アルミニウムダイカストプロトタイプ:CNC、ラピッドツーリング、それともダイカスト?
多くの OEM プログラムにおいて、アルミニウムダイカストプロトタイプは単なるオプションのサンプルではありません。これらは、部品がツール投資および量産の準備ができているかどうかを決定するための重要なステップです。硬化金型へのコミットメント前に、購入者は外形以上のことを確認する必要があります。組み付け適合性、機能的な寸法、加工余裕、肉厚の論理、外観の期待値、そして形状が生産安定性に適しているかどうかを確認する必要があります。そのため、プロトタイプ戦略はアルミニウムダイカスト開発における最も重要な初期決定の一つです。
難しいのは、「プロトタイプ」という言葉が非常に異なる意味を持つ可能性があることです。一部のプロジェクトでは、適合性と組み付けを確認するために、迅速に CNC 加工されたアルミニウムサンプルだけで十分な場合もあります。他のプロジェクトでは、プロセス挙動をより現実的に評価するために、ラピッドツーリングを通じて製造された小ロット部品が必要です。場合によっては、購入者は実際のダイカストプロトタイプ部品を必要とします。なぜなら、真のプロセスのみが収縮に関連する挙動、ゲートの影響、バリ線の位置、または鋳造後の加工条件を明らかにできるからです。CNC、ラピッドツーリング、ダイカストの選択は、プロトタイプがまさに何を証明する必要があるかによって異なります。
ツール投資前にアルミニウムダイカストプロトタイプが必要な理由
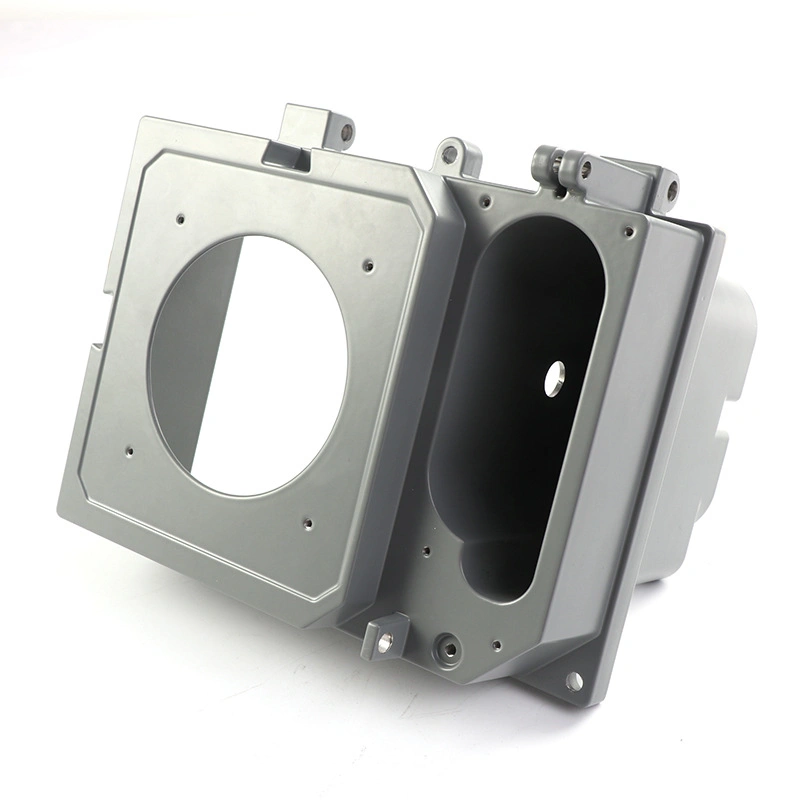
ダイカスト用の硬化金型は多大な投資を表すため、購入者は通常、生産金型の承認前にリスクを低減したいと考えます。プロトタイプ部品は、設計がその段階に進むのに十分成熟しているかどうかを検証するために使用されます。実際には、プロトタイプは、組み付けクリアランス、取り付けインターフェースの精度、壁の剛性、放熱形状、シール機能、加工基準の論理、およびブラスト、コーティング、または塗装後の目標外観をチェックするために必要となる場合があります。
プロトタイプ作業は、薄肉、複数の加工面、化粧仕上げの外表面、統合されたリブ、または大型アセンブリ内のきついパッケージングを持つ部品にとって特に重要です。CAD モデルが正しく見える場合でも、プロトタイプ部品は、公差の積み重ね、工具アクセスの制約、不十分な抜勾配の論理、弱いリブ遷移、または非現実的な仕上げの期待値などの隠れた問題を明らかにすることがよくあります。これが、適切に計画されたプロトタイプ段階が無駄な遅延を加えるのではなく、全体の開発コストを削減できる理由です。
CNC プロトタイプ対アルミニウムダイカストプロトタイプ
CNC プロトタイプは、主な目的が正確なダイカストプロセスをすぐに再現することなく、外部形状、組み付けインターフェース、または機械的機能を検証することである場合、最も迅速なルートとなることがよくあります。CNC 加工プロトタイピングを通じて、購入者はアルミニウム部品を迅速に入手し、取り付け穴、ベアリング位置、ガスケットインターフェース、ハウジング適合性、および全体的な設計比例をチェックできます。設計がまだ進化しており、頻繁な修正が予想される場合、CNC は特に効果的です。
