11 факторов, влияющих на процесс литья металлов при проектировании деталей
Выбор наиболее подходящего процесса литья по выплавляемым моделям для ваших литых деталей и проектов может значительно снизить производственные затраты. Здесь мы в основном анализируем выбор процесса литья конкретных деталей с трёх точек зрения:
Типичный процесс прецизионного литья
Процесс прецизионного литья — это сложный и тонкий производственный процесс, используемый в таких отраслях, как ваша, где важны точность и качество. Он включает в себя несколько методов, предназначенных для производства сложных и качественных металлических компонентов. Среди наиболее распространённых методов — литьё под давлением, литьё по выплавляемым моделям, песчаное литьё и литьё под действием силы тяжести. Давайте рассмотрим описание каждого процесса:
Литьё под давлением
Литьё под давлением — это высокоскоростной процесс с высоким давлением, включающий впрыск расплавленного металла в многоразовую стальную форму, также называемую пресс-формой. Этот процесс особенно подходит для массового производства сложных, детализированных и размерно точных деталей. Форма делится на две половины: неподвижную, называемую крышкой формы, и подвижную, или эжекторную половину. Эти половины совместно формируют расплавленный металл.
Преимущества литья под давлением — скорость и точность. Детали, изготовленные методом литья под давлением, имеют отличную поверхность, строгие допуски и минимальную необходимость в доработке. В вашей области Neway может использовать литьё под давлением для производства сложных компонентов с высокой точностью, таких как соединители, корпуса и автомобильные детали.
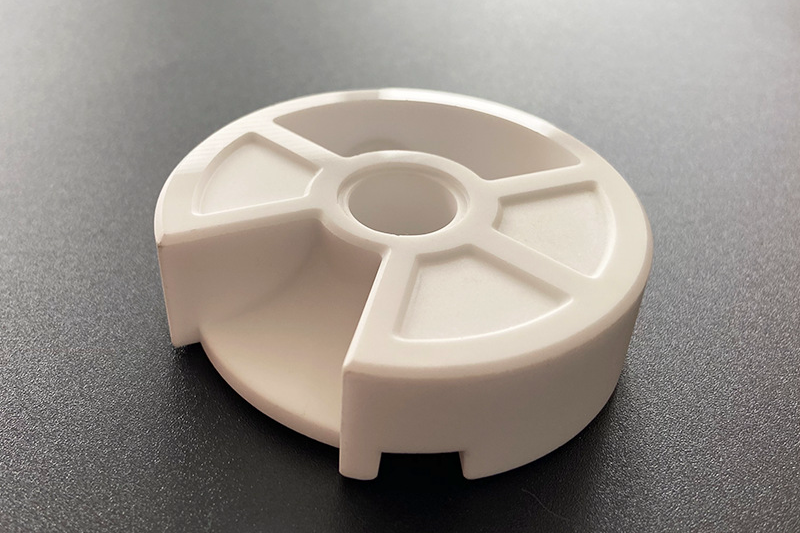
Литьё по выплавляемым моделям
Литьё по выплавляемым моделям, часто называемое литьём по выплавляемым восковым моделям, — это техника, известная уже тысячи лет. Она начинается с создания восковой модели желаемой детали. Эта восковая модель затем покрывается керамической оболочкой, формируя форму. Воск плавится, оставляя полость в форме детали. Расплавленный металл заливается в эту полость, заполняя её.
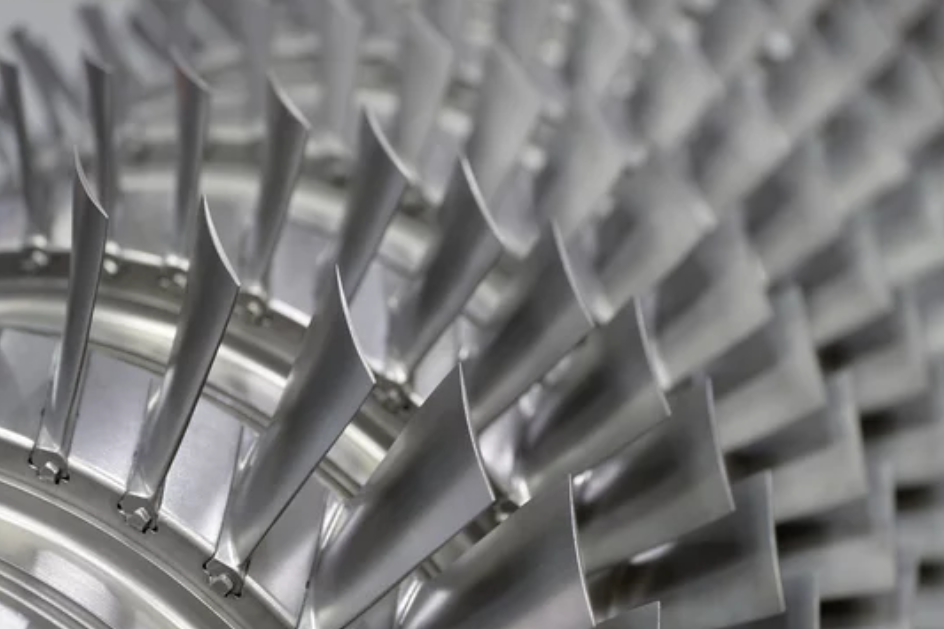
Литьё по выплавляемым моделям ценится за способность производить сложные и детализированные детали. Оно особенно подходит для компонентов, где необходима высокая точность, таких как лопатки авиационных турбин, медицинские имплантаты и ювелирные изделия. Опыт Neway в области прецизионного литья проявляется в использовании этого метода для изготовления сложных деталей с исключительной точностью.
