Fabrication de boîtiers mini-interphones en alliage d'aluminium 383 utilisant la technologie de moul...
Dans l'industrie des télécommunications, où tout va vite, des composants durables et conçus avec précision sont primordiaux. Un composant essentiel est le boîtier de mini-interphone, qui nécessite résistance, précision et une finition de haute qualité. Ce blog explore le processus de fabrication des boîtiers de mini-interphones en alliage d'aluminium 383, mettant en avant les technologies et techniques utilisées pour répondre à ces exigences.
L'alliage d'aluminium 383 se distingue par son excellente résistance à la corrosion, ses bonnes propriétés mécaniques et son aptitude au moulage à parois minces, ce qui en fait un matériau idéal pour les boîtiers d'interphones. Ce blog explorera le processus de fabrication complet, incluant le moulage sous pression d'aluminium, l'usinage CNC, le filetage, le polissage et la finition par dépôt physique en phase vapeur (PVD).
Grâce à cet examen détaillé, nous visons à fournir des aperçus sur les défis et les solutions impliqués dans la production de boîtiers de mini-interphones de haute qualité, garantissant qu'ils répondent aux normes rigoureuses de l'industrie des télécommunications.

Comprendre l'alliage d'aluminium 383
Propriétés de l'alliage d'aluminium 383
L'alliage d'aluminium 383 est un matériau largement utilisé dans l'industrie du moulage sous pression, connu pour son excellent équilibre de propriétés. Voici quelques caractéristiques clés qui le rendent adapté aux boîtiers de mini-interphones :
Haute résistance à la corrosion : L'alliage d'aluminium 383 présente une forte résistance à la corrosion, ce qui le rend idéal pour une utilisation dans des environnements où le boîtier de l'interphone peut être exposé à l'humidité ou à d'autres éléments corrosifs.
Bonnes propriétés mécaniques : Cet alliage offre résistance et flexibilité, essentielles pour maintenir l'intégrité structurelle des composants à parois minces.
Excellente coulabilité : La fluidité de l'alliage et sa faible retraite le rendent particulièrement bien adapté aux processus de moulage sous pression, permettant la production de formes complexes et de détails fins.
Adaptabilité au moulage à parois minces : L'une des caractéristiques remarquables de l'alliage d'aluminium 383 est sa capacité à être moulé en sections à parois minces sans compromettre la résistance ou la durabilité, ce qui est crucial pour les boîtiers de mini-interphones.
Comparaison avec d'autres alliages d'aluminium
Lors de la sélection d'un matériau pour le moulage sous pression de boîtiers de mini-interphones, il est essentiel de considérer comment l'alliage d'aluminium 383 se compare aux autres alliages d'aluminium couramment utilisés :
Par rapport à l'alliage d'aluminium 380 : Bien que l'alliage 380 soit similaire à bien des égards, l'alliage d'aluminium 383 offre une légèrement meilleure résistance à la corrosion et des caractéristiques améliorées de remplissage du moule, le rendant préférable pour les conceptions à parois minces et complexes.
Par rapport à l'alliage d'aluminium 360 : L'alliage 360 offre une excellente étanchéité à la pression et est utilisé pour des composants à haute résistance. Cependant, l'alliage 383 est souvent préféré pour ses caractéristiques de moulage supérieures et sa facilité d'utilisation dans la production de formes complexes.
Application dans les boîtiers de mini-interphones
L'utilisation de l'alliage d'aluminium 383 dans les boîtiers de mini-interphones exploite ces propriétés pour offrir un produit léger et robuste. La haute résistance à la corrosion de l'alliage assure une durabilité à long terme. Parallèlement, son excellente coulabilité permet de créer des boîtiers aux dimensions précises et aux conceptions complexes.
Dans le domaine des télécommunications, où les composants doivent fonctionner de manière fiable dans diverses conditions environnementales, l'alliage d'aluminium 383 offre une solution fiable. Son aptitude au moulage à parois minces le rend particulièrement avantageux pour les boîtiers de mini-interphones, où la compacité et l'efficacité sont essentielles.
