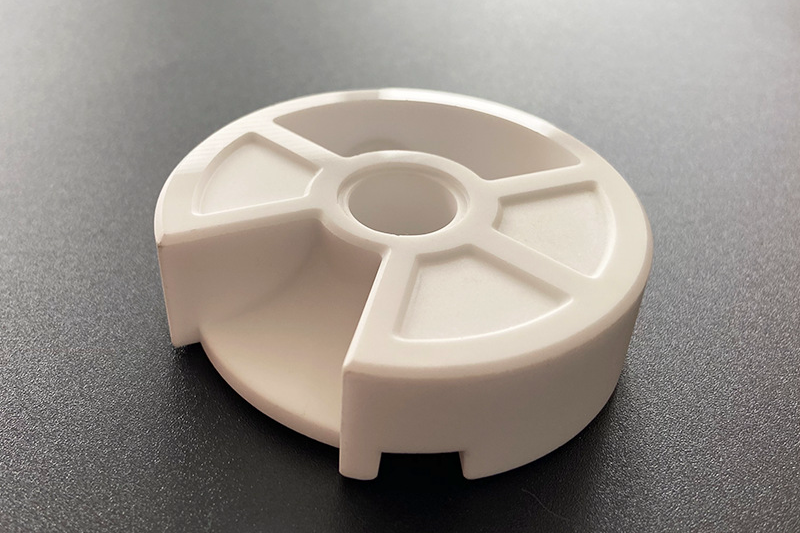
CIM is usually reviewed when a ceramic part has small size, complex geometry, thin features, internal shapes, or production volume that can justify tooling. A simple disc, plate, or block may be better suited to powder pressing, machining from ceramic stock, or another ceramic forming method. The cost decision depends on part geometry, material grade, dimensional requirements, and expected production stage.
Buyers should separate one-time tooling cost from recurring part cost. Tooling cost covers mold design, mold machining, cavity inserts, gate and runner design, shrinkage allowances, sampling, and corrections. Part cost covers ceramic powder, binder system, molding cycle, debinding, sintering, inspection, finishing, scrap risk, packaging, and documentation requirements.