ただし、CNC 加工部品は実際のダイカスト条件を完全に代表するものではありません。これらは、鋳造収縮挙動、ゲート関連の材料流動効果、鋳造皮膜構造、パーティングラインの論理、または実際のダイカスト表面質感を再現しません。また、同じ形状が圧力ダイカストにおいて困難、非効率的、または不安定である場合でも、CNC 部品はしばしば固形素材から加工できるため、製造上の問題を隠してしまう可能性があります。つまり、CNC は設計検証には優れていますが、完全なプロセス検証については信頼性が低くなります。
対照的に、アルミニウムダイカストプロトタイプ部品は、購入者が実際の鋳造挙動を評価したい場合に 훨씬 유용합니다。これらの部品は、薄肉がどのように充填されるか、局所的な収縮がどのように振る舞うか、エジェクターとパーティングラインの位置が許容範囲内かどうか、加工のためにどのくらいの素材が残っているか、そして表面品質が期待値と比較してどうであるかを明らかにするのに役立ちます。トレードオフとして、真のダイカストプロトタイプは、特に専用金型が関与する場合、単純な CNC 部品よりも多くの準備を必要とします。
CNC 対ダイカストプロトタイプ選択の要約
プロトタイプルート | 最適な用途 | 主な利点 | 主な制限 |
|---|---|---|---|
迅速な形状および組み付け検証 | 短いリードタイムと容易な設計修正 | ダイカストプロセスの挙動を完全に代表しない | |
アルミニウムダイカストプロトタイプ | 実際のプロセス検証と生産リスクレビュー | 実際の鋳造条件と仕上げ挙動に近い | CNC プロトタイピングよりも準備努力が必要 |
完全な金型導入前の小ロット検証 | コンセプトサンプルと量産の間の有用な橋渡し | 硬化生産金型と常に同一とは限らない |
小ロット検証のためのラピッドツーリング
ラピッドツーリングは、購入者が CNC で提供できるものよりも現実的な前生産検証を必要とするが、まだ完全な生産金型への投資準備ができていない場合、最も実用的な中間手段となることがよくあります。この段階での目標は、通常、開発コストを制御しながら、実際の製造条件をよりよくシミュレートする限られたバッチの部品を生産することです。一部のプロジェクトでは、生産ツールがリリースされる前に、形状の成熟度、組み付けの再現性、後加工余裕、および仕上げの実現可能性を確認する最も効率的な方法となり得ます。
このルートは、部品がシリアル生産へ迅速に移行することが予想されるが、チームが依然として適合性、取り扱い、および下流プロセスとの互換性の物理的検証を必要とする場合に特に価値があります。このステップを計画する購入者は、より広範なプロトタイピングオプションと、コンセプト開発から生産立ち上げへの橋渡しにおけるラピッドモールディングプロトタイピングの役割も検討すべきです。