En résumé, l'alliage d'aluminium 383 combine résistance à la corrosion, résistance mécanique et coulabilité, et est bien adapté aux exigences exigeantes de l'industrie des télécommunications pour les boîtiers de mini-interphones.
Aperçu du processus de fabrication
Description du processus de fabrication global
La fabrication de boîtiers de mini-interphones en alliage d'aluminium 383 implique des étapes complexes, chacune étant essentielle pour garantir que le produit final répond aux plus hauts standards de qualité et de performance. Le processus intègre plusieurs technologies de fabrication avancées : moulage sous pression d'aluminium, usinage CNC, filetage, polissage et finition par dépôt physique en phase vapeur (PVD).
Moulage sous pression d'aluminium : Ce processus commence par la création de moules précis pour le boîtier de l'interphone. L'alliage d'aluminium 383 fondu est injecté dans ces moules sous haute pression, formant la forme de base du boîtier avec des parois minces et des détails complexes.
Usinage CNC : L'usinage CNC permet d'obtenir des surfaces d'assemblage de haute précision et des dimensions exactes après le moulage. Cette étape garantit que tous les composants du boîtier s'emboîtent parfaitement et fonctionnent correctement.
Filetage : Les boîtiers sont ensuite filetés, fournissant les caractéristiques nécessaires à l'assemblage. Un filetage précis est crucial pour assurer la durabilité et la fonctionnalité du produit final.
Polissage : Pour préparer la surface à la finition, les boîtiers subissent un polissage. Cette étape lisse les surfaces, éliminant toute imperfection qui pourrait affecter la qualité du revêtement PVD.
Finition PVD : Enfin, un revêtement PVD (dépôt physique en phase vapeur) est appliqué. Ce processus de finition avancé améliore la durabilité, l'apparence et la résistance à l'usure et à la corrosion du boîtier.
Importance de chaque étape pour atteindre la qualité finale du produit
Chaque étape du processus de fabrication joue un rôle vital dans l'obtention de la qualité et des performances souhaitées du boîtier de mini-interphone.
Moulage sous pression : Assure l'intégrité structurelle et la précision dimensionnelle du boîtier. Une conception appropriée du moule et des techniques de moulage sont essentielles pour produire des composants à parois minces sans défauts.
Usinage CNC : Fournit la haute précision nécessaire pour les surfaces d'assemblage critiques. Un usinage précis garantit que toutes les pièces s'adaptent parfaitement, maintenant la fonctionnalité et la fiabilité de l'interphone.
Filetage : Ajoute des caractéristiques d'assemblage nécessaires avec une haute précision, assurant des connexions robustes et sécurisées. Un mauvais filetage peut entraîner des problèmes d'assemblage et des défaillances fonctionnelles.
Polissage : Prépare la surface pour la finition PVD en éliminant les imperfections qui pourraient compromettre l'adhérence et l'apparence du revêtement. Une surface lisse est cruciale pour obtenir une finition de haute qualité.
Finition PVD : Améliore les propriétés de surface du boîtier, offrant une excellente résistance à l'usure, une grande dureté et un attrait esthétique. Cette dernière étape garantit que le boîtier fonctionne bien et semble professionnel et durable.
Approche intégrée pour des résultats optimaux
L'intégration de ces technologies dans un flux de travail de fabrication fluide est essentielle pour produire des boîtiers de mini-interphones de haute qualité. Chaque étape du processus complète les autres, résultant en un produit final qui répond aux exigences rigoureuses de l'industrie des télécommunications.
Synergie des processus : La combinaison du moulage sous pression, de l'usinage CNC, du filetage, du polissage et de la finition PVD garantit que chaque boîtier est fonctionnellement robuste et esthétiquement plaisant.
Contrôle qualité : Pendant la fabrication, des mesures strictes de contrôle qualité sont mises en œuvre pour détecter et corriger les écarts, assurant une qualité et des performances constantes du produit.
Processus de moulage sous pression
Explication détaillée du processus de moulage sous pression pour l'alliage d'aluminium 383
Le moulage sous pression est un processus de fabrication qui consiste à forcer du métal fondu sous haute pression dans une cavité de moule. Pour l'alliage d'aluminium 383, ce processus est particulièrement avantageux en raison de son excellente coulabilité et de sa capacité à produire des composants complexes et à parois minces.
