Quels sont les facteurs affectant la tolérance des pièces MIM ?
Quels facteurs affectent la tolérance des pièces MIM ?
La tolérance des pièces de moulage par injection de métal est affectée par la précision de l'outillage, la consistance de la charge, le taux de poudre, le remplissage du moule, l'emplacement du point d'injection, le contrôle du déliantage, le retrait au frittage, la géométrie de la pièce, le grade du matériau, l'usinage secondaire, la finition de surface et la méthode d'inspection. Le problème pratique lors de la demande de devis est d'identifier quelles dimensions des pièces MIM peuvent rester à l'état fritté et quels repères, trous, filetages ou surfaces d'étanchéité nécessitent un usinage ou une rectification post-frittage.
Le MIM diffère de l'usinage conventionnel car les pièces vertes moulées rétrécissent pendant le déliantage et le frittage. La tolérance finale est donc contrôlée par l'ensemble du processus : conception du moule, procédé de moulage, traitement thermique, support de maintien, opérations secondaires et plan de mesure. Les acheteurs doivent marquer les dimensions critiques pour la fonction sur le dessin afin que le fabricant puisse séparer les dimensions générales moulées des caractéristiques de précision nécessitant un contrôle plus strict.
Comment l'outillage et la conception du moule affectent-ils la tolérance MIM ?
La précision de l'outillage définit le point de départ du contrôle de la tolérance MIM. Les dimensions de la cavité, les noyaux, les fermetures, les coulisseaux, la position des éjecteurs, l'évent, le refroidissement, l'emplacement du point d'injection et la conception du plan de joint influencent la forme moulée avant le déliantage et le frittage. L'usure de l'outillage et sa maintenance peuvent également affecter la répétabilité dimensionnelle en production.
La conception du moule doit tenir compte du retrait et de la stabilité des caractéristiques. Les nervures fines, les fentes longues, les petits trous, les parois non supportées, les sections de paroi inégales et les transitions brusques peuvent se déformer ou se remplir de manière irrégulière. Une demande de devis pratique doit montrer les repères critiques, les surfaces de référence, les interfaces d'assemblage et toute caractéristique ne pouvant tolérer un désalignement du plan de joint, des bavures, des traces de point d'injection ou des marques d'éjecteur.
Comment la charge et le grade du matériau affectent-ils la tolérance MIM ?
La charge MIM combine de la poudre métallique et un liant. La taille des particules de poudre, la distribution granulométrique, le taux de poudre, le système de liant, le mélange de la charge et le stockage de la charge peuvent affecter l'écoulement, la densité de tassement, le comportement au déliantage et le retrait au frittage. Différents matériaux MIM peuvent également rétrécir ou se déformer différemment pendant le processus thermique.
Par exemple, les aciers inoxydables tels que le MIM 17-4 PH, le MIM 316L et le MIM 420 peuvent nécessiter un traitement thermique, une finition de surface ou une révision dimensionnelle différents. Les aciers faiblement alliés, les aciers à outils, les alliages magnétiques, les alliages de tungstène, les alliages de cobalt et les alliages de titane peuvent également créer des problèmes de retrait, de densité, de dureté et d'inspection différents. L'acheteur doit définir le grade d'alliage ou l'exigence fonctionnelle avant de finaliser les attentes de tolérance.
Comment le moulage, le déliantage et le frittage contrôlent-ils les dimensions MIM ?
Les paramètres de moulage affectent la pièce verte avant l'étape du four. La pression d'injection, la vitesse d'injection, la température du moule, le maintien, la pression de maintien et le refroidissement peuvent influencer la distribution de densité, les lignes de soudure, les contraintes au point d'injection et la stabilité de la pièce. Si la pièce verte présente une variation de densité ou des contraintes internes, la pièce frittée peut se déformer même si l'outil est précis.
Le déliantage et le frittage sont centraux pour la tolérance MIM. Le déliantage doit éliminer le liant sans endommager la pièce. Le frittage doit contrôler le retrait, la densité, l'atmosphère, le support et le cycle thermique. Des supports ou des cales de frittage peuvent être nécessaires lorsque la pièce présente de longues caractéristiques non supportées, des exigences de planéité ou une géométrie sensible à la déformation. La demande de devis doit identifier les surfaces qui doivent rester planes, parallèles, rondes ou concentriques afin que le plan de processus puisse traiter ces risques.
Quelles caractéristiques de pièce créent un risque de tolérance en MIM ?
Le risque de tolérance MIM augmente lorsque la pièce a une épaisseur de paroi inégale, de longues sections fines, des trous borgnes profonds, de petites caractéristiques de noyau, des angles vifs, de grandes surfaces planes, des nervures à rapport d'aspect élevé, des parois minces, des canaux internes ou plusieurs repères critiques sur différents plans. Ces caractéristiques peuvent affecter le remplissage du moule, l'éjection, le déliantage, le support de frittage et la répétabilité des mesures.
Les acheteurs devraient éviter d'attribuer des tolérances serrées à chaque surface par défaut. Une meilleure approche consiste à classer les dimensions comme fonctionnelles, liées à l'assemblage, esthétiques ou de référence uniquement. Les dimensions fonctionnelles peuvent nécessiter un contrôle plus strict ou un usinage secondaire. Les caractéristiques esthétiques peuvent nécessiter une finition de surface ou des critères visuels. Les dimensions de référence uniquement peuvent être acceptables avec une variation de moulage normale après examen technique.
Quand un usinage secondaire est-il nécessaire pour la tolérance MIM ?
