砂型鋳造の欠陥:金属鋳造工場における原因と防止策
RFQ審査で重要な砂型鋳造欠陥は?
砂型鋳造の欠陥は、ハウジング、ベース、フレーム、ブラケット、ポンプボディ、カバー、機械部品などのカスタム金属部品に影響を与える可能性があります。砂型鋳造の欠陥審査では、ガス気孔、引け巣、介在物、湯境、ホットティア、中子ずれ、加工代、検査エビデンスを図面要求事項と関連付ける必要があります。実用的なRFQの課題は、どの欠陥が機能に影響し、どの欠陥が外観に影響し、どの欠陥が生産前に検査やプロセス変更を必要とするかを判断することです。
欠陥リスクは、鋳型品質、砂の特性、中子設計、ガス抜き、注湯温度、湯口方案、押湯設計、合金の挙動、冷却速度、鋳造後の機械加工に依存します。購入者は、圧力ゾーン、シール面、荷重経路、外観面、機械加工基準面、内部通路を指定し、鋳造工場が部品機能に合わせた欠陥管理を実施できるようにすべきです。
砂型鋳造でガス気孔が発生する原因は?
ガス気孔は、砂型鋳造において空隙、ピンホール、またはより大きなガス関連空洞として現れます。この欠陥は、不十分なガス抜き、過剰な水分、中子バインダーからのガス、乱れた溶湯流動、巻き込まれた空気、または合金関連のガス吸収に起因する可能性があります。
ガス気孔は、鋳造品に耐圧性、漏れ防止、機械加工されたシール面、または荷重支持部が要求される場合に重要です。RFQでは、気孔が部品機能に影響を与える場合、漏れ試験、圧力試験、切断断面検査、X線検査、CT検査、または外観許容基準を特定すべきです。

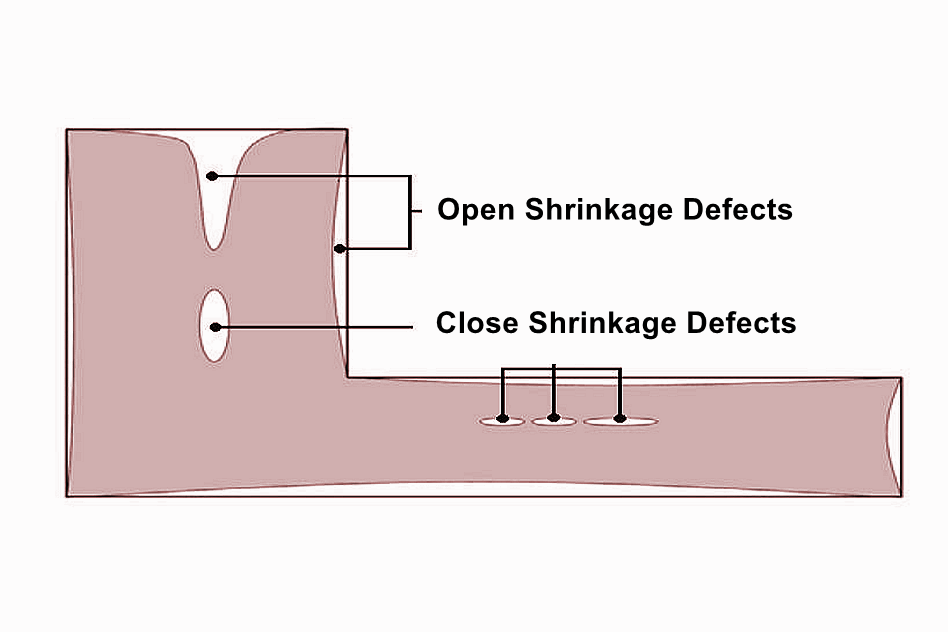
砂型鋳造部品で引け巣欠陥が発生する原因は?
引け巣欠陥は、溶湯が凝固中に収縮し、鋳造品が押湯または局所的な補給経路から十分な補給溶湯を受け取らない場合に形成されます。厚肉部、急激な肉厚変化、孤立したボス、不適切な押湯配置、不均一な冷却により引け巣リスクが高まります。
引け巣対策には通常、設計とプロセスの見直しが必要です。鋳造品には、肉厚バランスの改善、押湯の変更、チル、湯口の変更、加工代の調整、または凝固計画の修正が必要な場合があります。購入者は、引け巣が許容されない重要断面と機械加工領域を特定すべきです。
砂の介在物と鋳型欠陥が発生する理由は?
砂の介在物は、遊離砂、破損した鋳型材料、中子破片、スラグ、酸化皮膜、または異物が鋳造品に閉じ込められることで発生します。鋳型の浸食、弱い中子、不十分な塗型、乱れた注湯、損傷した鋳型表面、不十分な清浄化が介在物欠陥の原因となります。
介在物は、機械加工面、シール面、外観、強度に影響を与える可能性があります。鋳造品に内部通路がある場合、購入者は清掃アクセスと検査要件を定義すべきです。砂中子の特徴により、中子強度、ガス抜き、崩壊性に特別な注意が必要な場合があります。

