O que é Moldagem por Injeção de Metal? Como funciona?
A moldagem por injeção de metal (MIM) é um processo de fabricação por metalurgia do pó e moldagem por injeção para peças metálicas pequenas e complexas, como engrenagens, dobradiças, componentes de fechaduras, componentes de instrumentos médicos, ferragens eletrônicas e mecanismos automotivos. Este artigo explica como a MIM converte matéria-prima em pó metálico em peças metálicas sinterizadas e ajuda os compradores a decidir se MIM, usinagem CNC, fundição de precisão, fundição sob pressão ou estampagem é a melhor rota de fabricação. O problema prático do RFQ é que uma cotação de MIM depende do grau do material, volume anual, controle de retração, dimensões críticas, operações secundárias e critérios de inspeção, não apenas na forma visível da peça.
Resposta curta: A MIM é geralmente mais útil quando uma peça metálica é muito complexa ou muito cara para usinagem CNC repetida, mas a peça é pequena o suficiente e a quantidade de produção é alta o suficiente para justificar ferramentais e controle do processo de sinterização. Os compradores devem definir o desenho, modelo 3D, grau do material, superfícies de referência, requisitos de rosca ou furo, acabamento superficial, tratamento térmico e evidência de inspeção antes de uma revisão do ferramental de MIM.
Etapa do Processo | O que Acontece | Risco a Controlar | Confirmação Necessária do Comprador |
|---|---|---|---|
Seleção do pó metálico | O pó fino é selecionado para a família de liga necessária, como aço inoxidável 316L, aço inoxidável 17-4 PH, aço inoxidável MIM-420, Ti-6Al-4V, liga de tungstênio ou liga de cobalto. | A química do pó, tamanho de partícula, contaminação e disponibilidade do material afetam o comportamento de sinterização e as propriedades finais. | Grau do material, norma aplicável, requisito de corrosão ou dureza e requisito de documentação. |