プロトタイプ部品が組み付け、収縮、加工余裕、および仕上げの検証にどのように役立つか
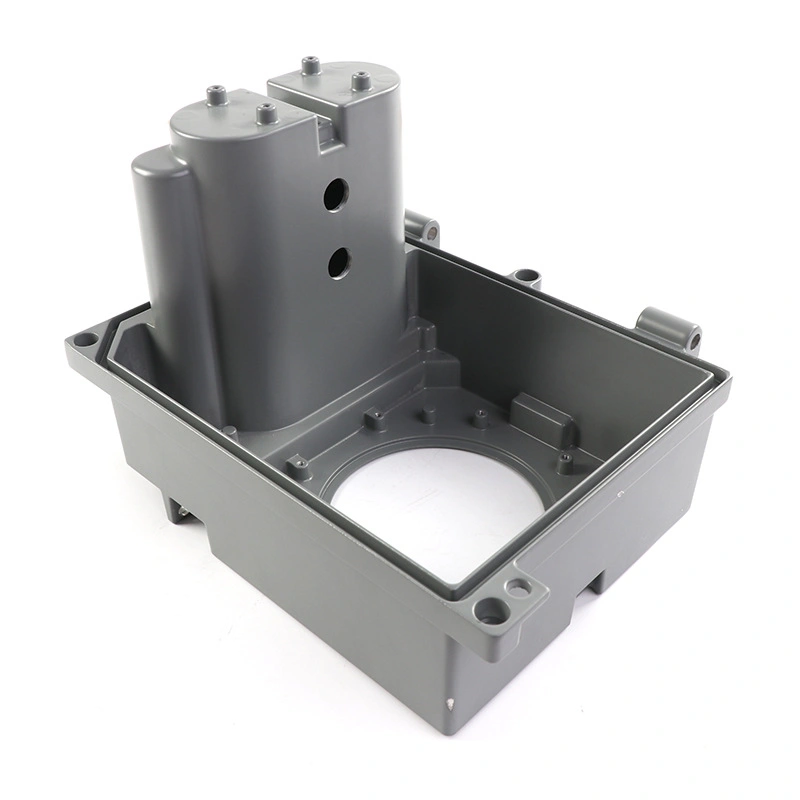
プロトタイプ部品は、プロジェクトチームが何を検証しようとしているかに基づいて選択されるべきです。主な懸念事項が組み付け適合性である場合、正確な穴配置、インターフェース面、ガスケット座、および嵌合形状が優先されます。懸念事項がダイカストの準備状況である場合、肉厚遷移、リブ構造、パーティングラインの露出、およびおそらく収縮に影響されやすいゾーンがより重要になります。懸念事項が後処理である場合、加工余裕、トリムアクセス、化粧表面、および仕上げ反応を評価する必要があります。
アルミニウムハウジングおよび構造部材の場合、プロトタイプ検証は、安定した鋳造のために肉厚が十分にバランスが取れているかどうか、局所的なボスまたはリブの再設計が必要かどうか、ねじ山を加工すべきか再設計すべきか、そして化粧表面がゲートとエジェクターの論理に耐えられるかどうかを明らかにすることがよくあります。また、鋳造後にビードブラスト、研磨、塗装、または陽極酸化関連の仕上げを部品に施すべきかどうかを確認するのにも役立ちます。表面の期待値を評価する購入者は、最終製品に装飾的または耐食性の要件がある場合、陽極酸化アルミニウム部品および鋳造アルミニウムの陽極酸化を検討することも有用でしょう。
各プロトタイプ段階で検証できる内容
検証項目 | CNC プロトタイプ | ラピッドツーリングプロトタイプ | ダイカストプロトタイプ |
|---|---|---|---|
組み付け適合性 | 強力 | 強力 | 強力 |
基本的な機能的形状 | 強力 | 強力 | 強力 |
鋳造収縮挙動 | 弱い | 中程度 | 強力 |
加工余裕レビュー | 中程度 | 中程度から強力 | 強力 |
表面仕上げの現実味 | 限定的 | 中程度 | 強力 |
パーティングラインと離型論理 | 弱い | 中程度 | 強力 |
バッチ再現性レビュー | 弱い | 中程度 | 強力 |
プロトタイプからダイカスト生産へ移行する時期
生産ツーリングへ移行する適切な時期は、通常、プロトタイプ段階が最も重要な技術的および商業的な質問に答えたときです。これは、組み付け適合性が確認され、重要な特徴が安定し、壁構造が受け入れられ、加工戦略が定義され、表面仕上げの期待値が実際のプロセスと一致していることを意味します。また、年間数量とビジネスケースが金型投資を正当化するのに十分強力であることを意味します。
購入者は、プロトタイプが未解決の適合性问题、不確かな加工余裕、または外観上の懸念を示している場合に、完全なツーリングへ早急に移行することを避けるべきです。一方、設計がすでに安定した後に長すぎると待機することは、不必要に出荷を遅らせる可能性があります。決定は、プロジェクトにまだ設計の不確実性が残っているか、実行計画だけが残っているかに基づくべきです。
プロジェクトが生産ツーリングの準備ができている兆候
準備完了の信号 | それが重要な理由 |
|---|---|
