高精度CNC旋削とPVDコーティング ステンレス鋼製ポケットミラー
ミラーの紹介
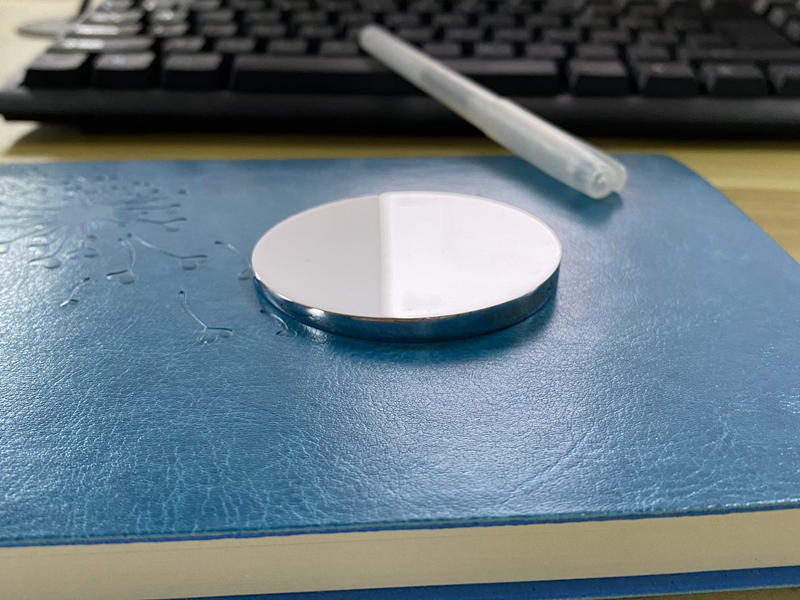
このミラーの円形直径は60mm、最も厚いエッジは12mm、最も薄いエッジは6mmです。これは片面が平面で、もう片面が凹球面であるためです。素材はステンレス鋼です。仕上げはロジウムメッキです。
皆様の理解を深めるため、このミラーを作製した意図を説明します。
設計説明
材料選定
ミラーに独特の質感を持たせ、錆びにくくするために、316Lステンレス鋼材を選定しました。他の材料にも対応可能です。前提条件は、ミラーの品質と機能が満たされることです。
平面と凹球面
ご存知の通り、平面鏡は100%完璧な結像機能を持ちます。

凹球面反射面には拡大機能があります。設計されたアークは、通常の視距離で細部を約10倍に近づけることができます。このようなミラーは市場に多くありますが、ガラス製です。落下に弱いです。

ロジウムメッキ
ロジウム合金は無毒、無害、硬く安定した金属で、ミラーに高い耐引っかき性を与えます。また、ミラーを軽量なラグジュアリー製品として位置付けることにも合致しています。
ダイヤモンド装飾デザイン
主な理由は、ミラー全体に穴がなく、表面の要求が非常に高いことです。PVDが不可能だったため、最も厚いエッジに1mmの穴を開けてPVD処理を行いました。この穴には最終仕上げとしてラインストーンを埋め込みます。
私たちの製造方法
素材の製造
CNC旋削
現在、ミラーの素材はCNC旋削で製造しています。まず直径62mmの316L棒材を15mmの厚さに切断し、その後、必要な平面と半径に旋削します。
研磨工程
まず、ミラーのエッジを研磨してCNC切削痕を除去する必要があります。次に、平面鏡は平面研削盤を使用して鏡面研磨します。最後に、凹球面を手作業で研磨します。
PVDコーティング
ミラー全体にPVDコーティングするため、ロジウムターゲットを購入します。前述の通り、吊り下げ用に1mmのネジ穴があります。
ダイヤモンド加工
埋め込みにはスワロフスキーのダイヤモンドを使用しています。このミラーは、一部のデザイナーバッグのペンダントになる可能性があります。美しくもあり、実用的でもあります。軽量なラグジュアリー製品に属します。
遭遇した問題
CNC旋削時の挟み込み
CNC旋削工程では、ミラーのエッジが挟まれ、程度の異なる痕跡が残ります。これにより、後続のミラーエッジの研磨が非常に困難になり、不良率が高くなります。
CNC鏡面旋削
CNC旋削にはダイヤモンド工具を使用しましたが、微細なCDラインが残りました。凹球面上のCDパターンを除去するために超音波研磨を使用し、その後手作業で研磨します。超音波研磨により、ミラーエッジに小さなR角が生じます。研磨崩れとも言えます。
PVD不良
1mmの穴が1つしかないため、この穴に1mmのタップを切りました。その後、1mmのネジが切られた細いワイヤーで接続します。そしてPVD処理で吊り下げます。接触面積が限られ、導電性が不十分なため、一部のミラーはPVD後に不良が発生します。約20%です。
ダイヤモンド加工
熱圧着を使用していますが、熱エネルギーの一部が穴の周囲に逃げ、穴の周囲が黒ずむことがあります。焦げ跡に似ています。これは高温で穴内のステンレス鋼が黒ずむためです。不良率は約40%です。
量産について
現在、この方法で1000個のミラーを製造しました。しかし、コストは非常に高いです。
あらゆる工程、あらゆる材料に対応可能です。ただし、当初の設計は変更できません。
工程を最適化した後、今回は8000個の生産を予定しています。現在、金属射出成形工程と粉末圧縮成形工程を検討しています。何か良いご提案があれば、メッセージをお寄せください。
