Алюминиевые литые под давлением радиаторы для солнечной энергетики: Поставщик высокого давления лить...
Что такое алюминиевые литые радиаторы?
Алюминиевое литье под давлением радиаторы играют ключевую роль в повышении энергоэффективности в различных отраслях, особенно в энергетическом секторе. Эти радиаторы представляют собой прецизионно спроектированные компоненты, которые рассеивают избыточное тепло от электронных устройств и энергосистем. В контексте энергетической отрасли их значение невозможно переоценить. Их дизайн и состав материала, который часто включает высококачественные алюминиевые сплавы, позволяют им эффективно управлять теплом в силовой электронике, обеспечивая долговечность и надежность энергетического оборудования.
В энергетической отрасли, где критически важны выработка и распределение электроэнергии, алюминиевые литые радиаторы применяются во многих областях. Например, в силовых преобразователях и инверторах они помогают поддерживать оптимальные рабочие температуры, тем самым повышая эффективность преобразования энергии. Их высокая точность и теплопроводность, часто превышающая 200 Вт/м·К, обеспечивают эффективное рассеивание тепла, снижая потери энергии. Более того, они используются в системах светодиодного освещения, где поддержание постоянной температуры жизненно важно для производительности и долговечности, что делает их незаменимыми для энергоэффективных осветительных решений.
Алюминиевые литые радиаторы также неотъемлемы в возобновляемых источниках энергии, таких как ветряные и солнечные энергосистемы. Они помогают управлять теплом, выделяемым при преобразовании и хранении энергии, повышая общую эффективность этих устойчивых энергетических решений. Эффективно регулируя температуры и обеспечивая надежность оборудования, эти радиаторы помогают продвигать энергетическую отрасль к более устойчивому и экологичному будущему.
Алюминиевое литье под давлением в энергетической отрасли
Литье под давлением, видный производственный процесс в изготовлении точных металлических компонентов, играет решающую роль в энергетической отрасли. Его универсальность, скорость и точность незаменимы при создании деталей, неотъемлемых для различных энергетических применений, повышая общую эффективность сектора. От выработки электроэнергии до распределения и энергоэффективного оборудования, вклад литья под давлением неоспорим.
В энергетической отрасли литье под давлением широко используется при производстве критически важных компонентов, таких как корпуса для электрического и электронного оборудования. Эти корпуса обеспечивают защиту и изоляцию чувствительного энергетического оборудования, оберегая его от воздействия окружающей среды и электромагнитных помех. Литье под давлением предлагает высокоточное производство, гарантируя, что эти корпуса соответствуют точным спецификациям и поддерживают необходимые допуски для обеспечения функциональности энергосистем.
Кроме того, литье под давлением распространяется на производство таких компонентов, как радиаторы, корпуса двигателей и разъемы для энергоэффективных устройств. Эти компоненты спроектированы с высокой точностью для оптимизации рассеивания тепла, обеспечивая надежность и долговечность силовой электроники. Поскольку энергетическая отрасль все больше уделяет внимание энергосбережению и устойчивости, литье под давлением играет ключевую роль в создании легких и высокопрочных компонентов, которые способствуют созданию более энергоэффективных систем, стимулируя прогресс в секторе.
Производство литых радиаторов
Точность имеет первостепенное значение при производстве литых радиаторов, с жесткими требованиями для оптимального теплового управления. Для достижения наивысшей эффективности отраслевые стандарты требуют точности с допусками до ±0,02 мм в критических областях. Эта точность жизненно важна в применениях в секторах потребительской электроники и осветительных решений, где важна каждая доля градуса.
Более того, выбор материала играет ключевую роль. Литые радиаторы часто используют алюминиевые сплавы из-за их отличной теплопроводности. В этом контексте применяется литье под высоким давлением, при этом машины создают давление от 1500 до 4500 тонн, чтобы обеспечить безупречное заполнение сложных форм материалом. В контексте телекоммуникационной отрасли, где компактные и эффективные радиаторы жизненно важны, эти строгие требования необходимы.
Кроме того, чистота поверхности имеет решающее значение не только для функциональности, но и для эстетики. Радиаторы должны соответствовать стандарту шероховатости поверхности от Ra 3,2 до Ra 6,3 микрометров. Этот уровень гладкости не только улучшает теплопередачу, но и отвечает потребностям таких отраслей, как электроинструменты, где сходятся долговечность и внешний вид. Эти конкретные значения и требования в производстве литых радиаторов демонстрируют точность и опыт, которые Neway постоянно демонстрирует в различных отраслях, устанавливая новые стандарты в решениях для теплового управления.
