Prototypes de moulage sous pression en aluminium : CNC, outillage rapide ou moulage sous pression ?
Pour de nombreux programmes OEM, les prototypes de moulage sous pression en aluminium ne sont pas de simples échantillons optionnels. Ils constituent une étape cruciale pour déterminer si une pièce est prête pour l'investissement en outillage et la production de masse. Avant de s'engager dans un moule durci, les acheteurs doivent généralement vérifier bien plus que la forme externe. Ils doivent confirmer l'ajustement de l'assemblage, les cotes fonctionnelles, la surépaisseur d'usinage, la logique de l'épaisseur de paroi, les attentes cosmétiques, et si la géométrie convient à une production stable. C'est pourquoi la stratégie de prototypage est l'une des décisions les plus importantes au début du développement du moulage sous pression en aluminium.
La difficulté réside dans le fait que le terme « prototype » peut signifier des choses très différentes. Certains projets ont seulement besoin d'un échantillon en aluminium usiné rapidement par CNC pour confirmer l'ajustement et l'assemblage. D'autres nécessitent des pièces produites en faible volume via un outillage rapide pour évaluer le comportement du processus de manière plus réaliste. Dans certains cas, les acheteurs ont besoin de véritables pièces prototypes de moulage sous pression, car seul le processus réel peut révéler le comportement lié au retrait, l'influence de l'attaque de coulée, l'emplacement des lignes de bavure ou les conditions d'usinage post-moulage. Le choix entre l'usinage CNC, l'outillage rapide et le moulage sous pression dépend de ce que le prototype doit exactement prouver.
Pourquoi les prototypes de moulage sous pression en aluminium sont nécessaires avant l'investissement en outillage
L'outillage durci pour le moulage sous pression représente un investissement important ; ainsi, les acheteurs souhaitent généralement réduire les risques avant d'approuver les moules de production. Les pièces prototypes sont utilisées pour valider si la conception est suffisamment mature pour cette étape. En pratique, un prototype peut être nécessaire pour vérifier les jeux d'assemblage, la précision de l'interface de montage, la rigidité des parois, la géométrie de dissipation thermique, les caractéristiques d'étanchéité, la logique des références d'usinage et l'apparence cible après grenaillage, revêtement ou peinture.
Le travail de prototypage est particulièrement important pour les pièces aux parois minces, aux multiples surfaces d'usinage, aux faces extérieures cosmétiques, aux nervures intégrées ou à l'emballage serré dans des assemblages plus grands. Même lorsque le modèle CAO semble correct, les pièces prototypes révèlent souvent des problèmes cachés tels que l'empilement des tolérances, les contraintes d'accès des outils, une logique de dépouille insuffisante, des transitions de nervures faibles ou des attentes de finition irréalistes. C'est pourquoi une phase de prototypage bien planifiée peut réduire le coût global de développement plutôt que d'ajouter des retards inutiles.
Prototypes CNC contre prototypes de moulage sous pression en aluminium
Les prototypes CNC sont souvent la voie la plus rapide lorsque l'objectif principal est de vérifier la géométrie externe, l'interface d'assemblage ou la fonction mécanique sans reproduire immédiatement le processus exact de moulage sous pression. Grâce au prototypage par usinage CNC, les acheteurs peuvent obtenir rapidement des pièces en aluminium et vérifier les trous de montage, les emplacements de roulements, les interfaces de joints, l'ajustement du boîtier et les proportions générales de la conception. L'usinage CNC est particulièrement efficace lorsque la conception est encore en évolution et que des révisions fréquentes sont attendues.
Cependant, les pièces usinées par CNC ne représentent pas entièrement les conditions réelles de moulage sous pression. Elles ne reproduisent pas le comportement de retrait de la coulée, les effets d'écoulement du matériau liés à l'attaque, la structure de la peau telle que coulée, la logique de la ligne de séparation ou la texture de surface réelle du moulage sous pression. Elles peuvent également masquer des problèmes de fabricabilité, car une pièce CNC peut souvent être usinée à partir d'un bloc plein même si la même géométrie serait difficile, inefficace ou instable en moulage sous pression. Cela signifie que l'usinage CNC est excellent pour la validation de la conception, mais moins fiable pour la validation complète du processus.