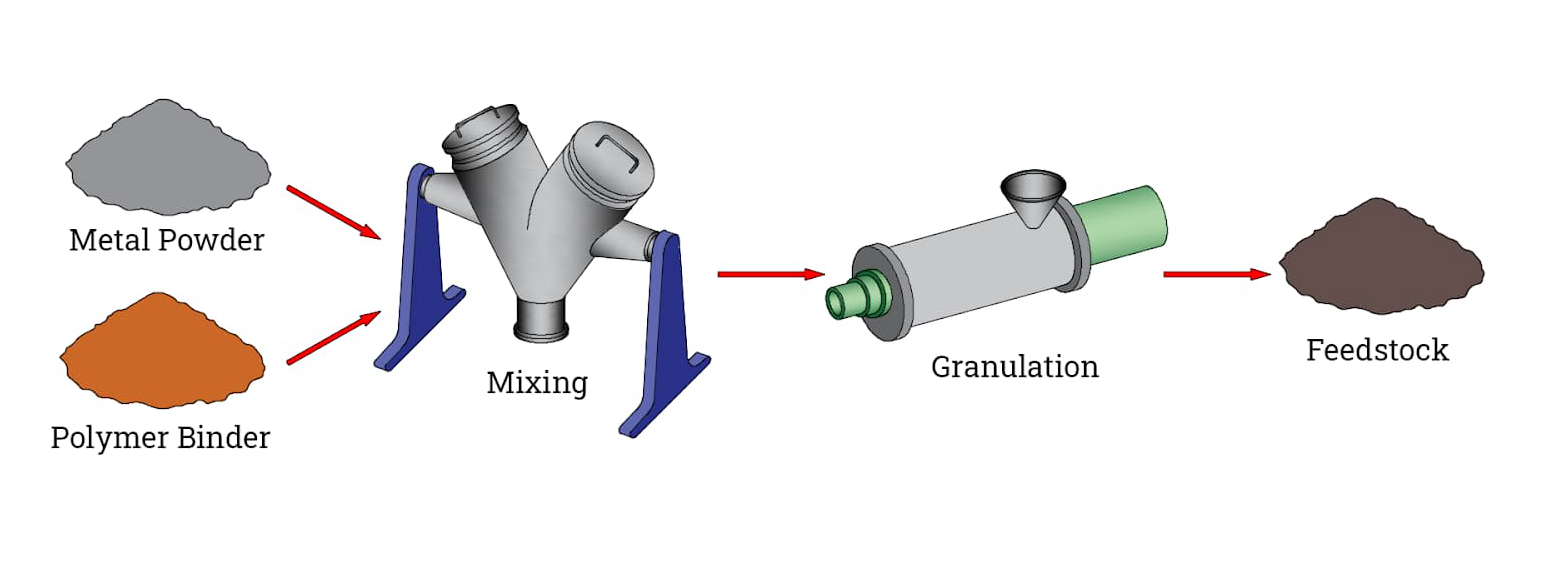
Composição da matéria-prima | O pó metálico é misturado com um ligante polimérico para que a matéria-prima possa fluir para dentro da cavidade do molde de injeção. | A proporção do ligante e a carga de pó influenciam o preenchimento do molde, estabilidade da descolagem, retração e densidade. | Tamanho da peça, faixa de espessura de parede, superfícies estéticas, sensibilidade à localização do ponto de injeção e quantidade de produção esperada. |
Moldagem por injeção | A matéria-prima é moldada em uma peça verde com a geometria quase final do componente. | Seções finas, rebaixos, cantos vivos, caminhos de fluxo longos e seções de parede desiguais podem criar risco de moldagem. | Superfícies críticas, roscas moldadas, furos, dentes de engrenagem, rebaixos e características que não podem ser alteradas após a revisão do projeto. |
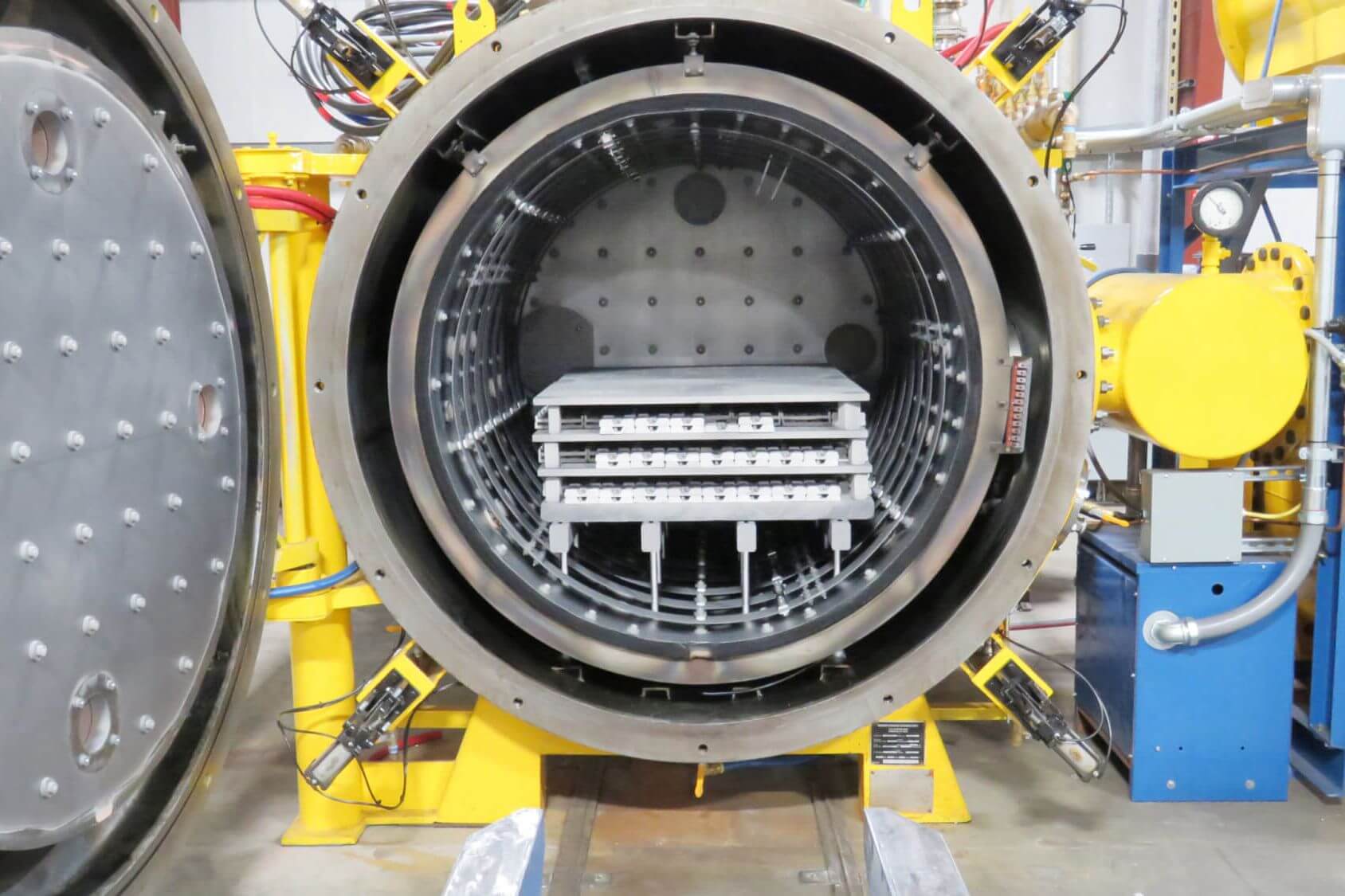
Descolagem e sinterização | O ligante é removido, então a peça marrom é sinterizada para que as partículas metálicas se liguem em um componente metálico denso. | Retração de sinterização, distorção, variação de densidade e método de suporte podem afetar o controle dimensional. | Zonas críticas de tolerância, estratégia de referência, método de inspeção e quaisquer superfícies que possam precisar de margem de usinagem. |
Operações secundárias e inspeção | Tratamento térmico, usinagem CNC, polimento, passivação, revestimento, galvanização ou montagem podem ser adicionados após a sinterização. | O pós-processamento pode alterar dureza, rugosidade superficial, espessura do revestimento, ajuste, aparência e risco de aceitação. | FAI, relatório CMM, certificado de material, teste de dureza, relatório de rugosidade superficial, relatório de espessura de revestimento ou padrão visual. |
O que é Moldagem por Injeção de Metal para Peças Metálicas Pequenas e Complexas?