Considérations de conception de moule pour les parois minces : La conception du moule est cruciale lorsqu'il s'agit de composants à parois minces. Pour éviter les points faibles et assurer un refroidissement uniforme, le moule doit tenir compte d'une épaisseur de paroi uniforme pour les boîtiers de mini-interphones. Des logiciels de simulation avancés sont souvent utilisés pour optimiser la conception du moule et prédire les problèmes potentiels avant le début de la production.
Processus d'injection : L'alliage d'aluminium 383 fondu est injecté dans le moule à haute pression, ce qui aide à remplir les détails complexes et les sections minces du boîtier. Le maintien d'une température et d'une pression constantes est essentiel pour éviter les défauts tels que la porosité ou le remplissage incomplet.
Refroidissement et solidification : Une fois que l'alliage fondu remplit le moule, il doit refroidir et se solidifier. La vitesse de refroidissement doit être contrôlée pour éviter les contraintes internes et assurer l'intégrité structurelle du boîtier. Des canaux de refroidissement appropriés dans le moule aident à obtenir une solidification uniforme.
Défis du moulage sous pression à parois minces
La production de composants moulés sous pression à parois minces présente plusieurs défis qui doivent être relevés pour garantir des résultats de haute qualité.
Gestion des débits et des vitesses de refroidissement : Les parois minces peuvent refroidir trop rapidement, entraînant un remplissage incomplet ou des défauts. Pour gérer cela, un contrôle précis du débit du métal fondu et de la vitesse de refroidissement est nécessaire. Des machines de moulage sous pression avancées équipées de systèmes de surveillance et de contrôle en temps réel sont utilisées pour maintenir des conditions optimales.
Assurer l'intégrité structurelle et éviter les défauts : Les parois minces sont plus sensibles aux défauts de porosité, de warpage et de fissuration. Une attention particulière est portée à la composition de l'alliage, à la conception du moule et aux paramètres de moulage pour contrer ces problèmes. Le moulage sous pression sous vide peut également être utilisé pour minimiser l'emprisonnement d'air et la porosité.
Mesures de contrôle qualité
Le maintien d'une haute qualité dans le moulage sous pression nécessite une inspection et des tests rigoureux à différentes étapes de la production.
Inspection par rayons X : Cette méthode d'essai non destructif détecte les défauts internes tels que la porosité ou les fissures dans les sections à parois minces du boîtier.
Vérifications dimensionnelles : Des outils de mesure de précision tels que les machines à mesurer tridimensionnelles (MMT) garantissent que les pièces moulées respectent les dimensions et tolérances spécifiées.
Essais mécaniques : Des échantillons du lot de moulage sont soumis à des essais mécaniques pour vérifier leur résistance, leur dureté et d'autres propriétés pertinentes.
Exemple de réussite du moulage sous pression à parois minces
Un exemple concret démontre le succès du moulage sous pression à parois minces utilisant l'alliage d'aluminium 383 pour les boîtiers de mini-interphones. Dans un projet récent, la conception du boîtier nécessitait des parois aussi fines que 1,5 mm tout en maintenant l'intégrité structurelle et la précision.
Conception de moule optimisée : La conception du moule a été optimisée à l'aide de logiciels de simulation avancés pour assurer un flux et un refroidissement uniformes, réduisant ainsi la probabilité de défauts.
Paramètres de moulage contrôlés : La machine de moulage sous pression a été programmée avec des paramètres précis de température, de pression et de vitesse de refroidissement. Cela a garanti que chaque boîtier était produit selon les spécifications requises.
Inspection post-moulage : Des mesures rigoureuses de contrôle qualité, y compris l'inspection par rayons X et les vérifications dimensionnelles, ont confirmé que les boîtiers répondaient aux normes élevées requises pour les applications de télécommunications.
