Понимание технологии SLS (селективное лазерное спекание): Полный гид
В динамично развивающемся мире производства и дизайна технологии 3D-печати стали маяком инноваций, кардинально меняя подход к тому, как продукты концептуализируются, проектируются и оживают. Среди множества методов аддитивного производства селективное лазерное спекание (SLS) выделяется универсальностью, способностью создавать сложные геометрии и долговечностью получаемых деталей. Разработанная в середине 1980-х годов технология SLS прошла путь от экспериментального процесса до краеугольного камня быстрого прототипирования и прямого цифрового производства.

Selective Laser Sintering (SLS) использует мощный лазер для спекания мелких частиц порошка (полимеров, металлов и др.) в монолитный трёхмерный объект. Ключевое преимущество процесса — возможность получать прочные, сложные и функционально готовые детали без дополнительных поддержек. Это одновременно упрощает производство и открывает новые горизонты дизайна, ранее ограниченные рамками традиционных технологий.
Основы селективного лазерного спекания (SLS)
SLS — мощная технология 3D-печати, занявшая особое место в аддитивном производстве благодаря беспрецедентной свободе в проектировании и выпуске изделий. Разберём, что отличает SLS и как она стала незаменимым инструментом для множества отраслей.
Определение и развитие
Selective Laser Sintering (SLS) — аддитивный процесс, при котором лазер спекает частички порошкового материала (как правило, пластика, металла, керамики или стекла), связывая их в твёрдую структуру. В отличие от методов, требующих поддержек, SLS формирует деталь послойно в объёме порошка, что позволяет свободно проектировать сложные формы.
Концепцию SLS разработали в середине 1980-х годов доктор Карл Декард и доктор Джо Биман (Университет Техаса в Остине). С конца 1980-х технология коммерциализируется ���������������������� постоянно совершенствуется: расширяется перечень материалов и сфер применения.
Как работает SLS
Процесс опирается на три ключевых узла: высокомощный лазер, порошковое ложе и платформу построения. Кратко этапы таковы:
Подогрев камеры: Камеру нагревают до температуры чуть ниже точки плавления порошка, чтобы лазеру было легче спекать частицы.
Нанесение порошка: По платформе равномерно распределяется тонкий слой порошка (обычно 0,1–0,15 мм).
Лазерное спекание: Лазер избирательно сплавляет частицы согласно сечению 3D-модели, формируя монолитный слой.
Понижение платформы: После спекания слой опускают на толщину одного слоя и наносят следующий. Цикл повторяется до завершения построения.
Охлаждение и очистка: Камеру охлаждают, затем деталь извлекают, удаляют несвязанный порошок и при необходимости отправляют на повторное использование.
Критические узлы SLS-принтера
Лазер: Точно управляется и фокусируется для качественного спекания; мощность и скорость сканирования напрямую влияют на итоговое качество.
Порошковое ложе: Область, где послойно распределяется и спекается материал; несвязанный порошок поддерживает деталь, устраняя необходимость в поддержках.
Платформа: Основание внутри камеры, которое понижается после каждого слоя.
Технические детали процесса SLS
Рассмотрим детальнее последовательность действий — от цифровой модели до готовой детали.

Пошаговое описание
Подготовка и цифровое моделирование. Создают 3D-модель в CAD, экспортируют в STL/аналог и нарезают на тонкие слои.
Дисперсия порошка. Машина прогревается; ракель/валик равномерно раскатывает тонкий слой порошка. Стабильность толщины критична для точности и прочности.
Лазерное спекание. Лазер сканирует первый слой, нагревая порошок до состояния, �ри к�то�ом ч�ст�цы с�яз�ва�тс� �ез полного расплава, образуя монолит.
Наращивание объекта. Платформа опускается, наносят новый слой порошка, и процесс повторяют до готовности.
Охлаждение и постобработка. Камеру охлаждают (иногда несколько часов), деталь «раскапывают» из порошка, очищают струёй воздуха/щёткой. По требованиям проводят пескоструй, окраску или инфильтрацию для заданных свойств.
Температурный режим и инертная атмосфера
Температура: Корректный преднагрев снижает термоградиенты и обеспечивает равномерное спекание — это база для стабильной геометрии и механики.
Инертная среда: Во многих системах используется азот/аргон для предотвращения окисления. Для металлов это критично для чистоты и свойств.
Материалы для SLS-печати
Сильная сторона SLS — широкий спектр порошков, что позволяет подбирать свойства под функциональные и эстетические требования.
Обзор материалов
Полимеры: Чаще всего нейлон 11 и нейлон 12 — удачный баланс прочности, гибкости и долговечности. Подходят для функциональных прототипов, конечных деталей и сложных сборок.
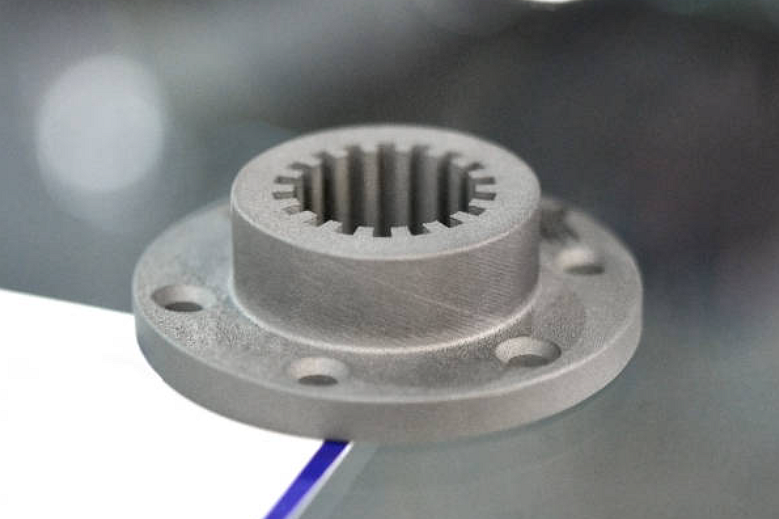
Металлы: Алюминий, сталь, титан и др. (в металлоориентированных процессах, часто обозначаемых как DMLS). Обеспечивают высокую прочность и термостойкость для аэрокосмоса, автопрома и медицины.
Композиты/наполненные: Порошки с добавками стекловолокна, углеволокна, проводящих наполнителей — для повышения жёсткости, термо- и электросвойств.
Керамики: Реже, но используются там, где требуются высокая термостойкость, биосовместимость или особые электрические свойства.
Преимущества порошковых материалов
Рециклируемость: Несвязанный порошок возвращают в оборот, снижая отходы и себестоимость.
Поддержки не нужны: Роль поддержек выполняет сам порошок — можно печатать сложные полости и нависания.
Материалоэффективность: Спекается лишь то, что нужно, — особенно важно для дорогих м�т�ллов и ком�о�ит�в.
Сравнение с другими технологиями
Разнообразие: По функциональным материалам (особенно высокопроизводительные полимеры и металлы) SLS шире FDM/SLA.
Функциональность: Механические свойства SLS-деталей обычно выше, что делает их пригодными для конечного применения.
Финиш: SLA даёт более гладкую поверхность и микродеталь, но SLS — более «рабочие» детали, где важнее функция.
Преимущества SLS перед другими аддитивными методами