En revanche, les pièces prototypes de moulage sous pression en aluminium sont beaucoup plus utiles lorsque l'acheteur souhaite évaluer le comportement réel de la coulée. Ces pièces peuvent aider à révéler comment les parois minces se remplissent, comment se comporte le retrait local, si les emplacements des éjecteurs et des lignes de séparation sont acceptables, quelle quantité de matière reste pour l'usinage et comment la qualité de surface se compare aux attentes. Le compromis est que les véritables prototypes de moulage sous pression nécessitent généralement plus de préparation que de simples pièces CNC, surtout si un outillage dédié est impliqué.
Résumé de la sélection entre prototype CNC et prototype de moulage sous pression
Voie de prototypage | Meilleur usage pour | Avantage principal | Limitation principale |
|---|---|---|---|
Validation rapide de la géométrie et de l'assemblage | Délai d'exécution rapide et révision de conception facile | Ne représente pas entièrement le comportement du processus de moulage sous pression | |
Prototype de moulage sous pression en aluminium | Validation du processus réel et examen des risques de production | Plus proche des conditions réelles de coulée et du comportement de finition | Effort de préparation plus élevé que le prototypage CNC |
Validation en faible volume avant l'outillage complet | Pont utile entre l'échantillon conceptuel et la production de masse | Toujours pas toujours identique à l'outillage de production durci |
Outillage rapide pour la validation en faible volume
L'outillage rapide est souvent le compromis le plus pratique lorsque les acheteurs ont besoin d'une validation pré-production plus réaliste que celle que peut offrir l'usinage CNC, mais ne sont pas encore prêts à investir dans des moules de production complets. À ce stade, l'objectif est généralement de produire un lot limité de pièces qui simulent mieux les conditions réelles de fabrication tout en maîtrisant les coûts de développement. Pour certains projets, cela peut être le moyen le plus efficace de confirmer la maturité de la géométrie, la répétabilité de l'assemblage, la surépaisseur post-usinage et la faisabilité de la finition avant la libération de l'outil de production.
Cette voie est particulièrement précieuse lorsque la pièce devrait passer rapidement à la production en série, mais que l'équipe a toujours besoin d'une validation physique de l'ajustement, de la manipulation et de la compatibilité avec les processus en aval. Les acheteurs planifiant cette étape devraient également examiner les options plus larges de prototypage et le rôle du prototypage par moulage rapide pour faire le lien entre le développement du concept et le lancement de la production.
Comment les pièces prototypes aident à vérifier l'assemblage, le retrait, la surépaisseur d'usinage et la finition
