Основы обработки поверхности в состоянии после механической обработки
Критическая роль обработки поверхности в состоянии после механической обработки
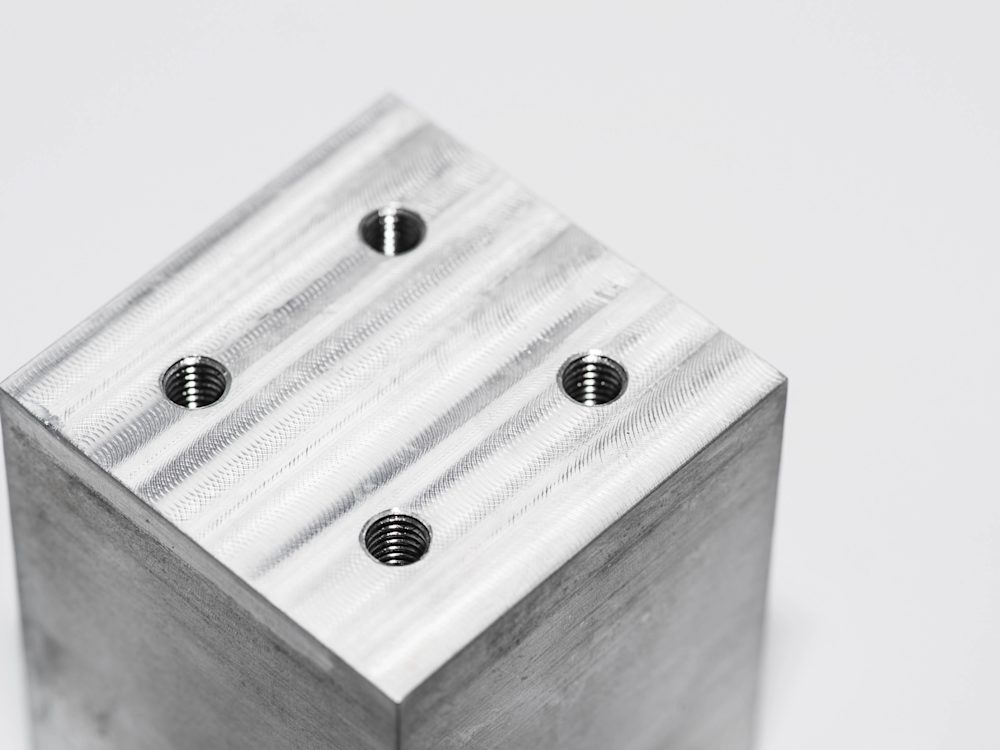
Поверхности в состоянии после механической обработки — это необработанные поверхности, остающиеся на деталях после производственных процессов, таких как ЧПУ-обработка, 3D-печать или прецизионное литье. Эти нешлифованные поверхности сохраняют следы инструмента и имеют критическое значение для таких отраслей, как аэрокосмическая и производство медицинских устройств, где быстрое прототипирование и функциональное тестирование требуют экономически эффективных компонентов с высокими допусками.
Оцениваемые более чем в 12 миллиардов долларов по всему миру, обработка поверхности в состоянии после механической обработки исключает затраты на последующую обработку, обеспечивая при этом точность для таких материалов, как титановые сплавы и нержавеющая сталь. Они обеспечивают быстрый оборот для конструкционных деталей в автомобилестроении, электронике и промышленном оборудовании, балансируя эффективность и производительность.
Процесс обработки поверхности в состоянии после механической обработки: Пошаговый разбор
Основы предварительной обработки
Выбор материала: Основные материалы, такие как литой алюминий или сплавы, полученные прессованием порошка, выбираются из-за их обрабатываемости.
Оптимизация параметров: Скорость шпинделя, подача и глубина резания калибруются для минимизации шероховатости поверхности.
Сравнение основных методов
Процесс обработки в состоянии после механической обработки | Шероховатость поверхности (Ra) | Ключевые материалы | Область применения | Преимущества |
|---|---|---|---|---|
Фрезерование на станках с ЧПУ | 0.8–3.2 мкм | Нержавеющая сталь, Титан | Высокоточные аэрокосмические детали | Сложная геометрия, жесткие допуски (±0.01 мм) |
Токарная обработка | 1.6–6.3 мкм | Алюминий, Латунь | Валы, втулки | Крупносерийное производство, цилиндрическая симметрия |
Шлифование | 0.4–1.6 мкм | Инструментальная сталь, Керамика | Медицинские имплантаты | Ультрагладкая поверхность, минимальное повреждение подповерхностного слоя |
Электроэрозионная обработка (ЭЭО) | 3.2–12.5 мкм | Вольфрам, Жаропрочные сплавы | Сложная геометрия | Отсутствие контакта инструмента, обработка закаленных материалов |
Последующая обработка и оптимизация
Удаление заусенцев: Пескоструйная обработка удаляет острые кромки для безопасности и функциональности.
Контроль качества: Шероховатость поверхности измеряется с использованием стандартов ISO 1302.