Широкая линейка материалов. От высокопрочных полимеров и металлов до композитов — выбор под задачу.
Сложные геометрии. Встроенные каналы, тонкие перемычки, поднутрения — без поддержек, прямо из порошкового ложа.
Прочность и долговечность. Близкая к изотропной механика делает детали пригодными для испытаний и эксплуатации.
Эффективность серий. «Укладка» множества деталей в объёме камеры ускоряет выпускаемость и снижает издержки.
Меньше отходов. Повторное использование порошка повышает устойчивость процесса.
В сравнении: SLA лидирует по финишу и микродетали, но SLS — по механике и сложности форм; FDM доступнее по входу, однако уступает по материалам и тонкой геометрии.
Практические применения SLS
Аэрокосмос и автоиндустрия. Лёгкие и прочные узлы (воздуховоды, элементы топливных систем), а также оснастка и приспособления. Улучшение удельной массы — вклад в эффективность.
Медицина и стоматология. Индивидуальные имплантаты, протезы, хирургические инструменты из биосовместимых материалов; точные модели и ортодонтические изделия.
Потребительские товары и fashion. Носимая электроника, кастом-очки, обувь и украшения с проработа�ной гео�е�ри�й и �одг�н�о�.
Инду�триальные и инжиниринговые задачи. Функциональные прототипы, конечные детали, сложная оснастка, элементы с внутренними каналами для тепло- и гидродинамики, лёгкие конструкции для робототехники; выгодно для малых/средних серий.
Искусство и архитектура. Сложные модели, декоративные элементы и скульптуры с высокой детализацией и прочностью.
Сравнение SLS с другими технологиями 3D-печати
SLS vs FDM
Материалы: FDM — в основном термопластовые филаменты; у SLS — функциональные порошки (полимеры, металлы, композиты).
Поверхность и детали: SLS обеспечивает более ровную текстуру и сложные формы без поддержек.
Применимость: FDM — доступно для ранних прототипов; SLS — для функциональных прототипов и конечных деталей с повышенными требованиями.
SLS vs SLA
Долговечность: SLA — про финиш и микродеталь, но SLS обычно прочнее и «рабочее» для механических задач.
Свобода дизайна: Обе технологии печатают сложные формы, но в SLS несвязанный порошок поддерживает внутренние полости «сам собой».
Постобработка: SLA требует промывки и УФ-досушки; в SLS — в основном депудринг.
SLS vs DMLS
Материалы: DMLS — чисто металлы; SLS — шире известен по полимерам (при наличии и металловых вариантов).
Сложность и нагрузка: Обе дают сложные формы; DMLS — наиболее плотные и нагруженные детали для aero/auto.
Скорость и стоимость: Для полимеров SLS обычно быстрее и дешевле, чем металлопечать DMLS.
Как выбрать технологию
Материальные требования: Нужна долговечность и функциональность — SLS; важна оптика/финиш — SLA; бюджетные и простые прототипы — FDM.
Сложность/функция: Внутренние каналы, защёлки, тонкие стенки под нагрузкой — преимущество SLS.
Бюджет и тираж: Небольшие простые серии — FDM; средние партии сложных деталей — SLS.
Что мы можем в SLS-3D-печати
Selective Laser Melting (SLM) Service: быстрое прототипирование и выпуск изделий из никелевых, кобальтовых и нержавеющих сплавов.
Fused Deposition Modeling (FDM) Service: прототипы и функциональные детали, приспособления и оснастка, бюджетные модели.
Stereolithography (SLA) Service: высокая детализация, стоматология и медицина, ювелирные и арт-объекты.
Selective Laser Sintering (SLS) Service: сложные геометрии, конечные изделия, защёлкивающиеся узлы.
Multi Jet Fusion (MJF) Service: функциональные прототипы и конечные детали, сложные сборки, серийное производство.
Direct Metal Laser Sintering (DMLS) Service: компоненты для аэрокосмоса и авто, медицинские имплантаты и инструменты, теплообменники и спецоснастка.