Les pièces prototypes doivent être sélectionnées en fonction de ce que l'équipe de projet cherche à vérifier. Si la préoccupation principale est l'ajustement de l'assemblage, alors le placement précis des trous, les faces d'interface, les sièges de joints et la géométrie d'accouplement sont prioritaires. Si la préoccupation est la readiness pour le moulage sous pression, alors les transitions d'épaisseur de paroi, la structure des nervures, l'exposition de la ligne de séparation et les zones probablement sensibles au retrait deviennent plus importantes. Si la préoccupation est le post-traitement, alors la surépaisseur d'usinage, l'accès à l'ébavurage, les surfaces cosmétiques et la réponse à la finition doivent être évaluées.
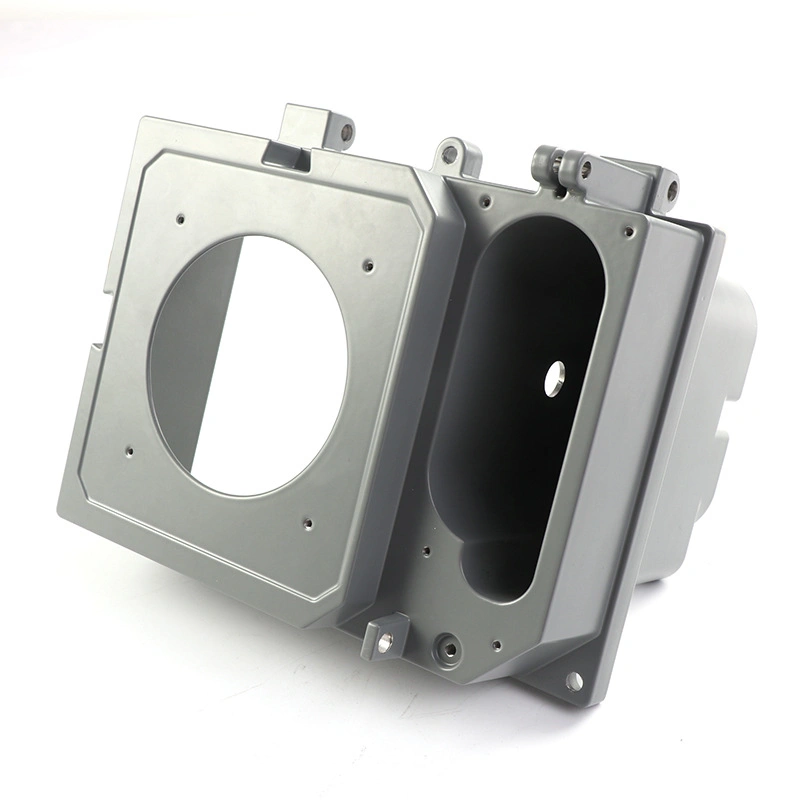
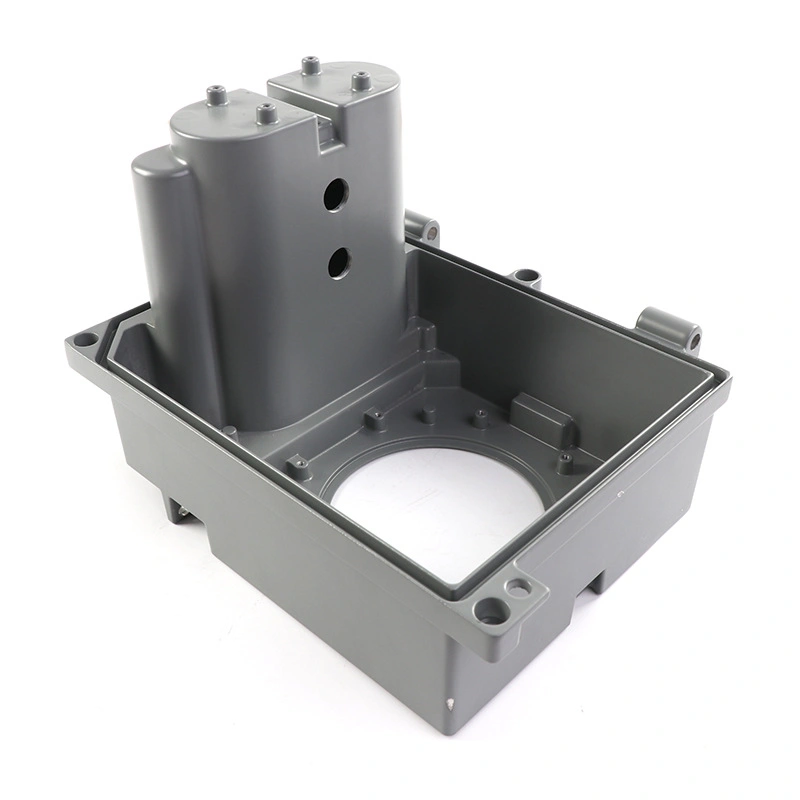
Pour les boîtiers et les pièces structurelles en aluminium, la validation par prototype révèle souvent si l'épaisseur de paroi est suffisamment équilibrée pour une coulée stable, si les bossages locaux ou les nervures nécessitent une reconception, si les filetages doivent être usinés ou reconçus, et si les surfaces cosmétiques peuvent tolérer la logique des attaques et des éjecteurs. Cela peut également aider à confirmer si la pièce doit recevoir un grenaillage, un polissage, une peinture ou une finition liée à l'anodisation après la coulée. Les acheteurs évaluant les attentes de surface peuvent également trouver utile de consulter les pièces en aluminium anodisé et l'anodisation de l'aluminium moulé si le produit final a des exigences décoratives ou de résistance à la corrosion.
Ce que chaque étape de prototypage peut vérifier
Élément de validation | Prototype CNC | Prototype d'outillage rapide | Prototype de moulage sous pression |
|---|---|---|---|
Ajustement de l'assemblage | Fort | Fort | Fort |
Géométrie fonctionnelle de base | Fort | Fort | Fort |
Comportement de retrait de la coulée | Faible | Modéré | Fort |
Examen de la surépaisseur d'usinage | Modéré | Modéré à fort | Fort |
Réalisme de la finition de surface | Limité | Modéré | Fort |
Logique de la ligne de séparation et d'éjection | Faible | Modéré | Fort |
Examen de la répétabilité par lot | Faible | Modéré | Fort |
Quand passer du prototype à la production par moulage sous pression
Le bon moment pour passer à l'outillage de production est généralement lorsque la phase de prototype a répondu aux questions techniques et commerciales les plus importantes. Cela signifie que l'ajustement de l'assemblage est confirmé, les caractéristiques critiques sont stables, la structure des parois est acceptée, la stratégie d'usinage est définie et les attentes de finition de surface sont alignées avec le processus réel. Cela signifie également que la quantité annuelle et le cas commercial sont suffisamment solides pour justifier l'investissement dans le moule.
