Essentiels des Finitions de Surface Usinées
Le Rôle Critique des Finitions de Surface Usinées
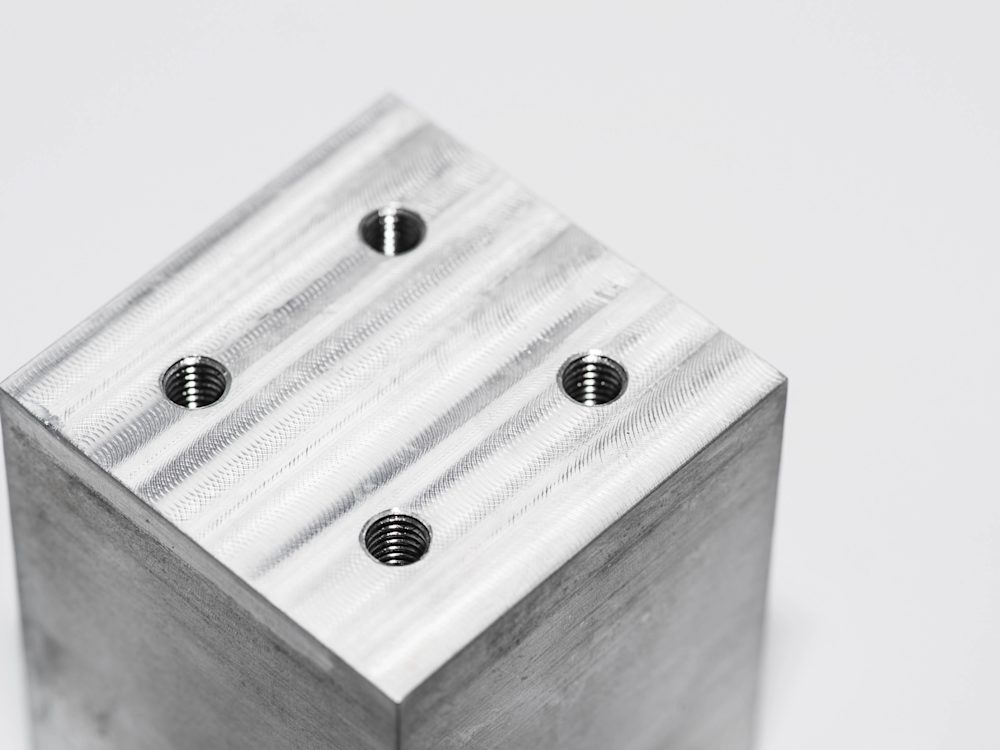
Les surfaces usinées sont les finitions brutes laissées sur les pièces après des procédés de fabrication comme l'usinage CNC, l'impression 3D ou la fonderie de précision. Ces surfaces non polies conservent les marques d'outils et sont cruciales pour des industries comme l'aérospatiale et les dispositifs médicaux, où le prototypage rapide et les tests fonctionnels exigent des composants économiques et à haute tolérance.
Évaluées à plus de 12 milliards de dollars à l'échelle mondiale, les finitions usinées éliminent les coûts de post-traitement tout en offrant une précision pour des matériaux comme les alliages de titane et l'acier inoxydable. Elles permettent un délai d'exécution rapide pour les pièces structurelles dans l'automobile, l'électronique et les équipements industriels, équilibrant efficacité et performance.
Le Processus Usiné : Une Analyse Étape par Étape
Essentiels du Prétraitement
Sélection du Matériau : Des matériaux de base comme l'aluminium moulé ou les alliages pressés en poudre sont choisis pour leur usinabilité.
Optimisation des Paramètres : La vitesse de broche, la vitesse d'avance et la profondeur de coupe sont calibrées pour minimiser la rugosité de surface.
Techniques de Base Comparées
Processus Usiné | Rugosité de Surface (Ra) | Matériaux Clés | Champ d'Application | Avantages |
|---|---|---|---|---|
Fraisage CNC | 0,8–3,2 µm | Acier Inoxydable, Titane | Pièces aérospatiales haute précision | Géométries complexes, tolérances serrées (±0,01 mm) |
Tournage | 1,6–6,3 µm | Aluminium, Laiton | Arbres, douilles | Production en grande série, symétrie cylindrique |
Rectification | 0,4–1,6 µm | Acier à Outils, Céramiques | Implants médicaux | Finition ultra-lisse, dommages sous-surface minimaux |
EDM (Usinage par Décharge Électrique) | 3,2–12,5 µm | Tungstène, Superalliages | Géométries complexes | Pas de contact d'outil, traite les matériaux durcis |
Post-Traitement & Optimisation
Ébavurage : Le grenaillage élimine les arêtes vives pour la sécurité et la fonctionnalité.
Contrôle Qualité : La rugosité de surface est mesurée selon les normes ISO 1302.