Un usinage secondaire est nécessaire lorsque les dimensions MIM à l'état fritté ne peuvent pas supporter de manière fiable l'ajustement requis, l'étanchéité, le filetage, le repère, le siège de roulement ou l'interface d'assemblage. Les opérations courantes incluent l'usinage CNC, le perçage, le taraudage, l'alésage, la rectification, le rodage, l'électroérosion et le polissage. Ces opérations sont généralement appliquées uniquement aux caractéristiques critiques car usiner chaque surface peut réduire les avantages de coût et de conception du MIM.
La demande de devis doit identifier les repères usinés, les trous taraudés, les alésages de pressage, les faces d'étanchéité, les surfaces de glissement, les caractéristiques d'engrenage ou d'autres zones de précision. Si un revêtement, un placage, une passivation, un traitement thermique ou une étape de polissage suit l'usinage, la tolérance finale doit tenir compte de la séquence de finition et de toute épaisseur de revêtement ou risque de déformation.
Quelles méthodes d'inspection soutiennent le contrôle de la tolérance MIM ?
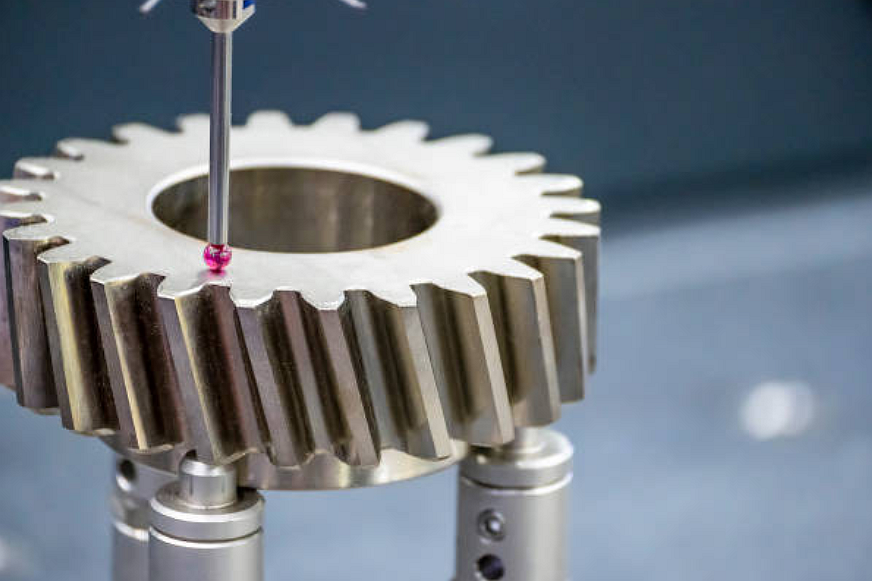
L'inspection doit correspondre à la caractéristique et à l'étape de production. Les preuves courantes peuvent inclure un rapport CMM, une première inspection d'article, un rapport dimensionnel, un calibre go/no-go, une mesure optique, un calibre de filetage, un rapport de rugosité de surface, un test de dureté, un contrôle de densité, un rapport d'épaisseur de revêtement ou un standard d'inspection visuelle. Pour la production, le plan de contrôle peut également nécessiter un suivi de cavité, une traçabilité de lot, une répétabilité de montage et une méthode d'échantillonnage convenue avec l'acheteur.
La méthode de mesure est importante car les petites pièces MIM peuvent avoir des courbes complexes, de minuscules caractéristiques et des structures de repère difficiles. Une dimension mesurée avec un pied à coulisse, une CMM, un système optique ou un calibre personnalisé peut ne pas produire le même niveau de répétabilité. Les acheteurs doivent définir les critères d'acceptation et les preuves d'inspection lors de la demande de devis, en particulier pour les composants MIM à tolérance serrée ou les pièces à usage réglementé.
Facteur de tolérance MIM | Comment il affecte la pièce | Détail à fournir dans la demande de devis | Méthode de contrôle possible |
Outillage et conception du moule | Contrôle la forme de la cavité, la trace du point d'injection, le plan de joint, l'état de fermeture et la géométrie verte moulée | Repères critiques, sections de paroi, restrictions de point d'injection, surfaces esthétiques et interfaces d'assemblage | Révision de l'outillage, analyse de l'écoulement, planification des repères et plan de maintenance de l'outillage |
Charge et grade du matériau | Affecte l'écoulement, la densité de tassement, le retrait, la densité frittée, la dureté et la réponse à la finition | Grade d'alliage, norme du matériau, exigence fonctionnelle, traitement thermique et exigence de finition | Contrôle de la charge, certificat du matériau, révision du frittage et traçabilité du lot |
Déliantage et frittage | Contrôle le retrait, la déformation, la densité, la planéité et la stabilité dimensionnelle | Planéité, parallélisme, circularité, surfaces critiques et géométrie sensible au support | Contrôle du processus thermique, conception des cales, compensation du retrait et contrôles de densité |
Usinage secondaire et finition | Améliore les repères, filetages, alésages, faces d'étanchéité et caractéristiques d'assemblage de précision | Surfaces usinées, détails de filetage, rugosité, épaisseur de revêtement et méthode d'inspection finale | Usinage CNC, rectification, taraudage, contrôle du revêtement, rapport CMM et calibres go/no-go |
FAQ connexes
Comment les composants à tolérance serrée sont-ils contrôlés pendant le processus de retrait MIM ?
Quels facteurs de conception affectent la précision dimensionnelle des pièces MIM de précision ?
L'usinage secondaire peut-il améliorer les tolérances des composants moulés par injection de métal ?
Quelles méthodes d'inspection qualité sont utilisées pour les composants MIM à tolérance serrée ?