CIM Process Stages That Create Cost: Feedstock, Molding, Debinding, and Sintering
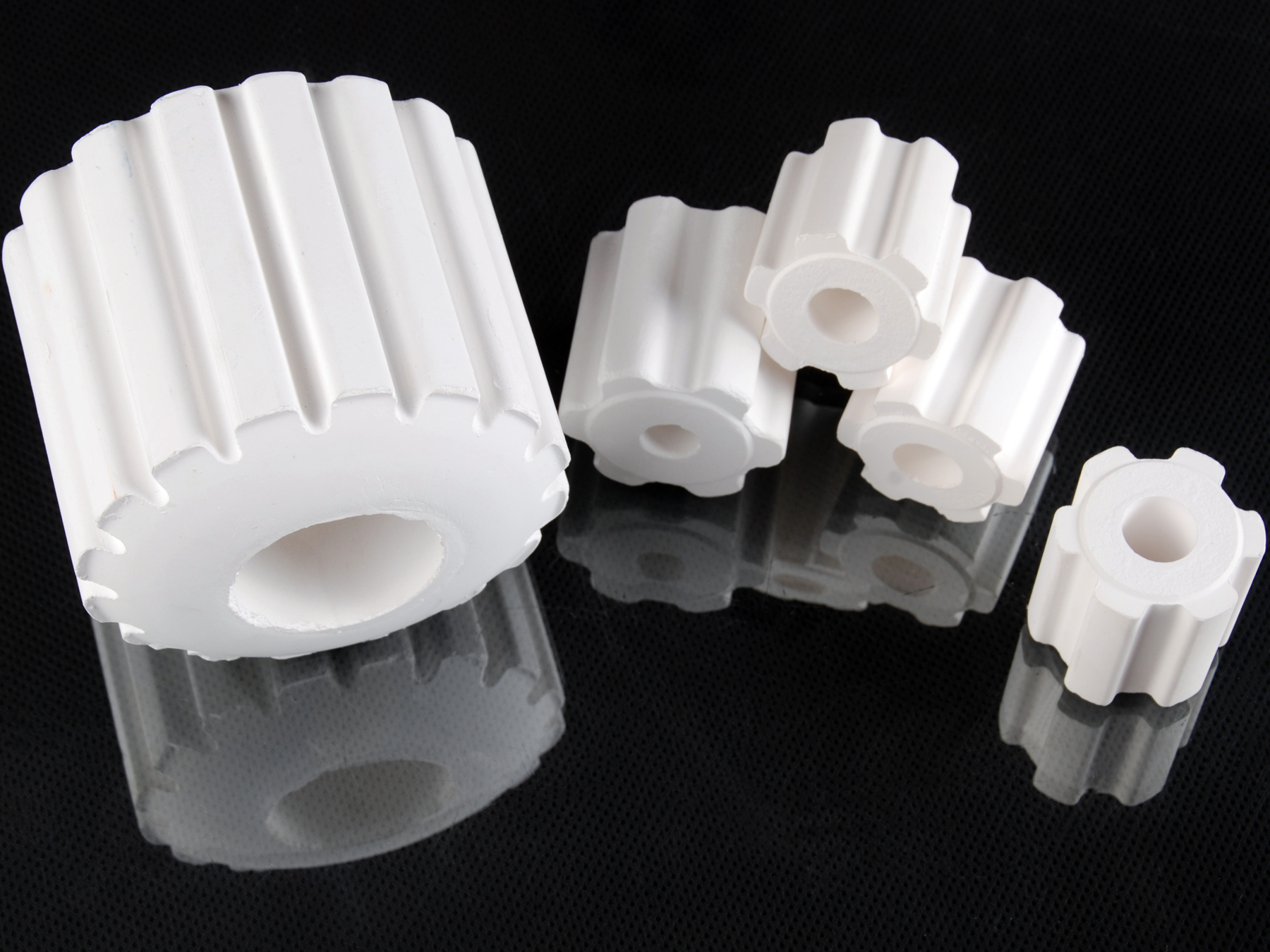
The ceramic injection molding process begins with ceramic powder and binder being compounded into feedstock. The feedstock is molded into a green part, the binder is removed during debinding, and the ceramic body is densified during sintering. Each stage adds cost because each stage can affect shrinkage, distortion, cracking, density, and final dimensions.
Feedstock cost is influenced by powder chemistry, particle size distribution, binder system, mixing control, and material availability. Molding cost is influenced by injection pressure, part weight, cavity count, gate design, venting, and cycle stability. Debinding and sintering cost is influenced by part wall thickness, binder removal path, furnace loading, sintering support, and the risk of deformation.
