砂型鋳造における中子とは
砂型鋳造における中子とは
砂中子は、砂型鋳造において内部の穴、中空部、通路、アンダーカット、凹み形状を形成するために、鋳型キャビティ内に配置される、粘結砂で成形された塊です。砂中子の設計は、内部通路形状、中子プリントの支持、中子強度、通気性、崩壊性、ガス抜き、機械加工代、検査証跡を考慮する必要があります。実際のRFQ問題は、必要な内部形状を安定した除去可能な中子で鋳造できるか、あるいは再設計、機械加工、または別のプロセスで製造すべきかを判断することです。
溶融金属が鋳型を満たすとき、砂中子は中空にすべき空間を占めます。凝固後、中子は振り出し、機械的洗浄、水圧除去、または結合剤と鋳造形状に応じた他の承認された方法で除去されます。

砂中子はどのように内部通路を形成するか
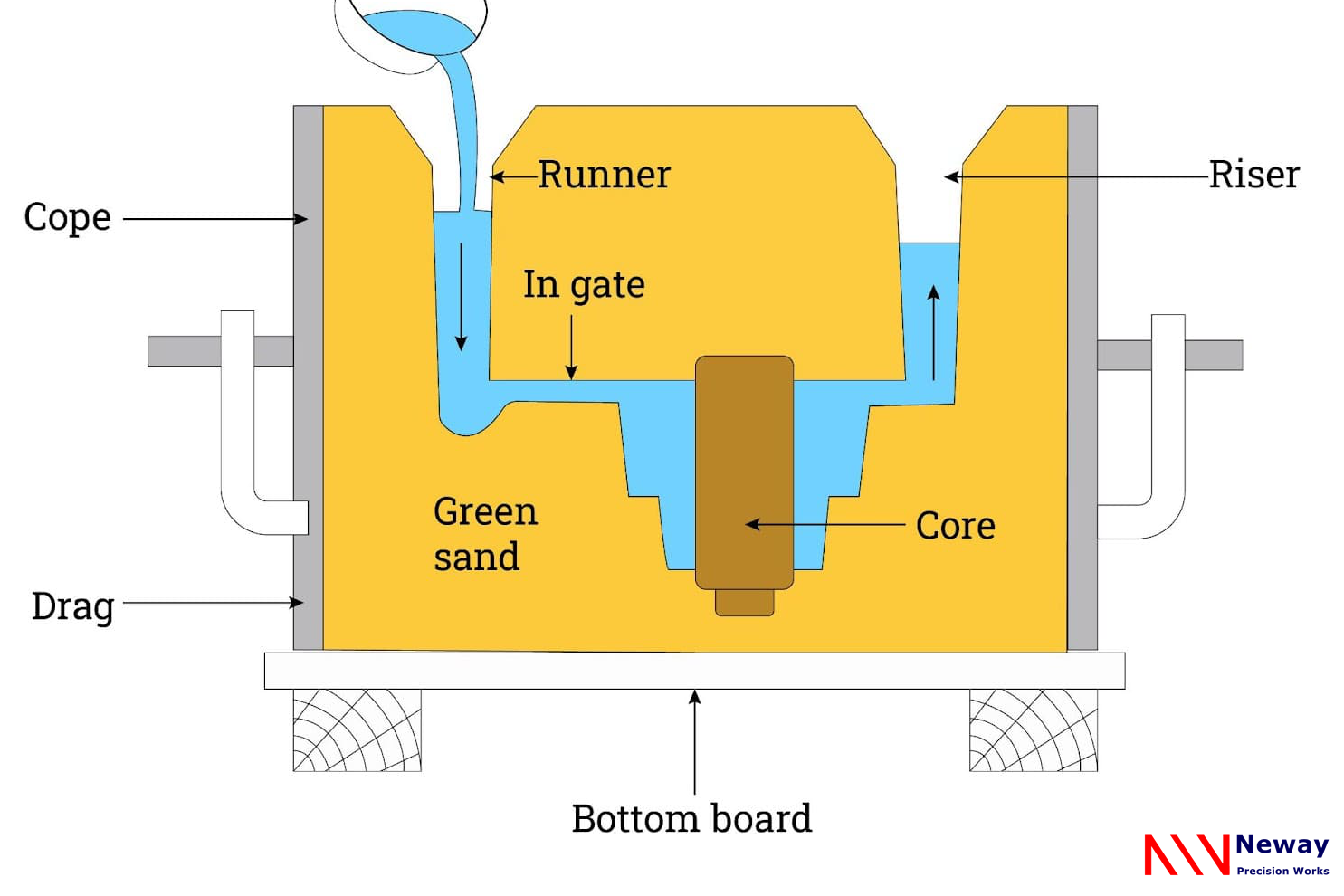
鋳型キャビティは鋳物の外部形状を定義し、砂中子は内部のネガティブスペースを定義します。中子プリント、必要に応じてチップレット、および鋳型の特徴により、中子が鋳型組立および金属注入中に位置を維持します。
中子位置は重要です。中子が移動、浮上、破損、またはガス抜き不良を起こすと、鋳物に肉厚ばらつき、通路閉塞、ガス欠陥、介在物、機械加工代の問題が生じる可能性があります。図面には、中子が関与する形状、清掃開口部、および可能な限り検査アクセスを示すべきです。
鋳造金属部品にとって重要な中子特性は何か
有用な砂中子は、取り扱い、鋳型組立、および金属注入に耐えるのに十分な強度を必要とします。また、ガスが逃げるための通気性、内部形状が正しい位置に留まるための寸法安定性、および鋳物凝固後に中子を除去できる崩壊性も必要です。
合金や部品に応じて、他の特性も重要になることがあります。結合剤の種類、砂粒径、コーティング、ガス抜き方法、水分管理、保管条件、熱挙動は、ガス欠陥、表面仕上げ、中子侵食、および清掃難易度に影響を与える可能性があります。
砂中子はどのように製造されるか
砂中子は、部品サイズ、生産数量、中子強度、寸法制御、および結合剤要件に応じて、コールドボックス、ホットボックス、シェル中子、ノーベーク、または他の中子製造プロセスで製造される場合があります。中子製造ルートは、鋳造合金、中子形状、ガス抜き要件、および除去方法に適合する必要があります。
中子用の金型が中子形状を定義します。成形と硬化後、中子はコーティング、乾燥、検査、および鋳型組立前に保管される場合があります。複雑な鋳物の場合、複数の中子を中子パッケージに組み立てて内部形状を形成することがあります。
どのような設計リスクが中子関連の鋳造欠陥を引き起こすか
