板金曲げ加工とは?
板金曲げ加工は、プレスブレーキ工具を使用して、切断された板金ブランクを制御された変形により角度付きまたは曲線状の部品に成形します。この工程は、レーザー切断、プラズマ切断、パンチング、またはシャーリングの後に、ブラケット、パネル、筐体、カバー、ダクト、ガード、マウント、および成形板金部品を製造するために使用されます。実用的なRFQの問題は、見積もり前に材料グレード、板厚、曲げ半径、曲げ角度、曲げ方向、公差、穴と曲げの距離、および後工程を定義することです。
板金曲げ加工は何をするのか?
板金曲げ加工は、曲げ線から材料を除去することなく、平らな金属ブランクを制御された3D形状に変化させます。パンチとダイ、折り曲げ工具、ロール曲げ機、または成形治具が力を加え、金属が降伏して必要な角度または半径を保持します。
買い手にとっての価値は、1枚の平らなブランクが機能的なブラケット、筐体壁、シャーシ、ダクト部、カバー、サポート、またはマウントプレートになることです。曲げ加工により溶接継手や組立部品を減らすことができますが、最終的な精度は材料の挙動、工具の選択、機械のセットアップ、および検査方法に依存します。
一般的な板金曲げ方法は?
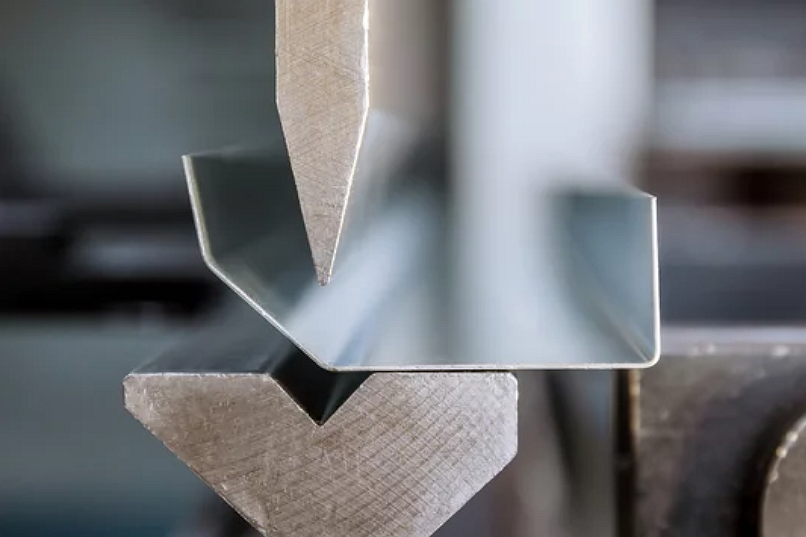
プレスブレーキ曲げは、カスタム板金部品に最も一般的な方法であり、多くの角度、フランジ、タブ、およびボックス形状をサポートします。折り曲げは、表面の跡や部品の取り扱いが重要なパネル、カバー、長いフランジによく検討されます。ロール曲げは、大きな半径の曲線、円筒、および曲面パネルに使用されます。
曲げ方法 | 最適な用途 | RFQで定義すべき詳細 |
|---|---|---|
プレスブレーキ曲げ | ブラケット、フランジ、筐体、パネル、および成形板金部品。 | 曲げ角度、内側半径、材料厚さ、工具アクセス、公差。 |
折り曲げ | 長いパネル、カバー、ボックス、および目に見える板金表面。 | フランジ長さ、外観面、エッジ状態、曲げ順序。 |
ロール曲げ | 大きな半径の曲線、円筒セクション、ガード、建築用パネル。 | 半径、弧長、材料のスプリングバック、表面仕上げ要件。 |
二次成形 | エンボス、オフセット、ルーバー、リブ、局所的な特徴。 | 特徴位置、工具の実現可能性、部品の歪みリスク。 |
板金曲げに一般的に使用される材料は?
炭素鋼、ステンレス鋼、アルミニウム、亜鉛メッキ鋼、銅、真鍮は一般的な板金曲げ材料です。各材料は、延性、スプリングバック、割れリスク、表面跡リスク、腐食または仕上げ要件が異なります。
ステンレス鋼は、スプリングバックと表面保護に注意が必要です。アルミニウムは軽量で成形性がありますが、合金と調質が割れリスクに影響します。炭素鋼はブラケット、ハウジング、構造パネルに広く使用されます。亜鉛メッキ鋼は、曲げに沿った被覆損傷の確認が必要です。銅と真鍮は導電性や装飾的な外観のために選ばれることがありますが、表面仕上げと曲げ跡を確認する必要があります。
曲げ半径と板厚はRFQにどのように影響するか?