砂型鋳造で湯境と湯回り不良が発生する原因は?
湯境と湯回り不良は、溶湯が鋳型を完全に充填しないか、二つの溶湯流が完全に融合せずに出会うことで発生します。これらの欠陥は、薄肉部、長い流路、低温部、ガス抜きが不十分な領域、または複雑な形状の近くに現れる可能性があります。
可能な対策には、注湯温度、湯口方案、湯道サイズ、ガス抜き、肉厚、鋳型温度、合金の流動挙動の見直しが含まれます。購入者は、見積もり前に薄肉部、急激な遷移部、長いリブ、外観上の流動線の制限を特定すべきです。
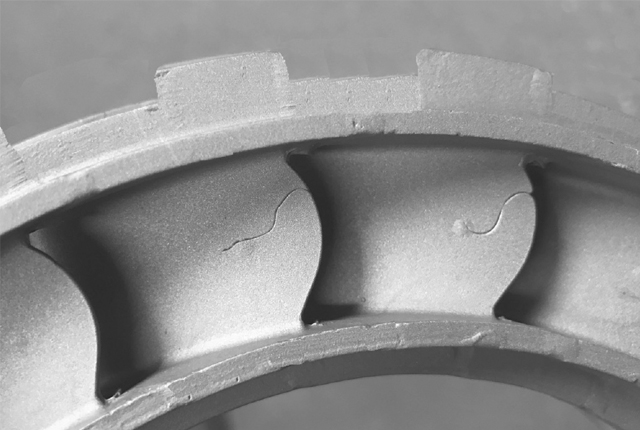
砂型鋳造でホットティアが発生する原因は?
ホットティアは、鋳造品が凝固中に収縮が鋳型形状、中子位置、肉厚遷移部、または不均一な冷却によって拘束されることで割れる現象です。この欠陥は、割れ目が荷重経路、圧力境界、機械加工面、または取り付け部と交差する場合に重要です。
ホットティアリスクは、フィレット半径、肉厚遷移部、合金の挙動、押湯設計、鋳型拘束、冷却バランス、中子設計を見直すことで低減できます。検査には、目視検査、浸透探傷検査、切断断面検査、X線検査、またはCT検査が含まれる場合があり、割れリスクが許容基準に影響する場合に実施します。

砂型鋳造の欠陥管理を裏付ける検査エビデンスは?
検査エビデンスは鋳造品の機能に合わせる必要があります。装飾カバーには目視検査と寸法チェックが必要な場合があります。圧力ハウジングには漏れ試験または圧力試験が必要な場合があります。構造ブラケットには、購入者の要求に応じて材料証明書、硬度試験、寸法報告書、および割れ検査が必要な場合があります。
一般的なエビデンスには、初回品検査、寸法報告書、CMM検査、材料証明書、硬度試験、熱処理記録、目視検査基準、表面粗さ報告書、漏れ試験、圧力試験、浸透探傷検査、X線検査、CT検査、または切断断面検査が含まれます。購入者は生産前に許容基準を定義すべきです。
砂型鋳造欠陥 | 考えられる原因 | 確認すべき部品リスク | RFQまたは検査エビデンス |
ガス気孔 | 不十分なガス抜き、水分、中子ガス、乱れた充填、または合金ガス吸収 | 漏れ、圧力破壊、機械加工面の空洞、強度低下 | 漏れ試験、圧力試験、X線、CT、断面検査、気孔許容基準 |
引け巣 | 不十分な補給、不適切な押湯設計、厚肉部、不均一な冷却 | 弱い断面、機械加工面の空洞、圧力ゾーンの欠陥 | 凝固レビュー、押湯計画、加工代、断面検査、X線、またはCT |
砂介在物 | 鋳型浸食、中子破損、遊離砂、スラグ、酸化皮膜、または不十分な清浄化 | 表面欠陥、通路閉塞、シール問題、機械加工不良 | 目視基準、清掃アクセス、ボアスコープ、断面検査、材料レビュー |
湯境または湯回り不良 | 不完全な充填、不良な流動、低い実効温度、薄肉部、または不十分なガス抜き | 弱い継ぎ目、不完全な形状、外観欠陥、組立干渉 | 肉厚レビュー、湯口レビュー、サンプル承認、寸法チェック、目視基準 |
ホットティア | 拘束された収縮、急峻な遷移、不良なフィレット、合金の挙動、または冷却不均衡 | 割れ進展、荷重経路破壊、圧力漏れ、機械加工後の不良リスク | 浸透探傷検査、目視検査、断面検査、X線、CT、割れ許容基準 |
購入者は砂型鋳造欠陥リスク低減のために何を提供すべきか?
有用なRFQには、2D図面、3Dモデル、合金グレード、予想数量、鋳造サイズ、肉厚、内部中子、重要寸法、加工代、表面仕上げ、熱処理、漏れまたは圧力要件、外観ゾーン、検査方法を含めるべきです。
欠陥管理は、最初の鋳型に注湯する前から始まります。明確な図面は、鋳造工場が鋳型設計、中子設計、湯口方案、押湯、ガス抜き、機械加工、仕上げ、検査エビデンスを鋳造品の実際の使用と照らし合わせて検討するのに役立ちます。