Avantages vs. Limites de Performance
Les finitions usinées fournissent des surfaces fonctionnelles immédiates mais nécessitent des compromis en matière de résistance environnementale par rapport aux alternatives post-traitées. Voici une comparaison détaillée des propriétés clés :
Propriété | Finition Usinée | Finition Post-Traitée (ex. Anodisation, Électrodéposition) |
|---|---|---|
Résistance Mécanique | Conserve la résistance à la traction/limite élastique du matériau de base | Peut être altérée par l'adhérence du revêtement ou les effets thermiques |
Dureté | Correspond au substrat (ex. HRC 50–60 pour l'acier à outils) | Améliorée via les revêtements (ex. HV 800–1200 pour les revêtements PVD) |
Stabilité Chimique | Sensible à l'oxydation et à l'exposition acide/alcaline | Résistance améliorée (ex. aluminium anodisé résiste au pH 4–9) |
Résistance au Brouillard Salin | 24–48 heures (ASTM B117) | 500+ heures (ex. placage zinc-nickel) |
Résistance à l'Oxydation | ≤300°C (dépend du matériau de base) | ≤1200°C (avec revêtements barrière thermique) |
Résistance aux Rayures | Faible (les marques d'outils sont sujettes à l'abrasion visible) | Élevée (ex. les revêtements céramiques atteignent une dureté au crayon 9H) |
Applications Industrielles : Où les Finitions Usinées Excellent
Automobile : Supports de moteur en aluminium moulé sous pression (tolérance ±0,05 mm).
Électronique Grand Public : Prototypes usinés CNC pour boîtiers en aluminium (Ra 1,6 µm).
Dispositifs Médicaux : Instruments chirurgicaux en titane utilisés directement en environnement stérile.
Guide de Sélection des Finitions Usinées
Matrice de Compatibilité des Matériaux
Type de Substrat | Processus de Fabrication | Processus Recommandé | Objectif de Gain de Performance |
|---|---|---|---|
Fraisage CNC | Géométries complexes, tolérances de ±0,01 mm | ||
Tournage | Pièces cylindriques en grande série | ||
Rectification | Finitions ultra-lisses (Ra 0,4–1,6 µm) | ||
EDM | Matériaux durcis, géométries complexes |
Critères d'Évaluation des Fournisseurs
Équipement : Capacités d'usinage CNC 5 axes ou à grande vitesse.
Certifications : ISO 9001, AS9100 (pour la conformité aérospatiale).
Matrice Technologique des Finitions de Surface
Technologie | Fonction Principale | Caractéristiques Clés | Avantages |
|---|---|---|---|
Surface directe sans post-traitement issue de l'usinage CNC/impression 3D/fonderie | Ra 0,8–25 µm, conserve les marques d'outils, économique | Délai d'exécution rapide, pas de coûts ajoutés, idéal pour les prototypes | |
Formation d'une couche d'oxyde électrochimique sur l'aluminium | Ra 0,4–1,6 µm, résistance à la corrosion (ASTM B117 >500 h), propriétés diélectriques | Léger, couleurs esthétiques, résistance à l'usure améliorée | |
Application électrostatique de poudre polymère | Épaisseur 50–120 µm, résistance aux UV/chimiques, finitions mat/brillant | Écologique (pas de COV), durable pour usage extérieur (automobile, outils électriques) | |
Élimination électrochimique des micro-irrégularités de surface | Ra <0,4 µm, ébavurage, passivation de l'acier inoxydable (ASTM A967) | Lisseur de qualité médicale, surfaces hygiéniques, réduit la friction | |
Dépôt de film mince par pulvérisation sous vide | Épaisseur 1–5 µm, dureté HV 800–3000, résistance à la température ≤800°C | Finitions décoratives (or, noir), prolonge la durée de vie des outils, procédé écologique |
Adéquation Technique : Un Modèle Quadridimensionnel
Précision Dimensionnelle Les surfaces usinées atteignent des tolérances de ±0,01–0,05 mm (ISO 2768) avec une rugosité allant de Ra 0,8–25 µm, adaptées aux prototypes fonctionnels. Les alternatives post-traitées comme le rodage ou l'électropolissage peuvent affiner cela à ±0,005 mm et Ra 0,1–0,4 µm.
Efficacité Coût Les pièces usinées coûtent 5–50parunitéenraisondupeudeprocessus,alorsquelesrevêtements(ex.PVD,barrièresthermiques)augmententlescoûtsà5–50parunite´enraisondupeudeprocessus,alorsquelesrevêtements(ex. PVD,barrie`resthermiques)augmententlescou^tsa`20–200 par pièce.
Résistance Environnementale. Alors que les surfaces usinées résistent 24–48 heures aux tests de brouillard salin (ASTM B117) et à ≤300°C, les finitions post-traitées comme l'anodisation ou les barrières thermiques étendent la résistance à 500–1000 heures et ≤1200°C.
Délai de Livraison Les composants usinés sont livrés en 1–7 jours, tandis que les pièces revêtues nécessitent 7–21 jours pour les traitements supplémentaires.
FAQ
Comment la finition usinée se compare-t-elle à l'anodisation en termes de résistance à la corrosion ?
Les surfaces usinées peuvent-elles répondre aux normes de propreté médicale ISO 13485 ?
Quels matériaux sont inadaptés aux finitions usinées ?
Quelles techniques réduisent les marques d'outils visibles sur les pièces usinées ?
Le post-traitement est-il obligatoire pour les composants usinés dans des environnements humides ?