Литье под давлением против ЧПУ обработки
Литье под давлением предлагает несколько явных преимуществ по сравнению с ЧПУ обработкой для производства радиаторов, особенно в контексте экспертизы Neway в услугах прецизионного литья. Во-первых, литье под давлением обеспечивает высокий уровень точности и стабильности. Прецизионное литье, такое как литье под давлением, может достигать чрезвычайно жестких допусков, часто до нескольких тысячных долей дюйма. Этот уровень точности имеет решающее значение для радиаторов, поскольку даже небольшие отклонения могут повлиять на их тепловые характеристики. ЧПУ обработка, хотя и точна, может не соответствовать такой точности при одинаковой стоимости.
Во-вторых, литье под давлением является высокоэффективным и экономичным при массовом производстве. Радиаторы часто используются в таких отраслях, как потребительская электроника и телекоммуникации, где требуются большие объемы. Литье под давлением позволяет производить сложные, замысловатые конструкции с минимальной постобработкой, сокращая время и затраты на производство. Для сравнения, ЧПУ обработка может требовать большего удаления материала и более длительного времени обработки, что делает ее менее экономичной для крупносерийного производства.
Наконец, литье под давлением обеспечивает превосходное использование материала. Процесс минимизирует отходы материала за счет использования замкнутой системы, где излишки материала перерабатываются. Этот фактор устойчивости может быть особенно привлекательным в отраслях, ориентированных на экологически чистые практики, таких как осветительные решения и электроинструменты. В отличие от этого, ЧПУ обработка генерирует больше отходов из-за удаления материала, что делает ее менее экологичной. В конечном счете, точность, эффективность и использование материала при литье под давлением делают его благоприятным выбором для производства радиаторов, особенно при обслуживании отраслей экспертизы Neway.
Литье под давлением против песчаного литья
Литье под давлением предлагает несколько критических преимуществ по сравнению с песчаным литьем при производстве радиаторов, особенно в услугах прецизионного литья Neway. Во-первых, литье под давлением обеспечивает уровень точности, которого трудно достичь при песчаном литье. Сложные и детализированные конструкции радиаторов могут быть точно воспроизведены при прецизионном литье, таком как литье под давлением. Эта точность имеет решающее значение, особенно в таких отраслях, как потребительская электроника и телекоммуникации, где даже незначительные отклонения в конструкции радиатора могут повлиять на общую производительность электронных устройств. Из-за своей природы песчаное литье не обеспечивает такого же уровня точности.
Во-вторых, литье под давлением известно своей эффективностью и быстрыми производственными возможностями. Радиаторы часто требуются в больших количествах в таких отраслях, как осветительные решения и электроинструменты. Литье под давлением очень подходит для массового производства, поскольку позволяет создавать сложные конструкции радиаторов с минимальной постобработкой. Песчаное литье, с другой стороны, обычно является более медленным и трудоемким процессом, что может быть менее экономичным и эффективным для крупносерийного производства.
Наконец, литье под давлением обычно дает радиаторы с более гладкой поверхностью. Это важно в таких отраслях, как потребительская электроника и телекоммуникации, где эстетика и теплопроводность имеют решающее значение. Более гладкая поверхность литых радиаторов способствует лучшему рассеиванию тепла и может улучшить общий внешний вид электронных устройств. Песчаное литье часто приводит к более шероховатой поверхности, которая может требовать дополнительной отделки, что делает его менее благоприятным в применениях, где важен полированный вид.
Преимущества литых радиаторов
Алюминиевые литые радиаторы предлагают множество преимуществ, что делает их отличным выбором, особенно в таких отраслях, как потребительская электроника, телекоммуникации и осветительные решения. Во-первых, исключительная теплопроводность алюминия является выдающимся преимуществом. Алюминий является отличным проводником тепла, позволяя радиаторам быстро рассеивать тепло от электронных компонентов. Это свойство критически важно в отраслях, где управление теплом имеет решающее значение, обеспечивая охлаждение электронных устройств и их оптимальную работу. Если говорить точно, теплопроводность алюминия составляет примерно 237 Вт/м·К, что идеально подходит для эффективного рассеивания тепла.
Во-вторых, алюминиевые литые радиаторы легкие, но прочные. Легкость алюминия помогает снизить общий вес электронных устройств, что является значительным преимуществом в таких отраслях, как электронная мобильность и аэрокосмическая промышленность, где экономия веса имеет первостепенное значение. Кроме того, присущая алюминию долговечность гарантирует, что радиаторы могут выдерживать суровые условия различных применений. Это сочетание легкости и прочности очень желательно, особенно в применениях, где важны производительность и долговечность.