組み付け適合性が検証されている | インターフェースエラーによる工具修正のリスクを低減 |
重要な加工特徴が定義されている | ツーリングと加工ルートを同時に最適化可能 |
肉厚とリブの論理が受け入れられている | 鋳造の安定性を向上させ、欠陥リスクを低減 |
表面の期待値が現実的である | 工具リリース後の外観に関する不一致を防止 |
年間数量が確認されている | 工具費償却とプロセス選択をサポート |
RFQ パッケージが完了している | 見積もり精度、工具設計、および立ち上げタイミングを改善 |
購入者チェックリスト:3D ファイル、2D 図面、材料、仕上げ、数量
優れたプロトタイプ計画は、完全な RFQ パッケージから始まります。サプライヤーは、購入者が何を検証しようとしているか、および部品が生産で何になることが期待されているかを理解している場合にのみ、正しいプロトタイプルートを推奨できます。不完全なデータは、間違ったプロトタイプ方法の選択につながることが多く、時間の浪費と開発コストの増加を招きます。
アルミニウム部品向けプロトタイプ RFQ チェックリスト
RFQ 項目 | それが重要な理由 |
|---|---|
3D ファイル | 形状、肉厚、リブ、およびツーリング論理のレビューを可能にする |
2D 図面 | 重要な寸法、基準、および公差の優先度を定義する |
材料 | プロトタイプが最終合金の挙動をシミュートする必要があるかどうかを明確にする |
仕上げ要件 | 化粧またはコーティングの検証が必要かどうかを決定する |
数量 | 単発の CNC、小ロット検証、またはプロセス試作のいずれかを選択するのに役立つ |
加工面 | 後処理レビューが必要な特徴を特定する |
アプリケーションコンテキスト | 機能、適合性、またはプロセスの現実味のどれが最も重要かを判断するのに役立つ |
この情報がより完全であればあるほど、CNC 加工プロトタイピング、ラピッドモールディングプロトタイピング、および実際のアルミニウムダイカストプロトタイプ開発の間で選択することが容易になります。
結論:証明しなければならないことに基づいてプロトタイプルートを選択する
アルミニウムダイカストプロトタイプは、習慣ではなく検証目的に基づいて選択された場合に最も有用です。CNC プロトタイプは、迅速な形状および組み付けチェックに理想的です。ラピッドツーリングは、硬化金型導入前の小ロットのプロセス指向検証をサポートできます。真のダイカストプロトタイプ部品は、チームが鋳造挙動、収縮の影響、加工余裕、および生産類似の表面条件を理解する必要がある場合に最適です。
新しい OEM アルミニウム部品を開発する購入者にとって、最も賢明なプロトタイプルートは、ツール投資前に最も重要な技術的な質問に答えるものです。新しいプロジェクトを準備している場合は、アルミニウムダイカスト reviewed し、利用可能なプロトタイピングパスを比較し、プロトタイプが検証することが期待される正確な機能に合わせて RFQ を調整することから始めてください。