CIM Process Stage | Main Cost Driver | Manufacturing Risk | RFQ Information Needed |
|---|---|---|---|
Feedstock preparation | Ceramic powder grade, binder system, and compounding control | Inconsistent flow, contamination, poor green strength | Material grade, property target, color or purity requirement |
Injection molding | Mold complexity, cavity count, gate design, and cycle stability | Short shot, weld line, gate mark, green part damage | 3D model, drawing, visible surfaces, gate restrictions |
Debinding | Binder removal path, wall thickness, and debinding method | Cracking, blistering, deformation, residual binder | Maximum section thickness, critical ribs, acceptance criteria |
Sintering | Shrinkage control, support fixtures, furnace loading, and atmosphere | Distortion, density variation, dimensional drift | Critical dimensions, datum surfaces, inspection plan |
Secondary finishing | Grinding, lapping, polishing, laser marking, or assembly needs | Added cost, edge damage, surface defects | Surface finish, flatness, sealing, assembly function |
Ceramic Powder and Binder Choices That Change CIM Material Cost
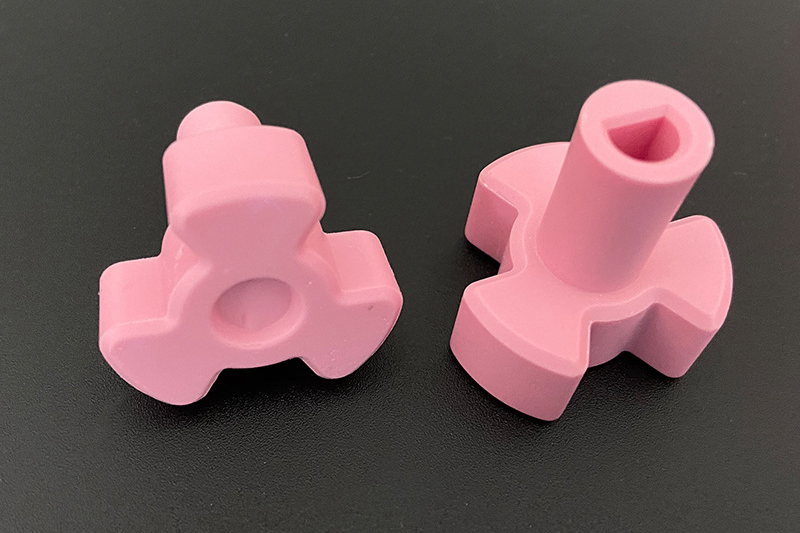
Material selection is one of the largest CIM cost drivers. Alumina Al2O3 may be reviewed for electrical insulation, wear resistance, thermal stability, and general engineering ceramic parts. Zirconia ZrO2 may be reviewed when toughness, wear resistance, or fine features matter. Silicon carbide SiC and silicon nitride Si3N4 usually require more careful material and sintering review.

Higher-performance ceramic powders can increase cost through powder price, powder handling, binder compatibility, sintering sensitivity, and post-sinter finishing needs. A material name alone is not enough for quotation. Buyers should provide the ceramic grade or performance target, operating environment, wear or insulation requirement, thermal condition, contact media, color needs, and any buyer-specified test or documentation requirement.
The binder system also matters because binder removal affects cycle time, defect risk, and part geometry limits. Thick sections, blind holes, deep ribs, and uneven wall thickness can make debinding and sintering more difficult. If the buyer can adjust wall thickness, add relief, revise unsupported features, or clarify which surfaces are critical, CIM cost can often be reviewed more accurately before tooling release.
CIM Mold Tooling Cost for Shrinkage, Cavities, Gates, and Wear
CIM tooling cost is not identical to plastic injection molding tooling cost because CIM green parts shrink during sintering. The mold must account for predictable shrinkage, gate vestige, parting line location, ejection marks, green part strength, and the surfaces that may need post-sinter finishing. Tooling review should include both the green molded part and the sintered ceramic part.

Tooling cost rises when the part needs slides, lifters, fine pins, thin ribs, sharp shutoffs, multi-cavity balance, hot runner review, or very smooth surfaces. Tooling cost can also rise when the ceramic feedstock is abrasive or when the part requires tight alignment between molded features and post-sinter machined datums.
Buyers should identify critical-to-function dimensions before mold design. Some features may be molded near net shape, while holes, sealing surfaces, flat datums, or precision bores may need grinding, lapping, laser machining, or other secondary finishing after sintering. The RFQ should separate molded tolerance targets from post-finished tolerance targets so tooling and inspection are not overquoted or underquoted.
Debinding, Sintering, Secondary Finishing, and Inspection Cost Drivers
Debinding and sintering are central to CIM cost because these stages determine whether the green part becomes a usable ceramic component. Large section changes, unsupported shapes, long thin features, sharp corners, and uneven wall thickness can increase cracking, slumping, or distortion risk. Fixtures, setters, furnace loading, and process monitoring may be needed when geometry is sensitive.