Filetage et préparation à l'assemblage
Techniques de filetage des pièces en aluminium moulé sous pression
Le filetage est une étape cruciale dans la préparation des boîtiers de mini-interphones pour l'assemblage. Il consiste à créer des filetages internes ou externes sur les pièces en aluminium moulé sous pression pour faciliter des connexions sécurisées avec d'autres composants. Compte tenu des propriétés mécaniques de l'alliage d'aluminium 383, des techniques spécifiques doivent être employées pour garantir des filetages de haute qualité.
Taraudage : Le taraudage est couramment utilisé pour les filetages internes. Des tarauds en acier rapide (HSS) ou en carbure sont choisis pour leur durabilité et leur capacité à maintenir des arêtes de coupe nettes. Le processus est soigneusement contrôlé pour éviter des problèmes tels que le grippage ou la déchirure des filets, qui pourraient compromettre l'intégrité des filetages.
Fraisage de filetage : Alternative au taraudage, le fraisage de filetage offre un meilleur contrôle et une plus grande flexibilité. À l'aide de machines CNC, des outils de fraisage de filetage créent des filets par interpolation hélicoïdale, produisant des filets précis et cohérents avec un risque réduit d'accumulation de copeaux.
Laminage : Pour des applications spécifiques, le laminage (ou roulage de filetage) peut créer des filets sans coupe. Cette méthode déplace la matière pour former les filets, produisant des filets plus robustes et résistants à l'usure. Cependant, elle nécessite que le matériau ait une flexibilité suffisante.
Assurer l'intégrité et la durabilité des filetages
L'intégrité et la durabilité des filetages sont essentielles pour l'assemblage fiable et la performance à long terme des boîtiers de mini-interphones. Plusieurs pratiques sont mises en œuvre pour garantir des filetages de haute qualité.
Lubrification : Des lubrifiants appropriés réduisent la friction et la chaleur pendant le filetage, prévenant l'usure des outils et les dommages au matériau. Cela aide à obtenir des filets plus lisses et plus propres.
Contrôle qualité : Des jauges de filetage et des systèmes d'inspection optique sont utilisés pour vérifier la précision et la cohérence des filetages. Tout écart par rapport aux dimensions spécifiées est immédiatement corrigé pour maintenir la qualité.
Traitement thermique : Dans certains cas, un traitement thermique post-filetage peut être appliqué pour améliorer les propriétés mécaniques des filetages, les rendant plus résistants à l'usure et à la déformation.
Importance de la précision dans les composants filetés pour l'assemblage et la fonctionnalité
Un filetage de précision garantit que le boîtier d'interphone assemblé fonctionne de manière fiable et répond aux normes de performance. Les aspects suivants soulignent son importance :
Connexions sécurisées : Des filets précis assurent des connexions serrées entre les composants, empêchant le desserrage ou le désalignement pendant le fonctionnement.
Facilité d'assemblage : Des filets bien formés facilitent un assemblage plus fluide, réduisant le risque de faux-filetage et rendant le processus plus efficace.
Performance et fiabilité : Des filets de précision contribuent à l'intégrité structurelle globale du boîtier, garantissant qu'il peut résister aux contraintes mécaniques et aux conditions environnementales qu'il rencontrera en usage.
Exemple concret de précision de filetage
Lors d'une récente série de production de boîtiers de mini-interphones, le processus de filetage nécessitait d'atteindre une tolérance de pas de filet de ±0,005 mm. Voici comment cette précision a été obtenue :
Machines CNC avancées : Des machines CNC équipées de capacités de fraisage de filetage ont créé les filets. Ces machines ont fourni la précision et le contrôle nécessaires pour maintenir des tolérances serrées.
Sélection et maintenance des outils : Des fraises à fileter en carbure de haute qualité ont été sélectionnées pour leur netteté et leur durabilité. Une maintenance et une inspection régulières des outils ont assuré des performances constantes tout au long de la série de production.
Surveillance en temps réel : Des systèmes de surveillance en cours de processus ont suivi l'opération de filetage, fournissant un retour d'information en temps réel sur l'usure des outils et la qualité des filets. Des ajustements ont été effectués selon les besoins pour maintenir les tolérances requises.
