Qu'est-ce que le retrait du moulage par injection de métal ?
Le retrait du moulage par injection de métal (MIM) est la réduction dimensionnelle contrôlée qui se produit lorsqu'une pièce brute moulée devient une pièce métallique dense frittée par le déliantage et le frittage. Le problème pratique des demandes de devis est de décider comment le matériau MIM, la matière première, la géométrie de la pièce, la compensation d'outillage, le processus de frittage et le plan d'inspection contrôleront les dimensions critiques des petites pièces métalliques complexes.
Que signifie le retrait dans le moulage par injection de métal ?
Dans le moulage par injection de métal, le retrait signifie que la forme de la matière première injectée devient plus petite à mesure que le liant est éliminé et que les particules de poudre métallique se densifient pendant le frittage. La pièce brute moulée est intentionnellement fabriquée plus grande que la pièce métallique finale car le moule et le processus doivent compenser ce changement dimensionnel attendu.
Le retrait n'est pas un défaut aléatoire lorsque le processus MIM est contrôlé. Le retrait est une partie normale du processus MIM. Le risque pour les acheteurs est un retrait inégal, une distorsion imprévisible ou un changement dimensionnel non contrôlé sur des caractéristiques telles que les trous, les fentes, les parois minces, les filetages, les bossages, les faces de référence et les surfaces de contact.
Facteur de retrait MIM | Étape de fabrication affectée | Risque dimensionnel | Informations de devis que les acheteurs doivent fournir |
|---|---|---|---|
Type de poudre métallique | Préparation de la matière première et frittage | Différents alliages et caractéristiques de poudre peuvent rétrécir différemment | Nuance d'alliage cible et tout matériau de substitution approuvé |
Système liant | Moulage par injection et déliantage | L'élimination du liant peut affecter la stabilité de forme avant le frittage | Surfaces fonctionnelles et caractéristiques fragiles |
Charge de poudre | Cohérence de la matière première | La variation peut affecter la densité finale et la tendance dimensionnelle | Dimensions critiques et priorité d'inspection |
Épaisseur de paroi de la pièce | Déliantage, chauffage et frittage | Les sections épaisses et minces peuvent rétrécir ou se déformer différemment | Épaisseur de paroi, nervures, bossages et changements de section |
Géométrie de la caractéristique | Outillage, déliantage et support de frittage | Les petits trous, les longues fentes, les poteaux minces et les caractéristiques profondes peuvent bouger ou se fermer | Trous fonctionnels, fentes, filetages et interfaces d'assemblage |
Support de frittage | Chargement du four de frittage | Les caractéristiques non supportées peuvent s'affaisser, se déformer ou se tordre | Exigences de planéité, de rectitude et de référence |
Compensation d'outillage | Conception du moule | Une mauvaise compensation peut entraîner des pièces systématiquement surdimensionnées ou sous-dimensionnées | Dessin 2D, schéma de tolérance et dimensions d'inspection finale |
Usinage secondaire | Finition post-frittage | Les caractéristiques critiques peuvent encore nécessiter un usinage après retrait | Surfaces de référence usinées, filetages, alésages ou faces d'étanchéité |
Quand le retrait se produit-il pendant le processus MIM ?