Наконец, алюминий устойчив к коррозии, что ценно в условиях с изменяющимися условиями, таких как уличные осветительные решения. Естественный оксидный слой алюминия обеспечивает защиту от коррозии, повышая долговечность радиаторов. Эта коррозионная стойкость жизненно важна в таких отраслях, как осветительные решения, где продукты часто подвергаются воздействию окружающей среды.
Кейс по литым радиаторам
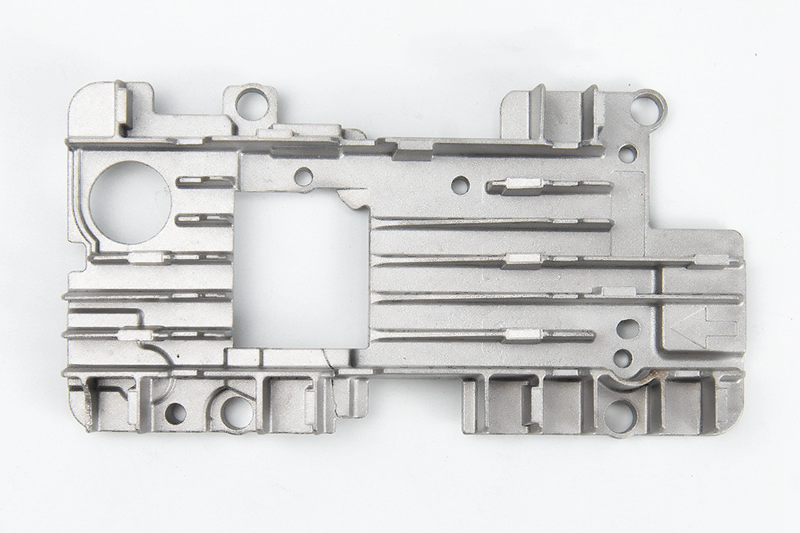
Создание тонкостенных алюминиевых литых радиаторов ADC12 с порошковым покрытием — это тщательный процесс, сочетающий прецизионное проектирование с передовыми методами нанесения покрытий. Neway, лидер в услугах прецизионного литья, преуспевает в этом начинании. Это трехпараграфное объяснение опишет этапы производства этих радиаторов.
Алюминиевые литые радиаторы ADC 12
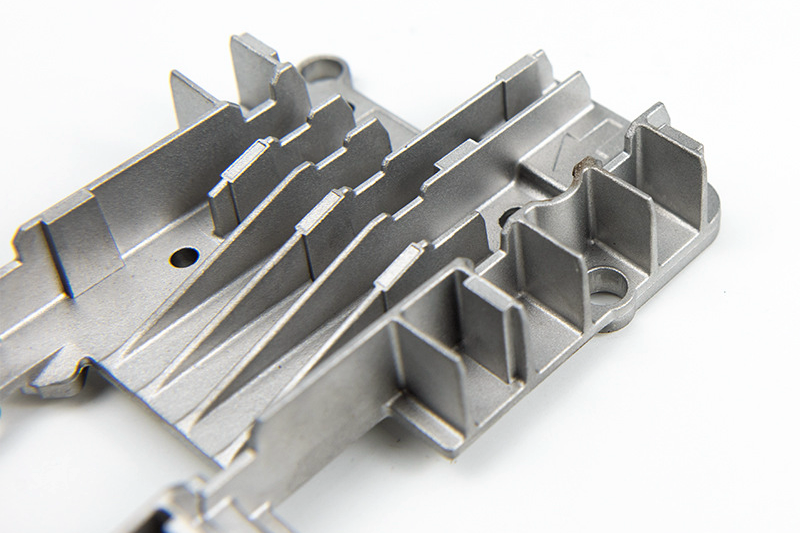
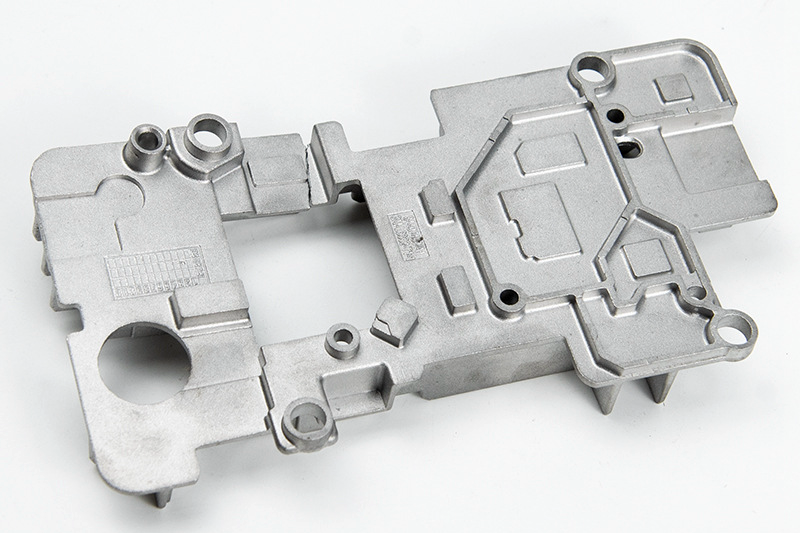
На первом этапе тщательно подготавливается ADC12 алюминий. Он проходит процесс плавления и литья под давлением, формируя первоначальную форму радиатора. Что отличает Neway, так это необычайная точность, которой он достигает. Тонкостенный дизайн с допусками до 0,4 мм критически важен для эффективного рассеивания тепла. Этот уровень точности гарантирует, что радиатор не только функционален, но и идеально подходит для применений в электроинструментах, где управление теплом имеет первостепенное значение.
