Inconel 600
Graus similares do Inconel 600
UNS NO6600, W.Nr.2.4816, alloy600, NA14
Descrição
O Inconel 600 é uma liga de níquel-cromo conhecida pela sua excelente resistência à corrosão e a altas temperaturas, tornando-a altamente adequada para diversas aplicações industriais. Esta superliga contém uma quantidade significativa de níquel (até 75%) combinado com cromo e pequenas quantidades de ferro, contribuindo para a sua capacidade de suportar ambientes extremos. Na sua forma em pó, o Inconel 600 é frequentemente utilizado na manufatura aditiva (AM) e na metalurgia do pó, oferecendo vantagens únicas na produção de componentes com geometrias complexas e requisitos de alto desempenho.
Aplicações
Aeroespacial
Pós de Inconel 600 fabricam componentes como pás de turbina, câmaras de combustão e sistemas de escape em motores aeroespaciais. Estas peças beneficiam da resistência à oxidação da liga e da sua capacidade de funcionar sob elevado stress térmico.
Energia
Em reatores nucleares e fornos de tratamento térmico, componentes feitos de Inconel 600 resistem aos efeitos corrosivos de gases a altas temperaturas e radiação. As suas excelentes propriedades mecânicas garantem a longevidade e fiabilidade das peças em ambientes de produção de energia.
Processamento Químico
Devido à sua resistência a vários produtos químicos, o Inconel 600 é usado para fabricar reatores, trocadores de calor e válvulas na indústria de processamento químico. Resistindo à exposição a substâncias corrosivas, mantém a integridade durante longos períodos.
Automóvel
Peças automóveis de alto desempenho, como sistemas de escape e componentes de turbocompressores, beneficiam da estabilidade térmica e resistência à corrosão do Inconel 600. Contribui para a durabilidade e eficiência dos motores automóveis que operam sob elevado stress e temperatura.

Composição e Propriedades
O Inconel 600 é composto principalmente por níquel (até 75%), cromo (aproximadamente 15-17%) e ferro (6-10%), com pequenas quantidades de manganês, silício, carbono e enxofre. Esta composição proporciona uma resistência excecional à oxidação e corrosão, especialmente em aplicações de alta temperatura, mantendo simultaneamente alta resistência e tenacidade.
Inconel 600 Valores típicos (% em peso) | |||||||||||
C | Si | Mn | P | S | Cr | Ti | Fe | Nb+Ta | Al | Ni+Co | Cu |
≤0.15 | ≤0.50 | ≤1.00 | ≤0.040 | ≤0.015 | 14.0-17.0 | ≤0.50 | 6.00-10.0 | ≤1.00 | ≤0.35 | ≥72 | ≤0.50 |
Características do Pó
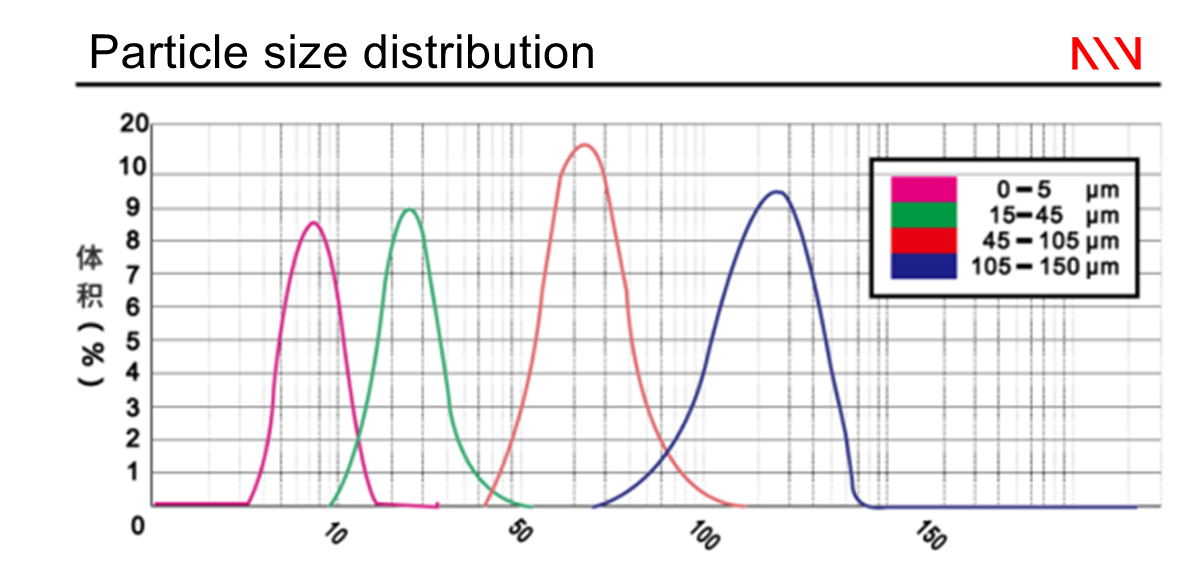