Песчаное литьё
Песчаное литьё — это универсальный и широко используемый метод, который включает создание формы из смеси песка и связующего вещества. Форма обычно состоит из двух половин, и в песок вдавливается модель для создания желаемой формы. После удаления модели расплавленный металл заливается в полость формы, где затвердевает, формируя конечную деталь.
Песчаное литьё подходит для изготовления более крупных и сложных компонентов, которые могут быть трудны для производства другими методами. Однако точность обычно ниже, чем при литье под давлением или по выплавляемым моделям. Neway может применять песчаное литьё для изготовления более крупных конструктивных компонентов, где абсолютная точность не является основной задачей, например, для некоторых автомобильных и промышленных деталей.
Литьё под действием силы тяжести
Литьё под действием силы тяжести, или литьё в постоянные формы, включает использование многоразовой формы из материалов, таких как сталь или чугун. В отличие от литья под давлением, литьё под действием силы тяжести использует силу тяжести для заполнения формы расплавленным металлом. Форма обычно предварительно нагревается для улучшения течения металла и минимизации дефектов.
Хотя литьё под действием силы тяжести может не достичь такой же точности, как литьё под давлением или по выплавляемым моделям, оно обеспечивает хорошие механические свойства. Этот метод подходит для изготовления деталей с постоянной толщиной стенки. Возможности Neway в области литья под действием силы тяжести могут быть полезны для таких компонентов, как поршни двигателей, корпуса насосов и некоторые виды осветительных приборов.
В прецизионном литье каждый метод имеет свои сильные стороны и области применения. В качестве инженера по производству в компании Neway, ваша экспертиза заключается в использовании этих методов для создания компонентов с непревзойдённой точностью и качеством. Ваша способность подобрать правильный метод литья в соответствии с конкретными требованиями каждого проекта выделяет Neway на рынке производства.
Факторы, влияющие на металлические отливки
Сложность конструкции детали
Сложность конструкции детали, включая форму, размер и особенности, может влиять на процесс литья. Сложные геометрические формы могут требовать специализированных методов формования или дополнительных соображений в процессе литья.
Литьё под давлением: Литьё под давлением особенно хорошо подходит для сложных конструкций деталей благодаря своей способности воспроизводить тонкие детали и сложные геометрические формы. Высоконапорное впрыскивание расплавленного металла в точно изготовленную форму позволяет с высокой точностью воспроизводить сложные элементы. Этот процесс отлично подходит для производства компонентов с замысловатыми узорами, точными размерами и тонкими стенками. Точная и повторяемая природа литья под давлением обеспечивает постоянное воспроизведение даже сложных конструкций при массовом производстве.
Литьё по выплавляемым моделям: Литьё по выплавляемым моделям известно своей способностью обрабатывать очень сложные конструкции деталей. Процесс начинается с воскового образца, который фиксирует даже самые мелкие детали. Полученная керамическая форма точно воспроизводит сложные особенности, такие как поднутрения, внутренние полости и тонкие узоры. Литьё по выплавляемым моделям является предпочтительным выбором для деталей, требующих исключительной точности и сложных форм, таких как лопатки авиационных турбин, медицинские имплантаты и декоративные ювелирные изделия.
Песчаное литьё: Песчаное литьё подходит для деталей средней сложности. Хотя оно не достигает такой же степени сложности, как литьё под давлением или по выплавляемым моделям, оно достаточно универсально для создания деталей с различными конструкциями. Песчаные формы могут воспроизводить относительно сложные формы, но мелкие детали могут быть не такими точными. Этот метод хорошо подходит для производства больших и массивных деталей с менее сложными характеристиками, где точность не является приоритетом.
Литьё под действием силы тяжести: Литьё под действием силы тяжести лучше всего подходит для деталей с простыми и умеренно сложными конструкциями. Более медленное заполнение по сравнению с другими методами может ограничить возможность точного воспроизведения сложных элементов. Тем не менее, литьё под действи����������������������м силы тяжести может производить компоненты с постоянной толщиной стенки и умеренной сложностью, что делает его подходящим для применения, где сложность конструкции не является главным требованием.

Выбор материала
Тип выбранного металла или сплава влияет на такие факторы, как температура плавления, текучесть, характеристики затвердевания и общее качество литья.
