Aluminium-Druckguss-Prototypen: CNC, Rapid Tooling oder Druckguss?
Bei vielen OEM-Programmen sind Aluminium-Druckguss-Prototypen nicht nur optionale Muster. Sie sind ein entscheidender Schritt, um zu entscheiden, ob ein Teil bereit für die Werkzeuginvestition und Massenproduktion ist. Bevor man sich für eine gehärtete Form entscheidet, müssen Käufer in der Regel viel mehr als nur die äußere Form überprüfen. Sie müssen die Montagepassung, funktionale Abmessungen, Bearbeitungszugabe, Wandstärkenlogik, kosmetische Erwartungen und die Eignung der Geometrie für eine stabile Produktion bestätigen. Deshalb ist die Prototypenstrategie eine der wichtigsten frühen Entscheidungen in der Aluminium-Druckguss-Entwicklung.
Die Schwierigkeit besteht darin, dass „Prototyp“ sehr unterschiedliche Dinge bedeuten kann. Einige Projekte benötigen nur ein schnelles CNC-gefrästes Aluminiummuster, um Passung und Montage zu bestätigen. Andere benötigen Kleinserienteile, die durch Rapid Tooling hergestellt werden, um das Prozessverhalten realistischer zu bewerten. In einigen Fällen benötigen Käufer echte Druckguss-Prototypenteile, weil nur der reale Prozess schwindungsbedingtes Verhalten, Angussbeeinflussung, Gratlinienlage oder Nachbearbeitungsbedingungen aufdecken kann. Die Wahl zwischen CNC, Rapid Tooling und Druckguss hängt davon ab, was genau der Prototyp beweisen muss.
Warum Aluminium-Druckguss-Prototypen vor der Werkzeuginvestition benötigt werden
Hartwerkzeuge für den Druckguss stellen eine erhebliche Investition dar, daher möchten Käufer in der Regel das Risiko vor der Freigabe von Produktionsformen reduzieren. Prototypenteile werden verwendet, um zu validieren, ob das Design für diesen Schritt ausgereift genug ist. In der Praxis kann ein Prototyp benötigt werden, um Montagespiele, Genauigkeit der Schnittstellen, Wandsteifigkeit, Wärmeableitungsgeometrie, Dichtungseigenschaften, Bearbeitungsbezugslogik und das angestrebte Erscheinungsbild nach dem Strahlen, Beschichten oder Lackieren zu überprüfen.
Prototypenarbeit ist besonders wichtig für Teile mit dünnen Wänden, mehreren Bearbeitungsflächen, kosmetischen Außenflächen, integrierten Rippen oder engen Bauräumen in größeren Baugruppen. Selbst wenn das CAD-Modell korrekt erscheint, zeigen Prototypenteile oft versteckte Probleme wie Toleranzstapelung, Werkzeugzugangsbeschränkungen, unzureichende Schrägenlogik, schwache Rippenübergänge oder unrealistische Oberflächenerwartungen. Aus diesem Grund kann eine gut geplante Prototypenphase die gesamten Entwicklungskosten senken, anstatt unnötige Verzögerungen zu verursachen.
CNC-Prototypen vs. Aluminium-Druckguss-Prototypen
CNC-Prototypen sind oft der schnellste Weg, wenn das Hauptziel darin besteht, die äußere Geometrie, die Montageschnittstelle oder die mechanische Funktion zu überprüfen, ohne sofort den genauen Druckgussprozess zu reproduzieren. Durch CNC-Bearbeitungs-Prototyping können Käufer schnell Aluminiumteile erhalten und Bohrungen, Lagerstellen, Dichtungsschnittstellen, Gehäusepassung und allgemeine Designproportionen überprüfen. CNC ist besonders effektiv, wenn sich das Design noch in der Entwicklung befindet und häufige Überarbeitungen zu erwarten sind.
CNC-gefräste Teile repräsentieren jedoch nicht vollständig die tatsächlichen Druckgussbedingungen. Sie reproduzieren nicht das Schwindungsverhalten des Gusses, angussbedingte Materialflusseffekte, die Gusshautstruktur, die Trennebenenlogik oder die reale Druckgussoberflächentextur. Sie können auch Herstellbarkeitsprobleme verbergen, da ein CNC-Teil oft aus vollem Material gefräst werden kann, selbst wenn die gleiche Geometrie im Druckguss schwierig, ineffizient oder instabil wäre. Das bedeutet, dass CNC hervorragend für die Designvalidierung, aber weniger zuverlässig für die vollständige Prozessvalidierung ist.