Les acheteurs doivent éviter de passer trop tôt à l'outillage complet si le prototype montre encore des problèmes d'ajustement non résolus, une surépaisseur d'usinage incertaine ou des préoccupations cosmétiques. D'un autre côté, attendre trop longtemps après que la conception soit déjà stable peut retarder inutilement le lancement. La décision doit être basée sur le fait que le projet présente encore une incertitude de conception ou s'il ne reste que la planification de l'exécution.
Signes qu'un projet est prêt pour l'outillage de production
Signal de readiness | Pourquoi c'est important |
|---|---|
L'ajustement de l'assemblage est vérifié | Réduit le risque de correction de l'outil due à des erreurs d'interface |
Les caractéristiques d'usinage critiques sont définies | Permet d'optimiser conjointement l'outillage et la trajectoire d'usinage |
L'épaisseur de paroi et la logique des nervures sont acceptées | Améliore la stabilité de la coulée et réduit le risque de défauts |
Les attentes de surface sont réalistes | Empêche les désaccords cosmétiques après la libération de l'outil |
Le volume annuel est confirmé | Soutient l'amortissement de l'outillage et la sélection du processus |
Le dossier de demande de devis (RFQ) est complet | Améliore la précision du devis, la conception de l'outillage et le calendrier de lancement |
Checklist pour l'acheteur : fichiers 3D, dessins 2D, matériau, finition, quantité
Un bon plan de prototypage commence par un dossier de demande de devis (RFQ) complet. Les fournisseurs ne peuvent recommander la bonne voie de prototypage que s'ils comprennent ce que l'acheteur cherche à valider et ce que la pièce est censée devenir en production. Des données incomplètes conduisent souvent à choisir la mauvaise méthode de prototypage, ce qui peut faire perdre du temps et augmenter les coûts de développement.
Checklist RFQ de prototypage pour les pièces en aluminium
Élément RFQ | Pourquoi c'est important |
|---|---|
Fichiers 3D | Permettent d'examiner la géométrie, l'épaisseur de paroi, les nervures et la logique de l'outillage |
Dessins 2D | Définissent les cotes critiques, les références et les priorités de tolérance |
Matériau | Précise si le prototype doit simuler le comportement de l'alliage final |
Exigence de finition | Détermine si une validation cosmétique ou de revêtement est nécessaire |
Quantité | Aide à choisir entre un prototype CNC unique, une validation en faible volume ou un essai de processus |
Surfaces d'usinage | Identifie quelles caractéristiques nécessitent un examen post-traitement |
Contexte d'application | Aide à déterminer si la fonction, l'ajustement ou le réalisme du processus importe le plus |
Plus ces informations sont complètes, plus il devient facile de choisir entre le prototypage par usinage CNC, le prototypage par moulage rapide et le développement réel de prototypes de moulage sous pression en aluminium.
Conclusion : Choisissez la voie de prototypage en fonction de ce qui doit être prouvé
Les prototypes de moulage sous pression en aluminium sont plus utiles lorsqu'ils sont choisis en fonction de l'objectif de validation plutôt que par habitude. Les prototypes CNC sont idéaux pour les vérifications rapides de géométrie et d'assemblage. L'outillage rapide peut soutenir une validation orientée processus en faible volume avant l'outillage durci. Les véritables pièces prototypes de moulage sous pression sont meilleures lorsque l'équipe doit comprendre le comportement de la coulée, l'influence du retrait, la surépaisseur d'usinage et les conditions de surface similaires à la production.
Pour les acheteurs développant de nouvelles pièces OEM en aluminium, la voie de prototypage la plus judicieuse est celle qui répond aux questions techniques les plus importantes avant l'investissement en outillage. Si vous préparez un nouveau projet, commencez par examiner le moulage sous pression en aluminium, comparez les voies de prototypage disponibles et alignez votre demande de devis (RFQ) sur la fonction exacte que le prototype est censé valider.



