High Precision CNC turning and PVD Coating Stainless Steel Pocket Mirror
Introduction of the Mirror
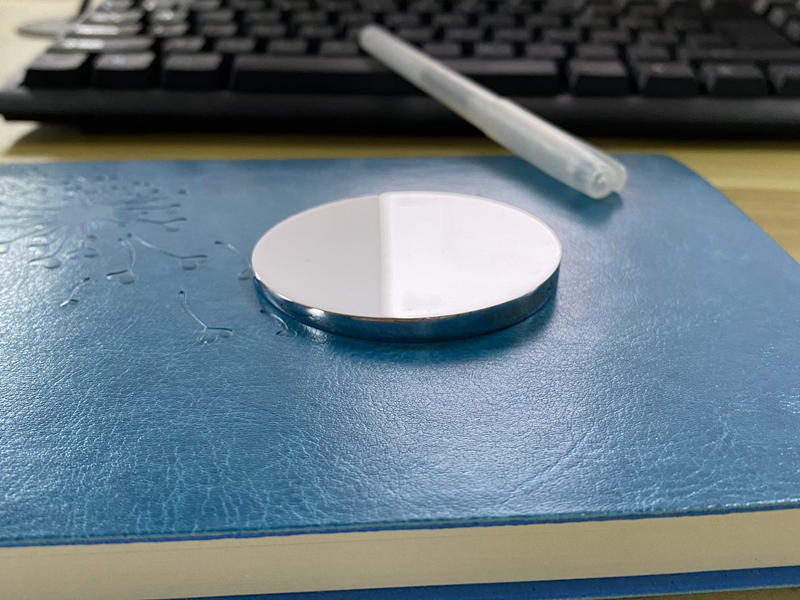
The circular diameter of this mirror is 60mm, the thickest edge is 12mm, and the thinnest edge is 6mm. It is because one side is a plane, and the other side is a concave spherical surface. The material is stainless steel. The finish is rhodium plated.
I explain the intention of making this mirror to facilitate everyone's understanding.
Design Explanation
Material selection
We choose 316L stainless steel material to make the mirror have a particular texture and not easy to rust. We are open to other materials. The premise is that the quality and function of the mirror can be satisfied.
Flat and concave spherical surfaces
As we all know, the mirror plane has a 100% perfect imaging function.

The concave spherical reflective surface has the function of magnification. The designed arc can make the details approach ten times in the average viewing distance. Many such mirrors are on the market but are made of glass. Not resistant to falling.

Rhodium-plated
Rhodium alloy is a non-toxic, harmless, stiff, and stable metal that gives the mirror a high scratch resistance. It is also in line with the positioning of the mirror as a light luxury product.
Diamond-studded design
The main reason is that the overall mirror has no holes, and the surface requirements are incredibly high. PVD was impossible, so we drilled a 1mm hole in the thickest edge for PVD. This hole is then set with a rhinestone for the final finish.
our manufacturing method
Manufacturing of blanks
CNC turning
We currently CNC turn the blanks for the mirrors. We first cut the 316L bar with a diameter of 62mm to a thickness of 15mm and then turned it into the plane and radius we needed.
Polishing process
First, we must polish the mirror's edge to remove the CNC cut marks. The plane mirror is then mirror-polished using a plane grinder. Finally, we manually polish the concave spherical surface.
PVD coating
We purchase rhodium targets for PVD coating on the mirror as a whole. As mentioned above, we have a 1mm screw hole for hanging.
Diamond craft
We use Swarovski diamonds for the setting. This mirror may become a pendant for some designer bags. Both are beautiful and usable. It belongs to light luxury goods.
Problems We Encountered
CNC turning pinch
In the CNC turning process, the mirror's edge will be pinched, with traces of varying degrees, which makes our subsequent polishing of the mirror's edge extremely difficult and has a high defect rate.
CNC mirror turning
We used diamond props for CNC turning but still had fine CD lines. We use ultrasonic polishing to remove the CD pattern on the concave spherical surface and then hand polish it. Due to ultrasonic polishing, a small R-angle will be produced on the mirror's edge. It can also be said to be a polished collapse.
PVD Defects
Since there is only one 1mm hole, we tapped the hole 1mm. Then use a thin wire with a 1mm thread to connect. Then hang PVD. Due to the limited contact area and insufficient conductivity, some mirrors will have defects after PVD—about 20%.
Diamond craft
We use thermal mounting, and part of the heat energy escapes around the hole, which will cause blackening around the hole. Similar to burnt marks. It is due to the blackening of the stainless steel in the hole at high temperatures. The defect rate is around 40%.
About Mass Production
We have currently made 1000 mirrors using this method. But the cost is very high.
We are open to any process and any material. But our original design cannot be changed.
After optimizing the process, we expect to produce 8,000 pieces this time. Currently, we tend to the metal injection molding process and powder compression molding process. If you have any good suggestions, please leave me a message.