曲げ半径と板厚は、割れ、スプリングバック、内側半径、外側寸法、工具の選択に影響します。厚いまたは延性の低い材料に急な曲げを施すと、割れや過度の薄肉化が生じる可能性があります。大きな内側半径は材料にとって安全かもしれませんが、部品の適合やフランジ位置を変える可能性があります。
買い手は、1つの最小曲げ半径がすべての材料に適用されると仮定しないようにすべきです。RFQには、材料グレード、厚さ、必要に応じて圧延方向、内側曲げ半径、曲げ角度、および寸法が内側、外側、または中立位置のどちらで測定されるかを記載する必要があります。この情報は、サプライヤーが平坦パターンと成形部品のサイズを検討するのに役立ちます。
曲げ板金部品にとって重要な公差と検査詳細は?
曲げ板金部品は、曲げ角度、フランジ長さ、曲げ後の穴位置、全体の高さ、平坦度、組み立て適合性の公差確認が必要です。平らなレーザー切断ブランクは輪郭寸法を満たすかもしれませんが、曲げにより穴位置がずれたり、フランジ位置が変化したり、角度変動が生じる可能性があります。
検査項目 | 重要性 | 買い手のRFQ注意点 |
|---|---|---|
曲げ角度 | 適合性、筐体の密閉性、ブラケットの位置合わせを制御。 | 角度公差を定義し、機能ゲージが必要かどうかを指定。 |
フランジ長さ | 取り付け、重なり、ハードウェアのクリアランスに影響。 | 重要なフランジ寸法とデータム参照を明記。 |
穴と曲げの距離 | 曲げに近すぎる穴は、成形後に変形または移動する可能性。 | 機能穴をマークし、DFMレビューを許可。 |
平坦度 | 大きなパネルは切断、曲げ、溶接中に反る可能性。 | 組み立てやシーリングに影響する場合のみ平坦度を定義。 |
表面状態 | 工具跡や被覆損傷は外観部品に影響する可能性。 | 外観面と仕上げ要件を特定。 |
金属曲げと組み合わせられることの多い二次加工は?
金属曲げは一般に、レーザー切断、プラズマ切断、パンチング、タッピング、皿穴加工、溶接、リベット留め、研削、ブラッシング、粉体塗装、陽極酸化、メッキ、不動態化、組立と組み合わせられます。これらの工程は一緒に検討する必要があります。なぜなら、曲げが穴へのアクセス、溶接順序、被覆範囲、最終検査に影響を与える可能性があるからです。
部品が筐体の場合、RFQではカバーの適合性、タブ位置、固定方法、ヒンジまたはインサート要件、仕上げ面を定義する必要があります。部品が構造用ブラケットの場合、RFQでは荷重方向、重要な穴、曲げ半径、曲げ後に溶接や機械加工されたデータムが必要かどうかを定義する必要があります。
曲げ部品を注文する前に買い手が確認すべき設計リスクは?
主な設計リスクは、スプリングバック、割れ、不十分なフランジ長さ、曲げ線に近すぎる穴、曲げ間の干渉、工具アクセスの制限、外観跡です。これらのリスクは、サプライヤーが生産前に平坦パターン、曲げ順序、材料方向、重要な寸法をレビューすることで低減できます。
買い手は可能な限り、平坦DXFと寸法入りの成形部品図面の両方を送るべきです。3Dモデルは最終形状の伝達に役立ちますが、2D図面には曲げ線、角度、半径、材料、厚さ、検査要件を明確に定義する必要があります。
板金曲げRFQのために買い手は何を送るべきか?
買い手は、CADファイル、利用可能な場合は平坦パターン、成形部品図面、材料グレード、厚さ、曲げ半径、曲げ角度、必要に応じて圧延方向、外観面、数量、公差メモ、後工程、検査要件を送る必要があります。繰り返し生産の場合、買い手はバッチ間で一貫性を保つ必要がある重要な寸法も特定する必要があります。
明確な板金曲げRFQにより、サプライヤーは正しい曲げ方法、工具、曲げ順序、検査アプローチを選択できます。これにより、試行錯誤のリスクが軽減され、切断から成形、仕上げ、組立までの完全なルートの見積もりが可能になります。