Secondary finishing should be planned during RFQ rather than treated as a correction after molding. Grinding, lapping, polishing, laser drilling, metallization, coating, cleaning, and assembly can become significant cost items when the drawing requires controlled flatness, sealing, surface roughness, edge condition, or assembly fit. Ceramic materials are hard and brittle after sintering, so removing material after sintering is usually more expensive than designing the molded geometry correctly.
Inspection cost depends on what must be proven. Dimensional reports, CMM inspection, visual inspection standards, surface roughness reports, density checks, hardness checks, material certificates, functional fit checks, and application-specific validation can all affect quote scope. For regulated or performance-critical products, qualification requirements and final acceptance criteria should come from the buyer.
When CIM Cost Can Be Better Than Machining, Pressing, or Hot Pressing
CIM may offer better total cost when a ceramic part has complex features, repeated production demand, and geometry that would be expensive to machine after sintering. CIM can reduce machining time because the molded shape starts closer to the final geometry, but the tooling investment must be justified by quantity, design stability, and defect control.
Powder pressing molding may fit simpler axial shapes, pressed discs, bushings, or components with less complex side geometry. Hot pressing sintering may fit certain dense ceramic materials and simpler shapes where pressure-assisted sintering is appropriate. CNC machining or grinding from ceramic blanks may fit prototypes, simple geometry, or precision finishing, but machining hard ceramics can increase recurring cost.
Manufacturing Route | Cost Fit | When to Avoid This Route | Buyer Decision Point |
|---|---|---|---|
Ceramic injection molding | Complex small ceramic parts with repeat production demand | Unstable design, very low quantity, or geometry unsuitable for debinding | Can tooling be justified by annual volume and reduced finishing? |
Powder pressing | Simpler pressed shapes with more direct compaction path | Complex side features, undercuts, or fine molded detail | Does the part geometry press evenly without high secondary machining? |
Hot pressing sintering | Selected dense ceramics and simpler pressure-assisted shapes | Complex molded features or parts needing injection molded geometry | Is material density more important than molded shape complexity? |
Ceramic machining or grinding | Prototype, simple shape, or precision finishing after sintering | High recurring removal volume from hard brittle ceramic | Which surfaces truly need post-sinter precision? |
Cost Reduction Steps Before Releasing a CIM Tool
The strongest CIM cost reduction usually happens before tooling release. Buyers can reduce avoidable cost by simplifying undercuts, adding practical radii, balancing wall thickness, identifying non-critical surfaces, allowing reasonable gate and parting-line locations, and separating molded dimensions from ground or lapped dimensions.
Material optimization should be based on function, not only on the highest property option. An alumina grade may be enough for electrical insulation and wear resistance in some parts, while zirconia, silicon carbide, or silicon nitride may be reviewed when toughness, wear, thermal, or chemical conditions require it. Material substitution should always be checked against the application, inspection requirements, and buyer acceptance criteria.
Process optimization should focus on stable green part handling, controlled debinding, predictable sintering shrinkage, and inspection feedback from trial parts. If early samples show distortion, cracking, gate problems, or dimensional drift, the cost impact should be documented before production release because mold correction, fixture changes, or added finishing may change the total cost.
RFQ Information Needed to Quote Ceramic Injection Molded Components
A complete CIM RFQ should include the 3D model, 2D drawing, ceramic material or property target, target annual volume, expected production stage, critical dimensions, surface finish, flatness or sealing needs, color or cosmetic limits, application environment, inspection requirements, and any documentation the buyer needs for approval.
The buyer should also identify whether the part requires secondary grinding, lapping, polishing, laser machining, metallization, coating, cleaning, assembly, or packaging controls. These requirements should be visible at the quotation stage because ceramic finishing and inspection can change both tooling strategy and recurring part cost.
For parts used in medical, aerospace, electronics, thermal management, energy, or other demanding applications, CIM manufacturability does not replace buyer validation. The buyer remains responsible for qualification requirements, acceptance criteria, and final approval. A clear RFQ allows the manufacturer to quote the ceramic injection molding route, tooling level, process controls, finishing sequence, and inspection evidence without making unsupported assumptions.
Related FAQs