Преимущества и ограничения производительности
Обработка поверхности в состоянии после механической обработки обеспечивает немедленную функциональную поверхность, но требует компромиссов в устойчивости к окружающей среде по сравнению с альтернативами, подвергнутыми последующей обработке. Ниже приведено подробное сравнение ключевых свойств:
Свойство | Обработка поверхности в состоянии после механической обработки | Поверхность после последующей обработки (например, анодирование, гальваническое покрытие) |
|---|---|---|
Механическая прочность | Сохраняет предел прочности/предел текучести основного материала | Может изменяться из-за адгезии покрытия или термических эффектов |
Твердость | Соответствует подложке (например, HRC 50–60 для инструментальной стали) | Улучшена за счет покрытий (например, HV 800–1200 для PVD-покрытий) |
Химическая стабильность | Подвержена окислению и воздействию кислот/щелочей | Улучшенная устойчивость (например, анодированный алюминий устойчив к pH 4–9) |
Устойчивость к солевому туману | 24–48 часов (ASTM B117) | 500+ часов (например, цинк-никелевое покрытие) |
Окислительная стойкость | ≤300°C (зависит от основного материала) | ≤1200°C (с термобарьерными покрытиями) |
Стойкость к царапинам | Низкая (следы инструмента склонны к видимому истиранию) | Высокая (например, керамические покрытия достигают твердости по карандашу 9H) |
Промышленное применение: Где обработка поверхности в состоянии после механической обработки превосходна
Автомобилестроение: Кронштейны двигателя из литого под давлением алюминия (допуск ±0.05 мм).
Потребительская электроника: Прототипы, обработанные на станках с ЧПУ, для алюминиевых корпусов (Ra 1.6 мкм).
Медицинские устройства: Хирургические инструменты из титана используются непосредственно в стерильных условиях.
Руководство по выбору обработки поверхности в состоянии после механической обработки
Матрица совместимости материалов
Тип подложки | Производственный процесс | Рекомендуемый процесс | Фокус на улучшение производительности |
|---|---|---|---|
Фрезерование на станках с ЧПУ | Сложная геометрия, допуски ±0.01 мм | ||
Токарная обработка | Крупносерийные цилиндрические детали | ||
Шлифование | Ультрагладкая поверхность (Ra 0.4–1.6 мкм) | ||
ЭЭО | Закаленные материалы, сложная геометрия |
Критерии оценки поставщика
Оборудование: Возможности 5-осевой ЧПУ или высокоскоростной обработки.
Сертификаты: ISO 9001, AS9100 (для соответствия аэрокосмическим требованиям).
Матрица технологий обработки поверхности
Технология | Основная функция | Ключевые особенности | Преимущества |
|---|---|---|---|
Прямая поверхность без последующей обработки после ЧПУ/3D-печати/литья | Ra 0.8–25 мкм, сохраняет следы инструмента, экономически эффективна | Быстрый оборот, отсутствие дополнительных затрат, идеально для прототипов | |
Электрохимическое образование оксидного слоя на алюминии | Ra 0.4–1.6 мкм, коррозионная стойкость (ASTM B117 >500 ч), диэлектрические свойства | Легкий вес, эстетичные цвета, повышенная износостойкость | |
Электростатическое нанесение полимерного порошка | Толщина 50–120 мкм, устойчивость к УФ/химическим воздействиям, матовое/глянцевое покрытие | Экологически чистое (без ЛОС), долговечно для наружного использования (автомобилестроение, электроинструменты) | |
Электрохимическое удаление микроперовностей поверхности | Ra <0.4 мкм, удаление заусенцев, пассивация нержавеющей стали (ASTM A967) | Медицинская гладкость, гигиеничные поверхности, снижение трения | |
Нанесение тонкопленочного покрытия методом вакуумного напыления | Толщина 1–5 мкм, твердость HV 800–3000, термостойкость ≤800°C | Декоративная отделка (золото, черный), продлевает срок службы инструмента, экологически чистый процесс |
Техническая пригодность: Четырехмерная модель
Точность размеров Поверхности в состоянии после механической обработки достигают допусков ±0.01–0.05 мм (ISO 2768) с шероховатостью от Ra 0.8 до 25 мкм, что подходит для функциональных прототипов. Альтернативы с последующей обработкой, такие как притирка или электрополировка, могут улучшить это до ±0.005 мм и Ra 0.1–0.4 мкм.
Экономическая эффективность Детали в состоянии после механической обработки стоят 5–50заединицуиз-заминимальнойобработки,тогдакакпокрытия(например,PVD,термобарьерные)увеличиваютстоимостьдо5–50заединицуиз-заминимальнойобработки,тогдакакпокрытия(например,PVD,термобарьерные)увеличиваютстоимостьдо20–200 за деталь.
Устойчивость к окружающей среде. В то время как поверхности в состоянии после механической обработки выдерживают 24–48 часов в испытаниях солевым туманом (ASTM B117) и ≤300°C, поверхности после последующей обработки, такие как анодирование или термобарьерные покрытия, увеличивают устойчивость до 500–1000 часов и ≤1200°C.
Срок выполнения Детали в состоянии после механической обработки поставляются за 1–7 дней, в то время как детали с покрытием требуют 7–21 дня для дополнительной обработки.
Часто задаваемые вопросы
Как обработка поверхности в состоянии после механической обработки сравнивается с анодированием по коррозионной стойкости?
Могут ли поверхности в состоянии после механической обработки соответствовать стандартам медицинской чистоты ISO 13485?
Какие материалы непригодны для обработки поверхности в состоянии после механической обработки?
Какие методы уменьшают видимые следы инструмента на деталях в состоянии после механической обработки?
Является ли последующая обработка обязательной для компонентов в состоянии после механической обработки во влажной среде?