После завершения литья радиаторы переходят к этапу нанесения порошкового покрытия. Neway использует процесс электростатического напыления, нанося термореактивное порошковое покрытие толщиной 50-100 микрон. Этот шаг гарантирует, что радиаторы не только термически эффективны, но и устойчивы к воздействию окружающей среды и коррозии. Этот уровень детализации и качества в производстве демонстрирует приверженность Neway совершенству, делая эти радиаторы идеальными для использования в осветительных решениях и потребительской электронике, где долговечность и производительность имеют первостепенное значение.

Проблемы и решения при литье под давлением
Свойства материала и тонкие стенки:
Проблема: ADC12 алюминий, известный своей отличной теплопроводностью, представляет трудности из-за высокой температуры плавления. Работа с таким материалом для тонкостенных компонентов может привести к короблению или деформации.
Решение: Инженеры Neway используют экспертизу в литье под давлением, чтобы преодолеть эти препятствия. Тщательно контролируя процесс литья под давлением, они обеспечивают, чтобы материал оставался в своем оптимальном температурном диапазоне. Точность имеет первостепенное значение, поскольку даже небольшие отклонения могут повлиять на конечный продукт. Передовые инструменты и методы Neway, такие как оптимизированные параметры впрыска и контроль температуры, необходимы для сохранения структурной целостности тонких стенок толщиной 0,4 мм.
Чистота поверхности и адгезия порошкового покрытия:
Проблема: Гладкая поверхность тонкостенных компонентов необходима для последующего нанесения порошкового покрытия. Шероховатая поверхность может нарушить адгезию покрытия, приводя к дефектам.
Решение: Инженеры Neway применяют специализированные методы отделки для минимизации шероховатости поверхности. Благодаря тщательной постобработке и доводке они обеспечивают гладкую и равномерную поверхность. Это улучшает адгезию порошкового покрытия, обеспечивая долговечную и визуально привлекательную отделку.
Высокие требования к точности:
Проблема: Радиаторы критически важны для рассеивания тепла, и точность жизненно необходима. Соблюдение жестких допусков является сложной задачей, особенно для компонентов толщиной всего 0,4 мм.
Решение: Приверженность Neway точности демонстрируется его современными возможностями ЧПУ обработки. Эти машины работают с невероятной точностью, гарантируя, что радиаторы соответствуют точным спецификациям. Достигаются допуски до 0,02 мм, что гарантирует точную настройку этих компонентов для их функции рассеивания тепла.
Равномерность порошкового покрытия:
Проблема: Порошковое покрытие требует постоянной и равномерной толщины. Достижение этой равномерности на сложных тонкостенных конструкциях может быть сложной задачей.
Решение: Подход Neway к порошковому покрытию автоматизирован и контролируем. Процесс электростатического напыления повышает эффективность и гарантирует равномерную толщину покрытия. Этот уровень равномерности улучшает как внешний вид, так и коррозионную стойкость радиаторов.
Экспертиза Neway как поставщика литья под давлением
Neway преуспевает как надежный бренд-поставщик литья под давлением, предлагая богатую экспертизу в услугах прецизионного литья. Стремясь к качеству и инновациям, мы предоставляем широкий спектр технологий литья под давлением, включая литье под высоким давлением, гравитационное литье, песчаное литье и литье по выплавляемым моделям, все они адаптированы для удовлетворения уникальных потребностей различных отраслей.