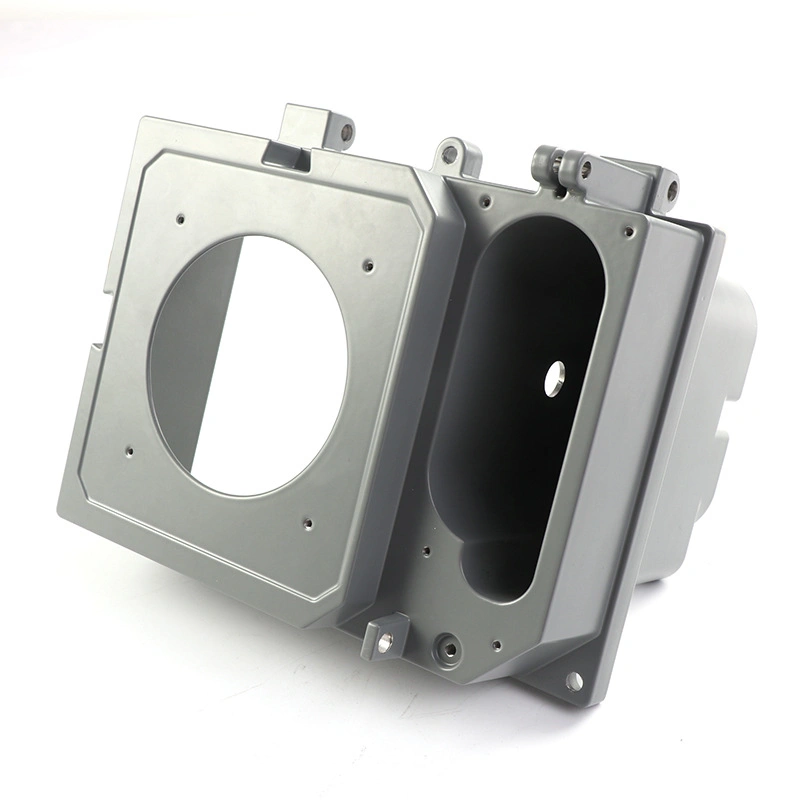
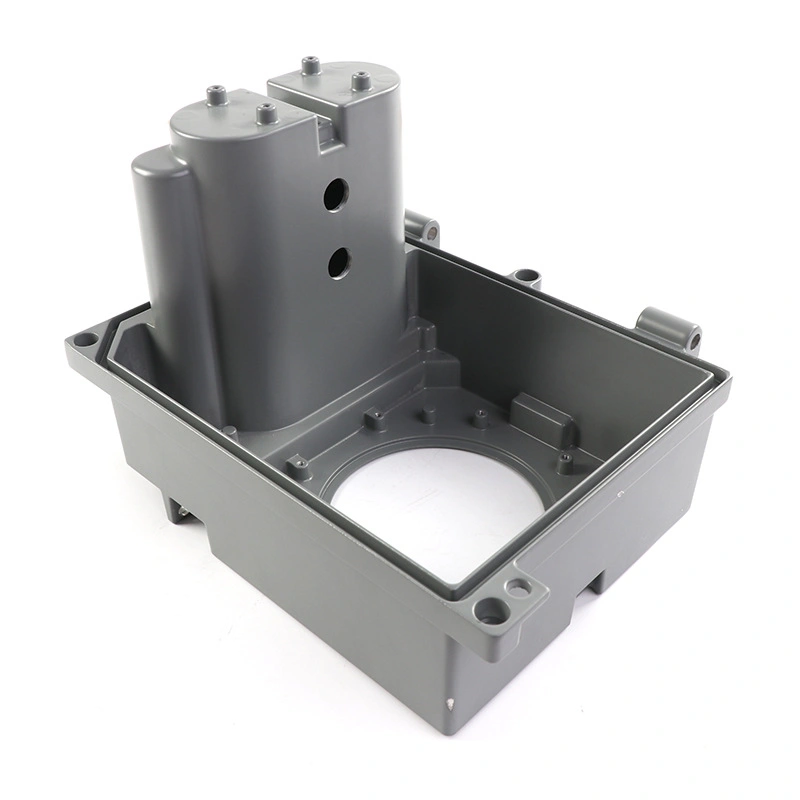
Im Gegensatz dazu sind Aluminium-Druckguss-Prototypenteile viel nützlicher, wenn der Käufer das tatsächliche Gussverhalten bewerten möchte. Diese Teile können helfen aufzudecken, wie dünne Wände füllen, wie sich lokale Schwindung verhält, ob Auswerfer- und Trennebenenpositionen akzeptabel sind, wie viel Aufmaß für die Bearbeitung bleibt und wie die Oberflächenqualität im Vergleich zu den Erwartungen abschneidet. Der Nachteil ist, dass echte Druckguss-Prototypen in der Regel mehr Vorbereitung erfordern als einfache CNC-Teile, insbesondere wenn spezielle Werkzeuge erforderlich sind.