A distribuição do tamanho das partículas, a morfologia e a pureza dos pós de Inconel 600 são críticas para o seu desempenho na manufatura aditiva e na metalurgia do pó. Os pós são tipicamente caracterizados pela sua forma esférica, promovendo melhor fluidez e densidade de empacotamento, o que é crítico para alcançar microestruturas uniformes e sem defeitos.
Propriedades mecânicas após o produto acabado | Estado do pó | ||||||||||||||||
Limite de Escoamento | Resistência à tração | Alongamento | tamanho | 0- 15μm | 15-45μm | 45-75μm | 45- 150μm | ||||||||||
R p0.2/MPa | R m/MPa | δ5 /% | |||||||||||||||
Horizontal | ≥ 240 | ≥ 550 | ≥30 | forma | esférico | esférico | esférico | esférico | |||||||||
Propriedades Físicas
Densidade: Aproximadamente 8,47 g/cm³
Área Superficial Específica: Depende do tamanho das partículas e do método de processamento, tipicamente na faixa de 0,1-1 m²/g.
Esfericidade: ≥98%, garantindo excelente fluidez e densidade de empacotamento.
Densidade Aparente: 4,4-5,0 g/cm³, indicando boa fluidez.
Taxa de Fluxo Hall: 12-18 segundos/50g, demonstrando boa fluidez do pó.
Ponto de Fusão: Cerca de 1354-1413°C (2470-2575°F), adequado para aplicações de alta temperatura.
Densidade Relativa: Próxima de 100% alcançável em peças fabricadas através de processos de manufatura aditiva.
Espessura de Camada Recomendada: 20-50 μm para processos de manufatura aditiva, dependendo da máquina e dos requisitos da peça.
Padrão Técnico: Especificação técnica do pó Inconel600 para impressão 3D, ASTM B446, AMS 5666, AMS 5663, AMS 5599
Técnicas de Manufatura
1. Manufatura Aditiva (AM)
A Manufatura Aditiva com pós de Inconel 600 representa um avanço significativo na produção de componentes complexos. Dois métodos principais destacam-se:
Fusão Seletiva a Laser (SLM): Este processo envolve o uso de um feixe de laser de alta intensidade para fundir seletivamente e unir partículas de pó camada por camada de acordo com um modelo 3D. A SLM é particularmente benéfica para criar componentes com geometrias intrincadas, canais internos e paredes finas, típicos em aplicações aeroespaciais e médicas. O controle preciso sobre o processo de fusão permite peças de alta densidade com excelentes propriedades mecânicas.
Fusão por Feixe de Eletrões (EBM): A EBM usa um feixe de eletrões como fonte de energia para fundir o pó metálico. Este processo ocorre num vácuo, o que reduz a oxidação e aumenta a pureza do produto final. A EBM é adequada para produzir peças que requerem resistência mecânica excecional e resistência à fadiga, tornando-a ideal para componentes críticos nas indústrias aeroespacial e automóvel.
