Como lidamos com as cavidades internas (undercuts) na moldagem por injeção?
Como as cavidades internas devem ser tratadas na moldagem por injeção?
As cavidades internas na moldagem por injeção devem ser tratadas primeiro revisando se a geometria da peça pode ser alterada e, em seguida, decidindo se deslizamentos, levantadores, núcleos laterais, núcleos colapsáveis, mecanismos de desroscagem, moldagem por inserto ou operações secundárias são justificáveis. O problema prático do RFQ é escolher a solução de cavidade interna que permita moldagem e ejeção confiáveis sem adicionar custos evitáveis de ferramental, risco de tolerância, marcas estéticas ou manutenção de produção.
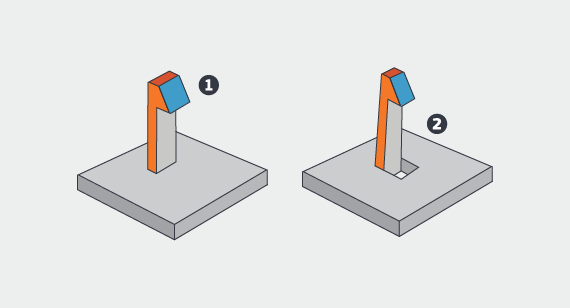
Uma cavidade interna é uma característica que impede que uma peça moldada seja liberada diretamente do molde na direção normal de abertura. As cavidades internas podem aparecer como ganchos, recursos de encaixe, furos laterais, roscas internas, ranhuras, clipes, abas de travamento, aberturas de cabos ou detalhes laterais ocultos. A moldagem por injeção de plástico, moldagem por injeção de metal e moldagem por injeção de cerâmica podem enfrentar problemas de cavidades internas, mas a solução depende do comportamento do material, tamanho da peça, encolhimento, resistência do recurso e quantidade de produção.
Quando o projeto da peça deve ser alterado para remover cavidades internas?
A alteração do projeto é geralmente a primeira opção quando a cavidade interna não é essencial para a função da peça. Adicionar inclinação, mover a linha de partição, abrir uma janela lateral, dividir o componente em duas peças, alterar um detalhe de encaixe ou substituir um gancho oculto por um recurso de fixação mais simples pode reduzir a complexidade do molde. Esta abordagem pode reduzir o risco de ferramental e tornar a produção mais repetível.
O comprador deve identificar quais recursos de cavidade interna são funcionais e quais são apenas herdados de um projeto inicial. Uma ranhura cosmética, uma parede reversa desnecessária ou um encaixe excessivamente agressivo podem ser mais fáceis de redesenhar do que moldar com ação lateral. Se a cavidade interna for necessária para montagem, vedação, retenção ou função do produto, o RFQ deve explicar o propósito para que a revisão do ferramental possa escolher um mecanismo apropriado.
Quando são usados deslizamentos, levantadores e núcleos laterais para cavidades internas?
Deslizamentos, levantadores e núcleos laterais são soluções comuns de ferramental para furos laterais externos, clipes, janelas, recursos de trava e geometria voltada para o lado. Um deslizamento move-se lateralmente antes que a peça seja ejetada. Um levantador move-se em um ângulo para liberar um recurso. Um núcleo lateral forma um furo, rebaixo ou recurso que não pode ser criado na direção principal de abertura do molde.
Esses mecanismos adicionam custo, tamanho do molde, pontos de desgaste, requisitos de temporização e manutenção. Eles também podem deixar linhas de partição, marcas de testemunha ou pequenas áreas de desalinhamento. O RFQ deve definir superfícies cosméticas, superfícies de vedação, dimensões críticas próximas à ação lateral, volume de produção esperado e se o recurso de ação lateral precisa de inspeção com CMM, calibres de pino ou calibres passa/não passa.
Quando são necessários núcleos colapsáveis e moldes de desroscagem?
Núcleos colapsáveis podem ajudar a moldar cavidades internas, como ranhuras internas, anéis de mola ou recursos que envolvem o núcleo. Moldes de desroscagem são usados quando roscas moldadas ou recursos helicoidais devem ser liberados sem danificar a peça. Esses mecanismos são mais complexos do que simples deslizamentos e devem ser justificados pela função da peça e plano de produção.
Para recursos roscados, o comprador deve confirmar se uma rosca moldada é realmente necessária ou se um inserto rosqueado pós-moldagem, inserto metálico, rosqueamento secundário ou alteração de montagem é mais prático. A decisão correta depende do material, resistência da rosca, requisito de desgaste, requisito de torque, tolerância e número de peças a serem produzidas.