CNC vs. Druckguss-Prototypenauswahl – Zusammenfassung
Prototypen-Methode | Am besten geeignet für | Hauptvorteil | Haupteinschränkung |
|---|---|---|---|
Schnelle Geometrie- und Montagevalidierung | Schnelle Durchlaufzeit und einfache Designänderungen | Repräsentiert nicht vollständig das Druckgussprozessverhalten | |
Aluminium-Druckguss-Prototyp | Reale Prozessvalidierung und Produktionsrisikobewertung | Näher an tatsächlichen Gussbedingungen und Oberflächenverhalten | Höherer Vorbereitungsaufwand als CNC-Prototyping |
Kleinserienvalidierung vor vollständiger Werkzeugausstattung | Nützliche Brücke zwischen Konzeptmuster und Massenproduktion | Nicht immer identisch mit gehärteten Produktionswerkzeugen |
Rapid Tooling für die Kleinserienvalidierung
Rapid Tooling ist oft das praktischste Mittelding, wenn Käufer eine realistischere Vorabvalidierung benötigen, als CNC bieten kann, aber noch nicht bereit sind, in vollständige Produktionsformen zu investieren. In dieser Phase besteht das Ziel in der Regel darin, eine begrenzte Charge von Teilen zu produzieren, die die realen Fertigungsbedingungen besser simulieren, während die Entwicklungskosten kontrolliert werden. Für einige Projekte kann dies der effizienteste Weg sein, um die Geometriereife, Montagewiederholbarkeit, Bearbeitungszugabe und Oberflächenmachbarkeit zu bestätigen, bevor das Produktionswerkzeug freigegeben wird.
Dieser Weg ist besonders wertvoll, wenn das Teil voraussichtlich schnell in die Serienproduktion übergeht, das Team aber dennoch eine physische Validierung von Passung, Handhabung und Kompatibilität mit nachgelagerten Prozessen benötigt. Käufer, die diesen Schritt planen, sollten auch breitere Prototyping-Optionen und die Rolle des Rapid Molding Prototyping bei der Überbrückung von Konzeptentwicklung und Produktionsstart prüfen.
Wie Prototypenteile bei der Überprüfung von Montage, Schwindung, Bearbeitungszugabe und Oberfläche helfen
Prototypenteile sollten basierend darauf ausgewählt werden, was das Projektteam überprüfen möchte. Wenn das Hauptanliegen die Montagepassung ist, dann sind genaue Lochpositionen, Schnittstellenflächen, Dichtungssitze und passende Geometrie die Priorität. Wenn das Anliegen die Druckgussbereitschaft ist, dann werden Wandstärkenübergänge, Rippenstruktur, Trennebenenexposition und wahrscheinlich schwindungsempfindliche Zonen wichtiger. Wenn das Anliegen die Nachbearbeitung ist, müssen Bearbeitungszugabe, Beschnittzugang, kosmetische Oberflächen und das Ansprechverhalten auf die Endbearbeitung bewertet werden.
Bei Aluminiumgehäusen und Strukturteilen zeigt die Prototypenvalidierung oft, ob die Wandstärke für einen stabilen Guss ausreichend ausgewogen ist, ob lokale Ansätze oder Rippen neu gestaltet werden müssen, ob Gewinde bearbeitet oder umgestaltet werden sollten und ob kosmetische Oberflächen die Anschnitt- und Auswerferlogik tolerieren können. Sie kann auch helfen zu bestätigen, ob das Teil nach dem Guss gestrahlt, poliert, lackiert oder eloxiert werden soll. Käufer, die Oberflächenerwartungen bewerten, finden es möglicherweise auch nützlich, eloxierte Aluminiumteile und Eloxieren von Gussaluminium zu überprüfen, wenn das Endprodukt dekorative oder korrosionsbeständige Anforderungen hat.
Was jede Prototypenstufe überprüfen kann
Validierungspunkt | CNC-Prototyp | Rapid-Tooling-Prototyp | Druckguss-Prototyp |
|---|---|---|---|
Montagepassung | Stark | Stark | Stark |
Grundlegende funktionale Geometrie | Stark | Stark | Stark |
Schwindungsverhalten beim Guss | Schwach | Mäßig | Stark |
Überprüfung der Bearbeitungszugabe | Mäßig | Mäßig bis stark | Stark |
Realitätsgrad der Oberfläche | Begrenzt | Mäßig | Stark |
Trennebenen- und Auswerferlogik | Schwach | Mäßig | Stark |
Überprüfung der Chargenwiederholbarkeit | Schwach | Mäßig | Stark |
Wann vom Prototypen zur Druckgussproduktion übergegangen werden sollte
Der richtige Zeitpunkt für den Übergang zu Produktionswerkzeugen ist in der Regel dann, wenn die Prototypenphase die wichtigsten technischen und kommerziellen Fragen beantwortet hat. Das bedeutet, dass die Montagepassung bestätigt ist, kritische Merkmale stabil sind, die Wandstruktur akzeptiert ist, die Bearbeitungsstrategie definiert ist und die Oberflächenerwartungen mit dem realen Prozess übereinstimmen. Es bedeutet auch, dass die Jahresmenge und das Geschäftsszenario stark genug sind, um die Werkzeuginvestition zu rechtfertigen.
