Moldagem por Injeção de Metal: Prós, Contras e Considerações | Neway
Processo de Moldagem por Injeção de Metal (MIM) é um método de fabrico que conjuga a versatilidade da moldagem por injeção de plástico com a resistência e tenacidade da metalurgia de pós. O MIM oferece uma solução única para a produção em massa, permitindo criar peças de precisão complexas em diversos setores. Este artigo destina-se a apresentar de forma abrangente o processo MIM, as suas vantagens, desvantagens e as considerações críticas para a produção em grande escala.

O que é Moldagem por Injeção de Metal
A Moldagem por Injeção de Metal (MIM) é uma tecnologia de fabrico revolucionária que tem moldado a indústria há décadas. Mas o que é exatamente o MIM e como evoluiu? Vamos explorar a sua definição, história e o papel em vários setores.
Definição e História
O MIM combina a capacidade de produção em grande volume da moldagem por injeção com as vantagens dos materiais metálicos. Consiste em misturar pós metálicos com um ligante para formar uma matéria-prima (feedstock), que é injetada no molde para produzir uma peça verde. O ligante é removido e a peça é sinterizada para alcançar as propriedades finais.
As origens do MIM remontam à década de 1970, quando a necessidade de peças metálicas complexas e em grande volume começou a crescer. Ao longo dos anos, avanços na ciência dos materiais e no controlo do processo expandiram significativamente as capacidades do MIM, tornando-o numa escolha preferencial para a fabricação de peças metálicas de precisão.
O Papel em Indústrias
O MIM é crucial em diversas indústrias, incluindo automóvel, aeroespacial, médica, eletrónica e bens de consumo. A sua capacidade de produzir peças complexas com elevada precisão e excelentes propriedades mecânicas torna-o ideal para aplicações onde o desempenho e fiabilidade são fundamentais. O MIM é utilizado em instrumentos cirúrgicos, componentes automóveis, peças aeroespaciais e dispositivos eletrónicos.

Etapas do Processo MIM
O processo de Moldagem por Injeção de Metal (MIM) é um procedimento multifásico que transforma pós metálicos em componentes sólidos e totalmente densos. Cada etapa desempenha um papel crucial na qualidade e propriedades do produto final. Vamos detalhar cada uma:
Mistura do Feedstock
Começa-se pela preparação do feedstock, uma mistura de pós metálicos e um ligante. Os pós fornecem as propriedades do material final, enquanto o ligante facilita a moldagem. A mistura deve ser homogénea para garantir uma distribuição uniforme dos pós.
Moldagem por Injeção
O feedstock é aquecido e injetado no molde sob alta pressão, de forma semelhante ao plástico. O molde é dimensionado para produzir uma peça verde com forma final, considerando-se um maior volume para compensar a contração durante a sinterização.
Desligantação e Sinterização
Após a moldagem, o ligante é removido no processo de desligantação, deixando uma peça porosa conhecida como peça castanha. Esta é sinterizada em atmosfera controlada a alta temperatura, ligando as partículas metálicas e formando uma peça sólida e densa.
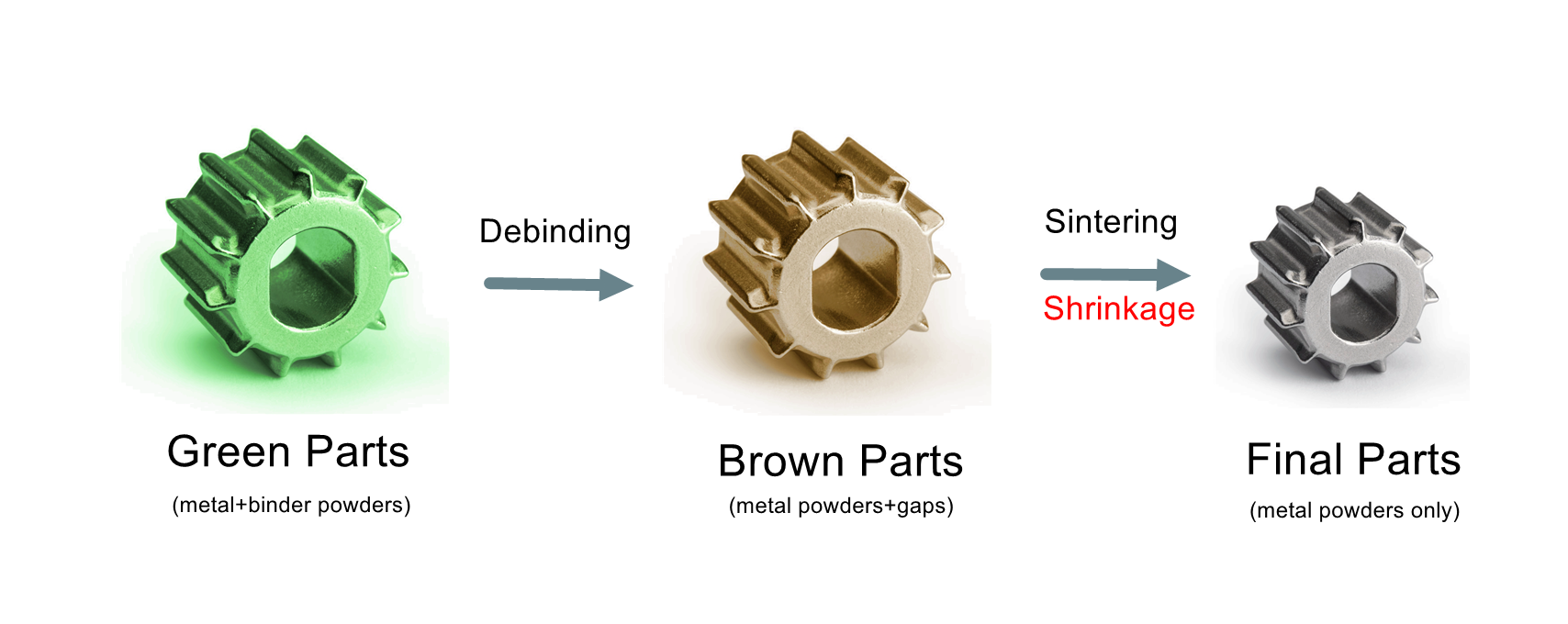
Correção de Forma
Devido à contração na sinterização, as dimensões podem divergir do molde. Por isso, são aplicadas correções de forma, como moldagem de precisão, fresagem CNC ou polimento, para atingir as dimensões e acabamento desejados.