Inspection post-filetage : Chaque pièce filetée a subi une inspection rigoureuse à l'aide de jauges de filetage et de systèmes optiques pour vérifier les dimensions et la qualité des filets. Toutes les pièces ne répondant pas aux normes ont été retravaillées ou rejetées.
Polissage et préparation de surface
Techniques de polissage pour l'aluminium
Le polissage est une étape critique dans le processus de fabrication des boîtiers de mini-interphones, en particulier lors de la préparation pour des techniques de finition de surface comme le PVD (dépôt physique en phase vapeur). Le polissage de l'aluminium implique plusieurs techniques pour obtenir une surface lisse et sans défauts.
Polissage mécanique : Cette méthode utilise des matériaux abrasifs pour éliminer physiquement les imperfections de la surface. Les outils standard incluent des tampons rotatifs, des meules de ponçage et des bandes abrasives. Le polissage mécanique est efficace pour le polissage initial grossier et l'élimination des défauts de surface plus importants.
Polissage chimique : Implique l'utilisation de solutions chimiques pour lisser la surface en dissolvant sélectivement les points hauts sur la surface de l'aluminium. Cette méthode est souvent utilisée après le polissage mécanique pour obtenir une finition plus uniforme.
Électropolissage : Un processus électrochimique qui lisse et illumine la surface de l'aluminium en retirant une fine couche de matériau. Cette technique est bénéfique pour obtenir une finition très brillante et éliminer les irrégularités microscopiques de surface.
Importance de la douceur de surface pour le revêtement PVD
Une surface lisse et sans défauts est essentielle pour le succès du processus de revêtement PVD. La qualité de la finition PVD dépend directement de l'état du substrat. Voici pourquoi la douceur de surface est cruciale :
Adhérence : Une surface lisse offre une meilleure adhérence pour le revêtement PVD, garantissant qu'il se lie bien au substrat en aluminium. Une mauvaise adhérence peut entraîner un écaillage ou un décollement du revêtement.
Uniformité : Les irrégularités de surface peuvent provoquer un dépôt inégal du revêtement PVD, entraînant une épaisseur incohérente et des points faibles potentiels. Une surface polie aide à obtenir une couche de revêtement uniforme.
Qualité esthétique : L'apparence de composants tels que les boîtiers de mini-interphones est essentielle. Une surface lisse améliore l'attrait visuel du revêtement PVD, offrant une finition élégante et professionnelle.
Contrôles qualité pour assurer la préparation de la surface
Avant de procéder au revêtement PVD, plusieurs contrôles qualité sont effectués pour s'assurer que la surface est adéquatement préparée.
Inspection visuelle : Une inspection visuelle approfondie est menée pour identifier tout défaut visible, tel que des rayures, des bosses ou des zones rugueuses. Toute imperfection est traitée par un polissage supplémentaire.
Mesure de la rugosité de surface : Des outils comme les profilomètres mesurent la rugosité de surface pour s'assurer qu'elle répond aux spécifications requises. Une rugosité de surface (Ra) inférieure à 0,2 micromètres est généralement souhaitée pour les revêtements PVD.
Nettoyage : Les pièces en aluminium poli sont méticuleusement nettoyées pour éliminer les contaminants, tels que les huiles, la poussière ou les résidus de polissage. Des méthodes de nettoyage ultrasonique et chimique sont souvent utilisées pour obtenir une surface immaculée.
Exemple de réalisation d'une préparation de surface de haute qualité
Dans un projet récent impliquant des boîtiers de mini-interphones, l'obtention d'une finition de surface de haute qualité était essentielle pour le succès du revêtement PVD. Voici comment cela a été accompli :
Polissage séquentiel : Les boîtiers ont subi un processus de polissage séquentiel, commençant par des bandes abrasives grossières et passant progressivement à des grains plus fins. Cette approche étape par étape a assuré l'élimination de toutes les imperfections de surface.
Électropolissage pour la finition finale : Après le polissage mécanique, les pièces ont été soumises à un électropolissage pour obtenir une finition miroir. Ce processus a amélioré la douceur de la surface et l'a préparée pour une adhérence optimale du revêtement PVD.
