サーモバリアコーティング:高熱環境下でのカスタム部品保護
サーモバリアコーティング(TBC)の重要な役割
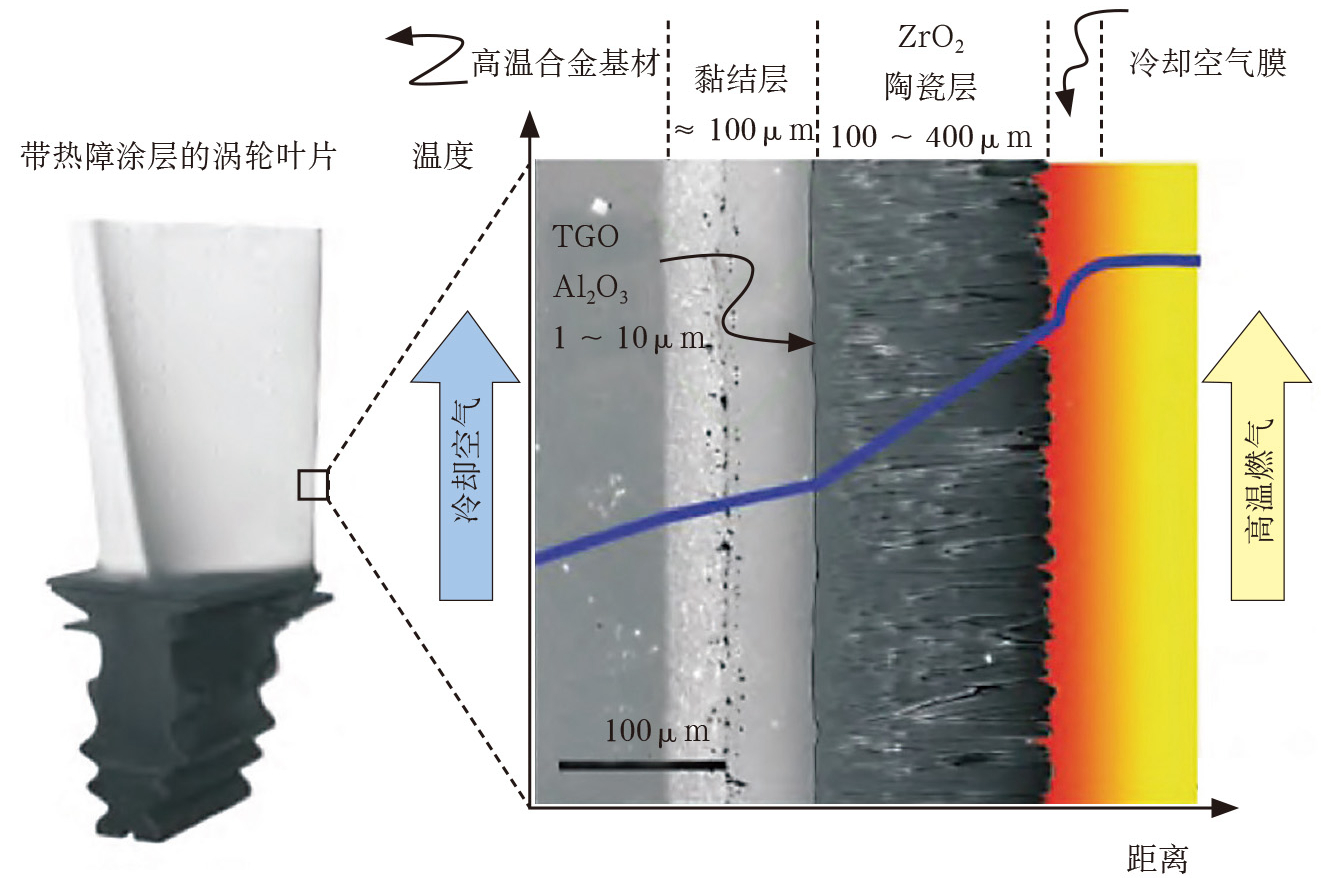
サーモバリアコーティング(TBC)は、超合金や高温部品に施される先進的なセラミック層であり、極度の熱から断熱し、熱応力と酸化を低減します。航空宇宙用ガスタービンや発電システムにとって極めて重要であり、TBCはエンジンがより高い効率で作動することを可能にし、部品の寿命を延ばします。
極超音速機や次世代タービンにおける革新により、世界のTBC市場は2030年までに65億ドルを超えると予測されています。イットリア安定化ジルコニア(YSZ)などのコーティングは、AMS 2680などの厳格な基準を満たし、熱サイクルにおいて無コーティング部品よりも10倍優れた性能を発揮します。
TBCプロセス:ステップバイステップの詳細
前処理の基本
表面粗面化:アルミナを用いたグリットブラスト(Ra 4–6 µm)により密着性を向上。
ボンドコートの適用:プラズマ溶射によりMCrAlY(M = Ni, Co)層を堆積させ、セラミック層の密着性を改善。
主要技術の比較
TBCプロセス | コーティング厚さ | 主要材料 | 適用範囲 | 利点 |
|---|---|---|---|---|
エアプラズマ溶射(APS) | 300–500 µm | YSZ, Gd₂Zr₂O₇ | タービンブレード、燃焼器 | コスト効率が良く、堆積が迅速 |
電子ビームPVD(EB-PVD) | 100–200 µm | YSZ, La₂Zr₂O₇ | 航空宇宙用サーモバリア | 柱状構造、ひずみ耐性 |
サスペンションプラズマ溶射(SPS) | 50–150 µm | ナノYSZ, Al₂O₃ | 極超音速機外皮 | 超高密度微細構造 |
後処理と最適化
レーザーグレージング:表面をRa <1 µmに平滑化し、空気抵抗を低減。
非破壊検査(NDT):熱画像を用いて剥離や亀裂を検出。
性能上の利点と限界
特性 | TBCコーティング部品 | 無コーティング/ベア超合金 |
|---|---|---|
最大作動温度 | 1200–1500°C | 800–1000°C |
熱伝導率 | 1–1.5 W/m·K (YSZ) | 15–20 W/m·K (Inconel 718) |