Vantagens do MIM
O MIM oferece numerosas vantagens, tornando-o a escolha preferida para a produção de peças metálicas complexas e volumosas. Vamos analisar:
Alta Precisão
Consegue tolerâncias típicas de ±0,3% da dimensão nominal, ideal para aplicações com requisitos de exatidão elevados.
Grande Complexidade
Permite formas intrincadas, paredes finas e detalhes finos que seriam difíceis ou impossíveis com métodos convencionais.
Custo-efetividade
Em produção em massa, o custo unitário do MIM frequentemente supera outros processos, como a fundição de investimento. Compare aqui MIM vs. fundição de investimento.
MIM vs. Fundição de Investimento
Exemplo: 10×10×10 mm de cubo em inox 316L:
Criterio de Comparação | MIM | Fundição de Investimento | |
Produto: cubo 10×10×10 mm SS316L | 7,85 g | 7,85 g | |
Custo da Matriz | 2000 USD (alto) | 1000 USD (médio) | |
Custo do Material | 0,06 USD/peça (médio) | 0,04 USD/peça (baixo) | |
Custo de Moldagem | 0,20 USD/peça (baixo) | 0,35 USD/peça (alto) | |
Outros Custos | 0,10 USD/peça | 0,05 USD/peça | |
Tolerância | ±0,03 mm (0,3%) | ±0,05 mm (0,5%) | |
Produtividade | 4000 peças/dia | 0,36 USD/peça | 0,44 USD/peça |
Ampla Gama de Materiais
O MIM suporta vários materiais, desde aço inox até carboneto de tungsténio e ligas de titânio.
Metais Duros e de Ponto de Fusão Elevado
Permite moldar ligas de alto desempenho como ligas de cobalto, ligas de tungsténio e aços-ferramenta.
Desvantagens do MIM
Embora o MIM apresente muitas vantagens, também tem desvantagens, sobretudo o investimento inicial elevado, que pode não ser viável para baixo volume ou orçamentos reduzidos.
Maior Custo Inicial
Custo da Matriz Matrizes MIM são complexas e caras, mas amortizam-se em grande volume.
Custo do Material Pós metálicos têm custo superior ao metal a granel, mas reduzem desperdícios.
Custo de Desligantação Requer equipamento especializado e tempo, elevando custos.
Custo de Sinterização Alto consumo energético e equipamentos específicos, mas custo/peça baixa em lotes grandes.
Custo de Pós-Processamento CNC e polimento aumentam o custo final.
Limitações de Tamanho
Ideal para peças até ~50 mm. Neway produz até 250 mm, acima disso a uniformidade e manuseio tornam-se desafiantes.
Desafios do Processo
Cada etapa — mistura, parâmetros de moldagem, condições de sinterização — requer controlo rigoroso e elevada especialização para garantir qualidade.
Considerações na Produção
Seleção do Ligante Deve permitir boa fluidez e fácil remoção sem resíduos.
Tamanho do Pó Metálico Pós mais finos melhoram resistência verde e superfície, mas aumentam viscosidade.
Design da Matriz Projeto otimizado minimiza defeitos e compensa contração.
Paredes Finas Espessura mínima recomendada: 0,35 mm; 0,2 mm requer pós-processamento CNC.
O que Oferecemos em MIM
A Neway tem 30 anos de experiência em peças personalizadas. Como fornecedor de MIM, oferecemos serviço completo do design à produção:
1. Consultoria de Design: orientação gratuita em seleção de materiais, processos e design estrutural.
2. Design Mecânico e Cópia de Dados: criação de desenhos de produção a partir das suas especificações ou amostras.
3. Protótipos Rápidos: testes via CNC, impressão 3D e moldagem rápida.
4. Produção Sob Demanda: sem MOQ, para reduzir custos iniciais.
5. Montagem e Testes Simples: soldagem, fixação, encaixes e testes dimensionais, de forma, durabilidade e desgaste.