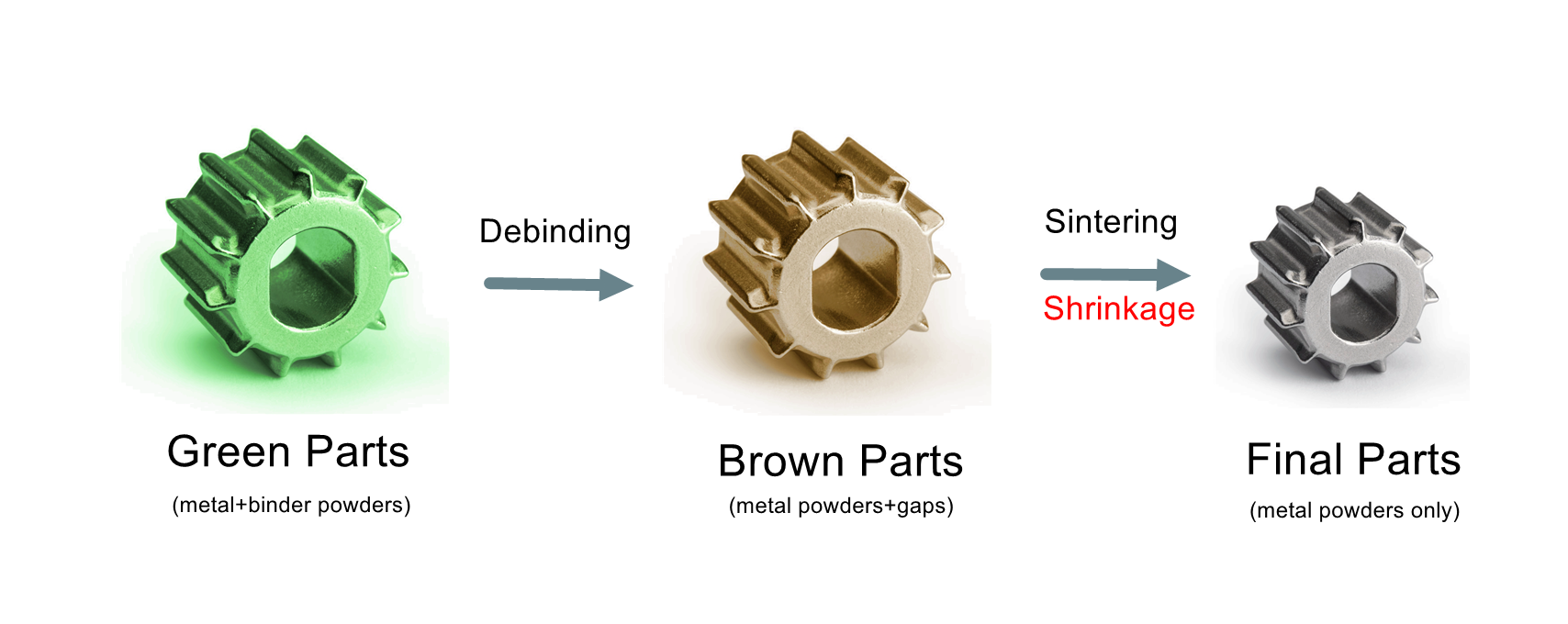
Le retrait MIM devient principalement visible pendant le frittage, après que la pièce brute moulée a subi le déliantage. La pièce brute contient de la poudre métallique et du liant. Le déliantage élimine le système liant, laissant une pièce brune fragile qui doit conserver suffisamment de forme pour le frittage.
Pendant le frittage, les particules de poudre métallique se lient entre elles et se densifient. Cette densification réduit les dimensions globales de la pièce et crée la structure métallique finale. La direction et la cohérence du retrait dépendent de la poudre, du liant, de la géométrie de la pièce, du support, des conditions du four et du contrôle du processus.
L'acheteur doit comprendre que la cavité du moule n'est pas de la même taille que la pièce finale. Le fournisseur MIM conçoit le moule avec une compensation de retrait afin que la pièce frittée puisse atteindre les dimensions cibles après la réduction attendue.
Comment le matériau, la matière première et la géométrie de la pièce affectent-ils le retrait MIM ?
Le matériau et la matière première affectent le retrait car chaque alliage MIM et système de poudre a son propre comportement de frittage. L'acier inoxydable, l'acier faiblement allié, l'acier à outils, les alliages magnétiques et autres matériaux MIM peuvent nécessiter des hypothèses de traitement différentes. Le facteur de retrait exact doit être confirmé par le fournisseur pour le matériau et le système de matière première sélectionnés.
La géométrie de la pièce affecte également le retrait. Une section de paroi uniforme est généralement plus facile à contrôler qu'une pièce avec des changements de section brusques, des bossages épais isolés, des porte-à-faux minces, des fentes longues, des trous borgnes ou des caractéristiques très petites. Une répartition inégale de la masse peut augmenter le risque de distorsion pendant le déliantage et le frittage.