A moldagem por inserto ou supermoldagem pode resolver problemas de cavidades internas?
A moldagem por inserto pode, às vezes, substituir uma cavidade interna difícil de moldar por um inserto metálico, inserto rosqueado, bucha, pino ou reforço. A supermoldagem pode criar recursos de aderência, vedação, amortecimento ou retenção usando um segundo material quando o projeto e a compatibilidade do material suportam essa rota. Essas opções podem simplificar o molde principal, mas introduzem questões de posicionamento do inserto, adesão, rebarbas e controle de montagem.
O RFQ deve incluir o desenho do inserto, material do inserto, material de supermoldagem, requisito de adesão, requisito de extração, requisito de torque e qualquer teste de vazamento ou durabilidade. A moldagem por inserto e a supermoldagem devem resolver um problema funcional, não apenas transferir complexidade de uma etapa do processo para outra.
Quando as operações secundárias ou mudanças de rota são melhores?
As operações secundárias podem ser melhores quando a cavidade interna é pequena, de baixo volume, difícil de ferramental ou localizada em uma superfície de precisão. Furação, fresagem, corte, rosqueamento, ranhuração ou remoção manual podem ser considerados após a moldagem quando a complexidade do ferramental não é justificada. Para peças MIM e CIM, usinagem ou retificação pós-sinterização podem ser necessárias para alguns recursos semelhantes a cavidades internas, mas a dureza e fragilidade do material devem ser consideradas.
Uma mudança de rota pode ser melhor quando a peça tem muitas cavidades internas para moldagem por injeção confiável. Usinagem CNC, fundição, manufatura aditiva, fabricação ou montagem de várias peças podem ser revisadas dependendo da quantidade, material, tolerância e custo-alvo. Os compradores devem solicitar uma revisão da rota do processo quando a cavidade interna controla o custo ou a capacidade de fabricação de toda a peça.
Quais informações do RFQ ajudam a revisar cavidades internas?
Um RFQ útil deve incluir o desenho 2D, modelo 3D, grau do material, quantidade de produção, função da cavidade interna, requisito de montagem, superfícies cosméticas, dimensões críticas, limites de inclinação, requisitos de tolerância e método de inspeção. Se uma cavidade interna estiver ligada a encaixe por pressão, vedação, roteamento de cabos, fluxo de fluido, montagem rosqueada ou força de retenção, o comprador deve descrever esse requisito funcional.
A revisão do molde deve identificar quais cavidades internas podem ser removidas por projeto, quais requerem ação lateral, quais requerem mecanismos especiais de núcleo e quais podem ser melhor tratadas após a moldagem. Esta classificação ajuda o comprador a comparar custo de ferramental, risco de produção, tempo de ciclo, manutenção e inspeção final antes de se comprometer com o projeto do molde.
Solução de Cavidade Interna | Situação Mais Adequada | Risco de Fabricação | Confirmação Necessária do Comprador |
Alteração de projeto | Cavidades internas não funcionais, paredes reversas evitáveis ou recursos que podem ser divididos ou inclinados | Alteração de montagem, alteração de aparência ou necessidade de aprovação do projeto pelo comprador | Propósito funcional, margem de inclinação, preferência de linha de partição e limites de superfície cosmética |
Deslizamento, levantador ou núcleo lateral | Furos laterais, clipes laterais, detalhes de trava e recursos fora da direção principal de abertura do molde | Desgaste do ferramental, desalinhamento, rebarbas, tempo de ciclo e manutenção da ação lateral | Dimensões críticas, classe de superfície, volume esperado e método de inspeção |
Núcleo colapsável ou molde de desroscagem | Cavidades internas, recursos roscados ou geometria envolvida em torno de um núcleo | Maior complexidade do ferramental, temporização do mecanismo, danos à rosca e custo de manutenção | Função da rosca, requisito de torque, comportamento do material e quantidade de produção |
Operação secundária ou mudança de rota | Baixo volume, recursos difíceis de ferramental ou cavidades internas que precisam de precisão pós-moldagem | Custo adicional de operação, necessidade de fixação, rebarbas, variação dimensional e danos por manuseio | Quantidade, tolerância, estrutura de referência, margem de rebarba e evidência de inspeção final |
Perguntas Frequentes Relacionadas
Quais considerações são essenciais para projetar peças para moldagem por injeção?
Quais recursos devem ser evitados em projetos de moldagem por injeção?
Quão precisas são as peças moldadas por injeção de plástico?
Quais recursos de projeto devem ser evitados na moldagem por injeção rápida?
Qual é a diferença entre moldagem por inserto e supermoldagem?
