Defects in Sand Castings: Causes and Prevention in Metal Foundries
Which sand casting defects matter in RFQ review?
Sand casting defects can affect custom metal parts such as housings, bases, frames, brackets, pump bodies, covers, and machinery components. Sand casting defect review should connect gas porosity, shrinkage, inclusions, cold shuts, hot tears, core shift, machining allowance, and inspection evidence to the drawing requirements. The practical RFQ problem is deciding which defects affect function, which defects affect appearance, and which defects require inspection or process changes before production.
Defect risk depends on mold quality, sand properties, core design, venting, pouring temperature, gating, riser design, alloy behavior, cooling rate, and post-cast machining. Buyers should mark pressure zones, sealing faces, load paths, cosmetic surfaces, machined datums, and internal passages so the foundry can match defect controls to the part function.
What causes gas porosity in sand castings?
Gas porosity appears as voids, pinholes, or larger gas-related cavities in a sand casting. The defect can come from poor mold venting, excessive moisture, gas from core binders, turbulent metal flow, trapped air, or alloy-related gas absorption.
Gas porosity matters when the casting needs pressure tightness, leak resistance, machined sealing faces, or load-bearing sections. RFQs should identify leak tests, pressure tests, sectioning, X-ray inspection, CT inspection, or visual acceptance criteria when porosity affects the part function.

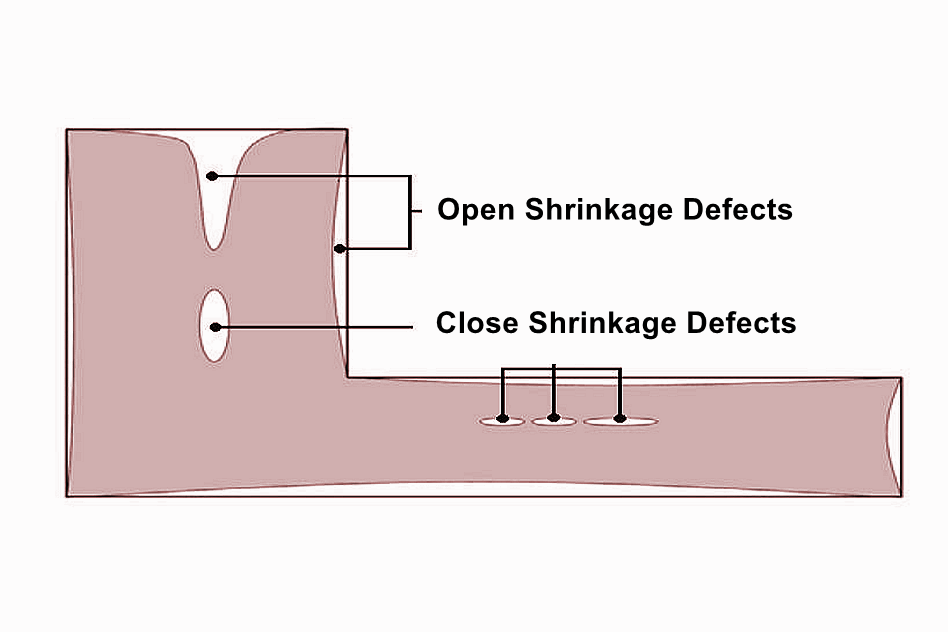
What causes shrinkage defects in sand cast parts?
Shrinkage defects form when molten metal contracts during solidification and the casting does not receive enough feed metal from risers or local feeding paths. Thick sections, abrupt wall changes, isolated bosses, poor riser placement, and uneven cooling can increase shrinkage risk.
Shrinkage control usually requires design and process review. The casting may need better wall balance, riser changes, chills, gating changes, machining stock adjustment, or a revised solidification plan. Buyers should identify critical cross-sections and machined areas where shrinkage cannot be accepted.
Why do sand inclusions and mold defects occur?
Sand inclusions happen when loose sand, broken mold material, core fragments, slag, oxide film, or foreign material becomes trapped in the casting. Mold erosion, weak cores, poor coating, turbulent pouring, damaged mold surfaces, and inadequate cleaning can contribute to inclusion defects.
Inclusions can affect machined surfaces, sealing faces, appearance, and strength. If the casting has internal passages, the buyer should define cleaning access and inspection requirements. A sand core feature may require special attention to core strength, venting, and collapsibility.