A moldagem por injeção de metal é um processo de forma quase final para produzir componentes metálicos pequenos com geometria complexa. O processo combina princípios da metalurgia do pó e da moldagem por injeção de plástico: o pó metálico fornece a liga final, e o ligante dá temporariamente à mistura de pó fluidez suficiente para preencher um molde.
A MIM é adequada para peças que precisam de características internas, seções finas, furos pequenos, estrias, dentes de engrenagem, rebaixos ou produção repetida após aprovação do ferramental. Famílias típicas de peças MIM incluem ferragens de fechaduras, conectores eletrônicos, componentes de relógios e dobradiças, pequenos componentes de instrumentos médicos, mecanismos automotivos e peças de desgaste industriais. Para aplicações regulamentadas ou de desempenho crítico, as especificações do comprador, requisitos de qualificação e critérios de aceitação devem ser definidos antes da aprovação da produção; a validação final permanece responsabilidade do comprador.

Como a Moldagem por Injeção de Metal Converte Matéria-Prima em Peças Metálicas Sinterizadas
O processo MIM transforma a matéria-prima de pó metálico em uma peça metálica acabada através de preparação do pó, composição da matéria-prima, moldagem por injeção, descolagem, sinterização e operações secundárias. Cada etapa afeta a retração, densidade, condição superficial e inspeção dimensional.
Preparação do Pó Metálico para MIM
A seleção do pó metálico controla o material de partida para o processo. O pó deve corresponder à família de liga e ao alvo de desempenho do componente final. Graus de aço inoxidável como 316L, 17-4 PH e MIM-420 são escolhas comuns de MIM, enquanto ligas como Ti-6Al-4V, MP35N, liga de tungstênio e liga de cobalto requerem uma revisão mais específica da disponibilidade do pó e do comportamento do processamento.

Composição da Matéria-Prima e Preenchimento do Molde
Após a preparação do pó, o pó metálico é misturado com ligante para criar a matéria-prima MIM. A matéria-prima deve fluir para a cavidade do molde mantendo carga de pó suficiente para a sinterização. É por isso que a geometria da peça, localização do ponto de injeção, equilíbrio da espessura da parede e design das características moldadas são revisados antes do ferramental.
Descolagem e Retração de Sinterização
A descolagem remove o ligante da peça verde moldada e deixa uma peça marrom que pode ser sinterizada. Durante a sinterização sem pressão ou outra rota de sinterização aprovada, as partículas metálicas se unem e a peça retrai. O design do ferramental deve compensar a retração esperada da MIM, mas as dimensões críticas ainda precisam de revisão de tolerância baseada no desenho e planejamento de inspeção.
Quais Materiais MIM e Características da Peça Afetam a Adequação do Processo?
A adequação da MIM depende da liga, tamanho da peça, complexidade das características, zonas de tolerância e quantidade de produção. O processo não está disponível para todos os graus de metal, e um material que funciona bem em barra forjada, fundição ou estoque de usinagem pode não estar disponível ou ser prático como matéria-prima de pó MIM.
A rota de materiais MIM deve ser revisada juntamente com o desenho. O aço inoxidável 316L pode ser selecionado para resistência à corrosão, o aço inoxidável 17-4 PH pode ser selecionado quando a têmpera por precipitação é especificada, o aço inoxidável MIM-420 pode ser considerado quando dureza e resistência ao desgaste são importantes, e a rota de liga de titânio ou cobalto deve ser avaliada em relação às especificações do comprador e requisitos de qualificação.