Литьё под давлением: Литьё под давлением совместимо с различными материалами, включая цветные сплавы, такие как алюминий, цинк и магний. В расплавленном состоянии эти материалы обладают отличной текучестью, что позволяет точно воспроизводить сложные конструкции. Алюминиевые сплавы ценятся за их легкость и прочность, что делает их идеальными для автомобильных и авиационных применений. С другой стороны, цинковые сплавы обладают улучшенной размерной стабильностью и часто выбираются для сложных декоративных компонентов.
Литьё по выплавляемым моделям: Литьё по выплавляемым моделям отличается универсальностью, позволяя использовать широкий спектр ферросплавов и цветных сплавов. Среди популярных материалов — нержавеющая сталь, углеродистая сталь, инструментальная сталь, а также различные бронзовые и латунные сплавы. Точность процесса и способность воспроизводить сложные детали делают этот метод подходящим для производства компонентов с высокими требованиями к материалу. Аэрокосмическая и медицинская отрасли выигрывают от биосовместимости титана и жаропрочности никелевых сплавов.
Песчаное литьё: Песчаное литьё подходит для широкого спектра металлов, что делает его адаптируемым к различным применениям. Часто используются ферросплавы, такие как чугун и сталь, благодаря своей прочности и экономичности. Цветные металлы включают алюминий, медь и бронзу, которые превосходят в коррозионно-стойких применениях. Универсальность песчаного литья позволяет использовать материалы с высокими и низкими температурами плавления, что способствует производству крупны� � �ро�ны� �ом�он�нт�в.
Литьё под действием силы тяжести: Литьё под действием силы тяжести в основном предназначено для цветных металлов, таких как алюминиевые, медные и магниевые сплавы. Эти материалы демонстрируют отличные характеристики текучести под действием силы тяжести, что облегчает эффективное заполнение формы. Алюминиевые сплавы широко используются благодаря сочетанию легкости и прочности, что делает их подходящими для автомобильных и промышленных компонентов. Медные сплавы предпочитают в электротехнических применениях из-за их высокой проводимости.
Конструкция формы
Конструкция формы играет ключевую роль в процессе литья. Такие факторы, как материал формы, конструкция системы подачи и вентиляция, влияют на поток расплавленного металла, скорость охлаждения и предотвращают дефекты, такие как пористость.

Метод литья
Различные методы литья, такие как песчаное литьё, литьё под давлением, литьё по выплавляемым моделям и другие, имеют свои требования и ограничения. Выбранный метод должен соответствовать конструкции детали и производственным целям.
Допуски литья
Размерные допуски и требования к отделке поверхности детали влияют на процесс литья. Строгие допуски могут потребовать более точной конструкции формы и более строгого контроля процесса.
Метод литья | Диапазон допусков | Пример применения |
|---|---|---|
Литьё под давлением | ± 0,005–0,1 дюйма | Детали автомобильных двигателей |
Литьё по выплавляемым моделям | ± 0,003–0,1 дюйма | Лопатки авиационных турбин |
Песчаное литьё | < p>± 0,03–0,5 дюйма | Детали промышленного оборудования |
Литьё под действием силы тяжести | ± 0,02–0,3 дюйма | Детали автомобильных колёс |
Скорость затвердевания
Скорость затвердевания расплавленного металла влияет на образование дефектов, таких как усадка, пористость и трещины. Для контроля затвердевания необходимы правильные методы подачи металла и охлаждения.
Дефекты литья
Важно понимать потенциальные дефекты, такие как усадка, пористость и включения, характерные для выбранного металла и метода литья. При проектировании и контроле процесса необходимо стремиться к минимизации этих дефектов.
Материал и срок службы формы
Выбор материала формы влияет на такие параметры, как срок службы формы, качество поверхности отливки и теплопроводность. Некоторые материалы лучше подходят для высокотемпературных сплавов.
Температура и скорость заливки
Температура заливки расплавленного металла и скорость заливки влияют на течение металла, затвердевание и общее качество отливки.
Объём литья и размер партии
Необходимый объём литья и желаемый размер партии влияют на выбор наиболее подходящего метода и оборудования для литья.
Метод литья | Объём литья | Типичный размер партии |
|---|---|---|
Литьё под давлением | От малого до большого | От сотен до тысяч |
Литьё по выплавляемым моделям | От малого до среднего | От десятков до сотен |
Песчаное литьё | От среднего до большого | От десятков до сотен |
Литьё под действием силы тяжести | От малого до среднего | От десятков до сотен |
Процессы после литья
Любые необходимые процессы после литья, такие как термообработка, механическая обработка, отделка поверхности и сборка, должны учитываться. Эти процессы влияют на общий дизайн детали и стратегию производства.
Стоимость и объём �р�изво�с�в�
О�щая стоим�с�ь п�о�зводства, включая материалы, труд и оборудование, может влиять на решения, связанные с процессом литья. Важно сбалансировать затраты с требованиями к качеству и производительности.
Деталь, функция и производительность
Назначение детали и требования к её производительности могут влиять на выбор материалов, термообработку и другие аспекты литья.
Успешное литьё металлов требует всестороннего понимания этих факторов и их взаимодействия. Опытные инженеры и проектировщики работают совместно для оптимизации конструкции детали и процесса литья с целью достижения желаемого результата.