中子関連の欠陥には、中子移動、中子破損、ガス気孔、脈状欠陥、金属浸透、砂混入、内部通路閉塞、内部表面の粗さ、および肉厚制御不良が含まれます。これらの問題は、多くの場合、中子支持の不十分、ガス抜き不良、過度の金属圧力、不十分な中子強度、清掃アクセスの困難、または図面要件の不明確さに起因します。
購入者は、内部通路、圧力ゾーン、シール機能、冷却チャネル、油路、ボルトボス、および機械加工基準を特定する必要があります。内部形状を検証する必要がある場合、RFQには、切断検査、ボアスコープ検査、圧力試験、漏れ試験、X線検査、CT検査、または他の証拠が必要かどうかを記載する必要があります。
砂中子の除去と検査方法
中子除去は鋳造前に計画する必要があります。中空鋳物には、中子砂を部品を損傷せずに除去できる開口部またはアクセス経路が必要です。深い盲穴、狭いチャンネル、およびトラップされたポケットは、清掃を困難にする可能性があります。
中子除去後の検査には、目視検査、寸法チェック、CMM検査、ボアスコープ検査、圧力試験、漏れ試験、切断検査、X線検査、またはCT検査が含まれる場合があります。必要な証拠は、中子形状が外観的か、機能的か、圧力関連か、安全関連かによって異なります。
中子設計要素 | 重要性 | 確認すべき鋳造リスク | 必要なRFQ情報 |
中子プリント支持 | 鋳型組立と注入中に中子を所定の位置に保持 | 中子移動、肉厚ばらつき、通路閉塞、機械加工代誤差 | 中子プリント位置、基準体系、内部空洞図面、機械加工代 |
中子強度 | 取り扱い、組立、溶融金属圧力に耐える | 中子破損、砂混入、内部表面粗さ、不良品 | 中子形状、合金、注湯温度、肉厚部、取扱制限 |
通気性とガス抜き | 中子および鋳型からのガスを注入中に逃がす | ガス気孔、ブローホール、表面欠陥、内部欠陥 | ガス抜き経路、結合剤種類、中子コーティング、圧力要件、検査方法 |
崩壊性と除去性 | 凝固後の中子砂の除去を可能にする | 砂残留、通路閉塞、清掃損傷、機能不良 | 清掃開口部、内部通路サイズ、除去方法、合格基準 |
検査アクセス | 内部形状が機能要件を満たしていることを確認 | 未検出の閉塞、漏れ、寸法誤差、隠れた欠陥 | ボアスコープ、漏れ試験、圧力試験、X線、CT、切断、または報告要件 |
購入者は中子入り砂型鋳造RFQに何を提供すべきか
有用なRFQには、2D図面、3Dモデル、合金グレード、数量、内部通路形状、利用可能な場合は中子プリント詳細、肉厚要件、機械加工代、清掃開口部、圧力または漏れ要件、表面仕上げ、熱処理、および検査方法を含める必要があります。
中子形状が重要な場合、購入者は図面上で内部形状を機能的とマークする必要があります。これにより、鋳造工場は見積もり前に中子設計、鋳型組立、清掃アクセス、機械加工計画、および検査証跡を検討できます。