As características da peça também afetam a manufaturabilidade da MIM. Rebaixos, furos cegos, paredes finas longas, canais internos, dentes moldados, pequenos ressaltos e nervuras que se cruzam podem ser razões úteis para considerar a MIM, mas cada característica altera o design do molde, suporte de descolagem, distorção de sinterização e acesso de inspeção. Características que suportam carga de montagem ou função de vedação devem ser identificadas como críticas antes da revisão do ferramental.
Como a Retração e Distorção de Sinterização Afetam a Tolerância da MIM
A retração de sinterização é um dos principais riscos de tolerância na moldagem por injeção de metal. O ferramental MIM é construído com compensação de retração, mas o resultado dimensional real depende do material, carga de pó, geometria da peça, equilíbrio da espessura da parede, método de suporte, atmosfera de sinterização e operações pós-sinterização.
Um desenho MIM deve separar dimensões gerais de dimensões críticas para a função. Superfícies gerais podem ser adequadas como sinterizadas após qualificação do processo, enquanto faces de vedação, assentos de rolamento, furos roscados, almofadas de referência, dentes de engrenagem ou furos de pressão podem precisar de usinagem CNC, retificação, alargamento, rosqueamento ou um calibre passa/não passa. Os compradores devem evitar assumir que toda característica moldada pode manter a mesma tolerância após a sinterização.
A evidência de inspeção deve corresponder ao risco da peça. A evidência comum pode incluir um relatório dimensional, inspeção CMM para referências e posições, verificação de densidade, certificado de material, teste de dureza após tratamento térmico, relatório de rugosidade superficial, relatório de espessura de revestimento ou padrão de inspeção visual. O pacote de inspeção necessário deve ser acordado antes da cotação, porque a profundidade da inspeção afeta o controle de fabricação e o custo.
Onde Peças MIM Podem Precisar de Usinagem CNC, Tratamento Térmico ou Acabamento Superficial
Muitas peças MIM ainda precisam de operações secundárias quando o desenho requer precisão local, dureza, resistência à corrosão, aparência estética ou ajuste de montagem. A MIM cria a forma metálica quase final, enquanto o pós-processamento traz características selecionadas para a especificação final.

Tratamento térmico pode ser necessário quando a liga selecionada e a condição do desenho exigem ajuste de dureza, resistência ou resistência ao desgaste. Para aço inoxidável 17-4 PH, a condição especificada e os critérios de aceitação devem ser confirmados antes da produção, porque a dureza final e o desempenho mecânico dependem da rota do material e do requisito de tratamento térmico.
Usinagem CNC pode ser necessária para faces de referência, furos apertados, roscas precisas, assentos de rolamento, faces de vedação ou superfícies de acoplamento. O acabamento superficial pode incluir polimento, passivação, revestimento, galvanização, pintura a pó ou PVD, dependendo do desenho e do ambiente de aplicação.

Quando Usinagem CNC, Fundição, Fundição Sob Pressão ou Estampagem Podem Ser Melhores Que MIM
A MIM não é a melhor rota para toda peça metálica. A usinagem CNC pode ser melhor para protótipos, peças de baixo volume, peças grandes, peças com mudanças frequentes de design ou componentes que precisam de usinagem a partir de barra ou chapa padrão. Fundição de precisão pode ser mais prática para formas metálicas maiores com geometria fundível, enquanto fundição sob pressão de alumínio ou fundição sob pressão de zinco pode ser adequada para carcaças, suportes e tampas não ferrosas maiores. Estampagem de chapa metálica é frequentemente uma rota melhor para componentes de chapa plana ou conformada.
Para validação inicial de design, prototipagem por impressão 3D, prototipagem por usinagem CNC ou moldagem rápida podem ajudar a confirmar o ajuste de montagem antes do ferramental MIM. Uma vez que o design se estabiliza e a demanda anual suporta o ferramental, a MIM pode reduzir a usinagem repetida de características metálicas pequenas e complexas.

Quais Informações Ajudam a Revisar uma Peça de Moldagem por Injeção de Metal Antes da Produção?
Uma revisão útil de MIM começa com a função da peça, o desenho e os riscos de fabricação que devem ser controlados. Os compradores devem fornecer um modelo 3D, desenho 2D, grau do material, quantidade anual estimada, estágio de protótipo ou produção, dimensões críticas, estratégia de referência, acabamento superficial, tratamento térmico, requisito de revestimento ou galvanização, requisito de relatório de inspeção e qualquer requisito de qualificação específico da aplicação.
Para a rota de serviço MIM da Neway Precision, a revisão deve identificar quais características podem permanecer como sinterizadas e quais características precisam de usinagem ou acabamento após a sinterização. Isso mantém a questão principal do artigo prática: o que é moldagem por injeção de metal, como funciona e quando o processo faz sentido para pequenas peças metálicas complexas?
FAQs Relacionadas