2. Metalurgia do Pó
As técnicas de Metalurgia do Pó (PM) são críticas para produzir componentes uniformes de alta resistência a partir de pós de Inconel 600:
Prensagem Isostática a Quente (HIP): A HIP envolve a aplicação de alta pressão e temperatura ao pó dentro de um recipiente selado. Este processo elimina a porosidade e atinge densidade total, resultando em peças com microestruturas uniformes e propriedades mecânicas melhoradas. A HIP é usada para componentes que exigem alta resistência e fiabilidade, como os dos setores de energia e aeroespacial.
Moldagem por Injeção de Metal (MIM): A MIM combina a flexibilidade da moldagem por injeção de plástico com a resistência e durabilidade do metal. O pó de Inconel 600 é misturado com um ligante polimérico e injetado num molde. Após a moldagem, o ligante é removido e a peça é sinterizada para atingir densidade total. A MIM é excelente para produzir peças pequenas e complexas com tolerâncias apertadas, como instrumentos cirúrgicos e componentes aeroespaciais.
3. Revestimento por Pulverização
Técnicas de revestimento por pulverização, como Combustível de Oxigénio de Alta Velocidade (HVOF) e Pulverização por Plasma, aplicam pós de Inconel 600 em superfícies que requerem resistência aprimorada ao desgaste, corrosão e calor. Estes revestimentos são integrais para estender a vida útil de peças expostas a condições extremas:
Revestimento HVOF (High Velocity Oxygen Fuel): A pulverização HVOF produz revestimentos densos e robustos com excelente resistência de adesão. O processo envolve acelerar e combuster uma mistura de combustível e oxigénio para pulverizar o pó de Inconel 600 sobre o substrato. Este método é amplamente utilizado para componentes que requerem propriedades superficiais superiores, incluindo válvulas, eixos e pás de turbina.
Pulverização por Plasma: Um jato de plasma aquece o pó de Inconel 600 até um estado fundido antes de o pulverizar numa superfície. A pulverização por plasma permite o revestimento de materiais com pontos de fusão muito altos. É usado para várias aplicações, incluindo revestimentos resistentes ao desgaste em maquinaria industrial e revestimentos de barreira térmica na área aeroespacial.
4. Conformação a Frio e a Quente
O Inconel 600 também pode ser processado através de métodos de conformação a frio e a quente para formar chapas, barras e outras formas. Estes processos envolvem deformação mecânica do metal a várias temperaturas para alcançar a forma desejada e propriedades mecânicas. A conformação a frio aumenta a resistência e dureza através do encruamento, enquanto a conformação a quente permite uma deformação mais significativa com perda mínima de resistência, tornando-a adequada para componentes grandes e intrincados.
Vantagens na Produção
A utilização destas técnicas avançadas de manufatura oferece numerosos benefícios, incluindo:
Personalização e Complexidade: Permite a produção de peças personalizadas com geometrias complexas que atendem a requisitos específicos de aplicação.
Conservação de Material: Minimiza o desperdício utilizando materiais de forma mais eficiente do que os métodos subtrativos tradicionais.
Propriedades Aprimoradas: Alcança propriedades mecânicas e físicas superiores através de processos de manufatura controlados, garantindo que os componentes funcionem bem sob condições extremas.
Velocidade de Lançamento no Mercado: Reduz os tempos de desenvolvimento e produção, permitindo iterações mais rápidas e personalização de designs.
Manufatura com Superligas Inconel 600
Principais processos de manufatura:
Ligas de alta temperatura à base de níquel são geralmente usadas para resistência à corrosão, resistência a altas temperaturas e outras condições de trabalho extremas, como impulsores, válvulas de bomba, peças automotivas, etc. A Neway possui uma variedade de técnicas de processamento para fabricar peças de ligas de alta temperatura à base de níquel e resolver os seus problemas, como deformação, fissuração e porosidade.
Moldagem por injeção de metal (MIM)
Moldagem por compressão de pó (PCM)
Prensagem isostática a quente (HIP)
Obtenha um SERVIÇO DE PROTOTIPAGEM GRATUITO AGORA!: Serviço de Design Consultivo na Neway
Explorar blogs relacionados