Käufer sollten vermeiden, zu früh in vollständige Werkzeuge zu investieren, wenn der Prototyp noch ungelöste Passungsprobleme, unsichere Bearbeitungszugaben oder kosmetische Bedenken aufweist. Andererseits kann ein zu langes Warten, nachdem das Design bereits stabil ist, den Start unnötig verzögern. Die Entscheidung sollte darauf basieren, ob das Projekt noch Designunsicherheiten oder nur noch Ausführungsplanung hat.
Anzeichen, dass ein Projekt für Produktionswerkzeuge bereit ist
Bereitschaftssignal | Warum es wichtig ist |
|---|---|
Montagepassung ist bestätigt | Reduziert das Risiko von Werkzeugkorrekturen aufgrund von Schnittstellenfehlern |
Kritische Bearbeitungsmerkmale sind definiert | Ermöglicht die gemeinsame Optimierung von Werkzeug und Bearbeitungsroute |
Wandstärke und Rippenlogik sind akzeptiert | Verbessert die Gussstabilität und reduziert das Fehlerrisiko |
Oberflächenerwartungen sind realistisch | Verhindert kosmetische Meinungsverschiedenheiten nach Werkzeugfreigabe |
Jahresmenge ist bestätigt | Unterstützt Werkzeugabschreibung und Prozessauswahl |
RFQ-Paket ist vollständig | Verbessert Angebotsgenauigkeit, Werkzeugauslegung und Startzeitpunkt |
Käufer-Checkliste: 3D-Dateien, 2D-Zeichnungen, Material, Oberfläche, Menge
Ein guter Prototypenplan beginnt mit einem vollständigen RFQ-Paket. Lieferanten können nur dann den richtigen Prototypenweg empfehlen, wenn sie verstehen, was der Käufer validieren möchte und was das Teil in der Produktion werden soll. Unvollständige Daten führen oft zur Wahl der falschen Prototypenmethode, was Zeit verschwenden und die Entwicklungskosten erhöhen kann.
Prototypen-RFQ-Checkliste für Aluminiumteile
RFQ-Punkt | Warum es wichtig ist |
|---|---|
3D-Dateien | Ermöglichen die Überprüfung von Geometrie, Wandstärke, Rippen und Werkzeuglogik |
2D-Zeichnungen | Definieren kritische Abmessungen, Bezüge und Toleranzprioritäten |
Material | Klärt, ob der Prototyp das endgültige Legierungsverhalten simulieren muss |
Oberflächenanforderung | Bestimmt, ob eine kosmetische oder Beschichtungsvalidierung erforderlich ist |
Menge | Hilft bei der Auswahl zwischen Einzelstück-CNC, Kleinserienvalidierung oder Prozessversuch |
Bearbeitungsflächen | Identifiziert, welche Merkmale eine Nachbearbeitungsprüfung benötigen |
Anwendungskontext | Hilft zu bestimmen, ob Funktion, Passung oder Prozessrealität am wichtigsten sind |
Je vollständiger diese Informationen sind, desto einfacher wird die Wahl zwischen CNC-Bearbeitungs-Prototyping, Rapid Molding Prototyping und der eigentlichen Aluminium-Druckguss-Prototypenentwicklung.
Fazit: Wählen Sie den Prototypenweg basierend auf dem, was bewiesen werden muss
Aluminium-Druckguss-Prototypen sind am nützlichsten, wenn sie basierend auf dem Validierungszweck und nicht aus Gewohnheit ausgewählt werden. CNC-Prototypen sind ideal für schnelle Geometrie- und Montageprüfungen. Rapid Tooling kann eine kleinserienorientierte Prozessvalidierung vor der Hartwerkzeugunterstützung ermöglichen. Echte Druckguss-Prototypenteile sind am besten geeignet, wenn das Team das Gussverhalten, den Schwindungseinfluss, die Bearbeitungszugabe und die produktionsähnlichen Oberflächenbedingungen verstehen muss.
Für Käufer, die neue OEM-Aluminiumteile entwickeln, ist der intelligenteste Prototypenweg derjenige, der die wichtigsten technischen Fragen vor der Werkzeuginvestition beantwortet. Wenn Sie ein neues Projekt vorbereiten, beginnen Sie mit der Überprüfung von Aluminium-Druckguss, vergleichen Sie die verfügbaren Prototyping-Wege und richten Sie Ihre RFQ auf die genaue Funktion aus, die der Prototyp validieren soll.