What causes cold shuts and misruns in sand casting?
Cold shuts and misruns occur when molten metal does not fill the mold completely or two metal fronts meet without fully fusing. These defects can appear near thin walls, long flow paths, cold sections, poorly vented areas, or complex geometry.
Possible controls include reviewing pouring temperature, gating, runner size, venting, wall thickness, mold temperature, and alloy flow behavior. Buyers should identify thin sections, sharp transitions, long ribs, and cosmetic flow-line limits before quotation.
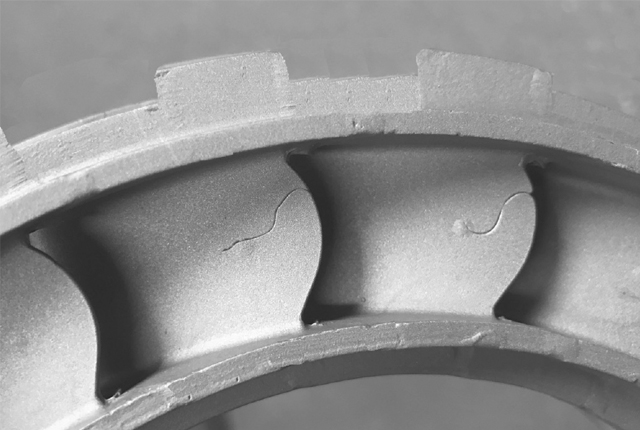
What causes hot tearing in sand castings?
Hot tearing happens when a casting cracks during solidification because shrinkage is restrained by mold geometry, core location, wall transitions, or uneven cooling. The defect is important when the crack intersects a load path, pressure boundary, machined surface, or mounting feature.
Hot-tear risk can be reduced by reviewing fillet radius, wall transition, alloy behavior, riser design, mold restraint, cooling balance, and core design. Inspection may include visual inspection, dye penetrant inspection, sectioning, X-ray inspection, or CT inspection when the crack risk affects acceptance criteria.

What inspection evidence supports sand casting defect control?
Inspection evidence should match the casting function. A decorative cover may need visual inspection and dimensional checks. A pressure housing may need leak or pressure testing. A structural bracket may need material certificate, hardness test, dimensional report, and crack inspection depending on buyer requirements.
Common evidence includes first article inspection, dimensional report, CMM inspection, material certificate, hardness test, heat-treatment record, visual inspection standard, surface roughness report, leak test, pressure test, dye penetrant inspection, X-ray inspection, CT inspection, or sectioning. The buyer should define acceptance criteria before production.
Sand Casting Defect | Likely Cause | Part Risk to Review | RFQ or Inspection Evidence |
Gas porosity | Poor venting, moisture, core gas, turbulent filling, or alloy gas absorption | Leakage, pressure failure, machined-surface voids, and strength reduction | Leak test, pressure test, X-ray, CT, sectioning, and porosity acceptance criteria |
Shrinkage | Insufficient feeding, poor riser design, thick sections, and uneven cooling | Weak sections, machined-surface cavities, and pressure-zone defects | Solidification review, riser plan, machining allowance, sectioning, X-ray, or CT |
Sand inclusions | Mold erosion, core breakage, loose sand, slag, oxide film, or poor cleaning | Surface defects, blocked passages, sealing problems, and machining rejects | Visual standard, cleaning access, borescope, sectioning, and material review |
Cold shut or misrun | Incomplete filling, poor flow, low effective temperature, thin sections, or poor venting | Weak seams, incomplete geometry, cosmetic defects, and assembly interference | Wall review, gating review, sample approval, dimensional check, and visual standard |
Hot tearing | Restrained shrinkage, sharp transitions, poor fillets, alloy behavior, or cooling imbalance | Crack growth, load-path failure, pressure leakage, and reject risk after machining | DPI, visual inspection, sectioning, X-ray, CT, and crack acceptance criteria |
What should buyers provide to reduce sand casting defect risk?
A useful RFQ should include the 2D drawing, 3D model, alloy grade, expected quantity, casting size, wall thickness, internal cores, critical dimensions, machining allowance, surface finish, heat treatment, leak or pressure requirements, cosmetic zones, and inspection method.
Defect control starts before the first mold is poured. Clear drawings help the foundry review mold design, core design, gating, risers, venting, machining, finishing, and inspection evidence against the actual use of the casting.
Related FAQs