Les acheteurs doivent identifier les dimensions fonctionnelles dès le début. Un profil extérieur cosmétique peut tolérer plus de variation qu'un alésage de roulement, un clip d'encliquetage, un trou fileté, une surface d'étanchéité, une dent d'engrenage ou une référence de contact. Cette distinction aide le fournisseur à planifier l'outillage, le support de frittage, l'inspection et l'usinage secondaire éventuel.
Comment le retrait affecte-t-il les dimensions et les tolérances MIM ?
Le retrait affecte à la fois la taille globale de la pièce et la précision des caractéristiques locales. Même lorsque le retrait global est prédit, des caractéristiques individuelles peuvent être influencées par l'emplacement du point d'injection, l'épaisseur de paroi, le chemin de déliantage, le support de frittage, le chargement du four et l'orientation de la pièce.
Pour les demandes de devis MIM, les acheteurs doivent éviter d'attribuer une tolérance serrée à chaque caractéristique par défaut. La tolérance serrée doit être réservée aux dimensions fonctionnelles telles que les surfaces de contact, les trous, les alésages, les emplacements de filetage, les zones d'étanchéité, les caractéristiques d'alignement et les surfaces de référence. Les dimensions non fonctionnelles peuvent souvent utiliser des attentes de tolérance plus larges.
Si une dimension est trop critique pour le contrôle MIM tel que fritté, un usinage secondaire, un matriçage, un calibrage, une rectification ou une autre opération de finition peut être nécessaire. Le dessin doit rendre ces caractéristiques critiques claires afin que le devis inclue le processus correct.
Comment l'outillage et le contrôle du processus compensent-ils le retrait MIM ?
L'outillage MIM compense le retrait en agrandissant la cavité du moule et en ajustant la conception des caractéristiques en fonction de la matière première et du processus de frittage sélectionnés. Cette compensation est basée sur l'expérience du processus, les données du matériau, le comportement d'écoulement dans le moule et le retour dimensionnel des échantillons.
Le contrôle du processus soutient cette compensation. La cohérence de la matière première, les conditions de moulage par injection, le cycle de déliantage, le profil de température de frittage, l'atmosphère du four, le support de la pièce et le retour d'inspection affectent tous la cohérence dimensionnelle. Un processus stable aide le fournisseur à maintenir un comportement de retrait prévisible de l'échantillonnage à la production.
L'inspection boucle la boucle. L'inspection du premier article, les mesures CMM, les contrôles par calibre, l'inspection visuelle, l'examen de la densité et les tests fonctionnels peuvent identifier si la compensation de retrait est correcte ou si l'outillage, le processus ou les opérations secondaires nécessitent un ajustement.
Que doivent fournir les acheteurs lorsque le retrait MIM est une préoccupation dans le devis ?
Une demande de devis MIM utile doit inclure le modèle CAO 3D, le dessin 2D, l'alliage cible, la quantité prévue, la fonction de la pièce, les dimensions critiques, les notes de tolérance, les exigences de finition de surface, les besoins de traitement thermique ou d'opérations secondaires, les exigences d'inspection et toutes les interfaces d'assemblage qui ne peuvent pas être modifiées.
Les acheteurs doivent également marquer les dimensions qui sont critiques après le frittage. Si des trous seront percés après le frittage, si des filetages seront usinés, si une référence sera rectifiée, ou si une surface sera polie, ces opérations doivent être indiquées avant le devis.
La réponse pratique est que le retrait MIM est attendu et gérable lorsque la sélection du matériau, la compensation d'outillage, le déliantage, le frittage, l'inspection et les opérations secondaires sont planifiés ensemble. La valeur exacte du retrait doit être traitée comme spécifique au projet plutôt que copiée d'une règle générale.
FAQ connexes
Quels sont les facteurs affectant la tolérance des pièces MIM ?
Quels matériaux conviennent au moulage par injection de métal ?
Comment la cohérence dimensionnelle est-elle assurée en production de masse ?
L'usinage secondaire peut-il améliorer les tolérances des composants moulés par injection de métal ?
Quelles méthodes d'inspection qualité sont utilisées pour les composants MIM à tolérance serrée ?