熱サイクル寿命 | 10,000+ サイクル (ASTM C633) | 1,000–3,000 サイクル |
耐エロージョン性 | 5–8倍の改善 (ASTM G76) | 粒子衝撃に弱い |
コスト | 初期投資が高い | 初期コストが低い |
産業応用:TBCが優れる分野
TBC選択ガイド
材料適合性マトリックス
基材タイプ | 製造プロセス | 推奨TBCプロセス | 性能向上の焦点 |
|---|---|---|---|
EB-PVD YSZ | 断熱性、耐酸化性 | ||
APS MCrAlY + YSZ | 高温耐食性 | ||
SPS ナノYSZ | 極超音速熱管理 |
サプライヤー評価基準
設備:厚さ均一性±1%の真空プラズマ溶射システム。
認証:航空宇宙向けNADCAP、環境適合性ISO 14001。
表面仕上げ技術マトリックス
技術 | 主な機能 | 主な特徴 | 利点 |
|---|---|---|---|
極度の熱から断熱 | YSZ 100–500 µm、1200°C対応 | より高い作動温度を可能にする | |
セラミックマトリックス複合材料(CMC)を保護 | ムライト/SiC、50–200 µm | 耐酸化性と耐食性 | |
タービン内のクリアランスを最小化 | Al-Si/ポリエステル、200–800 µm | エンジン効率の向上 |
技術的適合性:四次元モデル
耐熱性 EB-PVD YSZコーティングは1500°Cまでの温度に耐え、極超音速飛行や先進タービンでの使用を可能にします。
コスト効率 エアプラズマ溶射(APS)は初期コストが低く(部品あたり約$50–150)、EB-PVDの耐久性はライフサイクル費用を削減します。
耐久性 サスペンションプラズマ溶射(SPS)は80 MPa以上の密着強度(ASTM C633)を達成し、高応力部品に理想的です。
処理の複雑さ EB-PVDは真空環境を必要とし、高付加価値の航空宇宙用途に適しています。
よくある質問
TBCは環境バリアコーティング(EBC)とどのように異なりますか?
TBCはチタン合金に適用できますか?
TBCの剥離の原因とその防止方法は?
TBCの厚さを非破壊的に測定する方法は?
TBCは積層造形プロセスと互換性がありますか?