Contrôles qualité stricts : Chaque boîtier a été inspecté pour la rugosité de surface et la propreté. Toutes les pièces ne répondant pas aux critères stricts ont été re-polies et nettoyées jusqu'à ce qu'elles passent l'inspection.
Finition PVD (dépôt physique en phase vapeur)
Explication du processus PVD
Le dépôt physique en phase vapeur (PVD) est une technique de finition de surface avancée pour appliquer des revêtements minces et hautes performances sur divers substrats. Le processus PVD implique la vaporisation d'un matériau solide sous vide, puis son dépôt sur le substrat, formant un film mince.
Vaporisation : Le matériau de revêtement, souvent un métal tel que le titane, le chrome ou l'aluminium, est vaporisé en utilisant des techniques d'évaporation thermique, de pulvérisation cathodique ou de vaporisation par arc.
Transport : Le matériau vaporisé traverse une chambre à vide, assurant une contamination minimale et un environnement de dépôt propre.
Dépôt : La vapeur se condense sur le substrat (dans ce cas, le boîtier d'interphone en aluminium), formant un revêtement mince et uniforme qui améliore les propriétés de surface du matériau sous-jacent.
Avantages du PVD pour l'aluminium
Le PVD offre plusieurs avantages lorsqu'il est appliqué à des composants en aluminium comme les boîtiers de mini-interphones :
Durabilité améliorée : Les revêtements PVD améliorent considérablement la résistance à l'usure et la dureté de l'aluminium, prolongeant la durée de vie du composant.
Résistance à la corrosion : Le revêtement fournit une barrière protectrice qui améliore la résistance naturelle à la corrosion de l'aluminium, le rendant adapté aux environnements difficiles.
Attrait esthétique : Les revêtements PVD peuvent obtenir diverses finitions, y compris des apparences métalliques, mates et colorées, améliorant l'attrait visuel du boîtier.
Processus écologique : Le PVD est un processus propre et respectueux de l'environnement qui produit un minimum de déchets par rapport aux méthodes de revêtement traditionnelles comme l'électroplaquage.
Défis du traitement PVD de l'aluminium moulé
L'application de revêtements PVD sur l'aluminium moulé pose des défis uniques en raison des propriétés du matériau et du processus de moulage :
Préparation de surface : Comme discuté dans la section 6, l'obtention d'une surface parfaitement lisse et propre est essentielle pour l'adhérence du PVD. Tout défaut de surface ou contaminant peut entraîner des échecs de revêtement.
Problèmes d'adhérence : La nature poreuse de l'aluminium moulé peut poser des défis d'adhérence. Un traitement de surface approprié et l'utilisation de couches favorisant l'adhérence sont cruciaux.
Épaisseur de revêtement uniforme : Assurer une épaisseur de revêtement uniforme, en particulier sur des géométries complexes, nécessite un contrôle précis des paramètres du processus PVD.

Obtenir une finition de surface de haute qualité et durable
Pour surmonter ces défis et obtenir une finition PVD de haute qualité sur les boîtiers d'interphone en aluminium moulé, plusieurs étapes et techniques sont employées :
Préparation de surface : Comme souligné dans la section 6, un polissage et un nettoyage méticuleux assurent une surface lisse et exempte de contaminants. Cette étape est essentielle pour un revêtement PVD réussi.
Couches d'adhérence : Avant d'appliquer le revêtement PVD final, une couche intermédiaire, telle que du titane ou du chrome, peut être déposée pour améliorer l'adhérence. Cette couche agit comme un agent de liaison entre le substrat en aluminium et le revêtement PVD.
Paramètres PVD optimisés : Les paramètres du processus PVD, y compris la température, la pression et la vitesse de dépôt, sont soigneusement contrôlés pour obtenir une épaisseur de revêtement uniforme et des propriétés optiques. Des systèmes PVD avancés avec des capacités de surveillance en temps réel assurent des résultats cohérents.
Assurance qualité : Après le revêtement, les boîtiers subissent des contrôles qualité rigoureux pour vérifier l'épaisseur du revêtement, l'adhérence et la finition de surface. Des techniques telles que la fluorescence X (XRF) et les tests de rayure évaluent l'intégrité et la performance du revêtement.
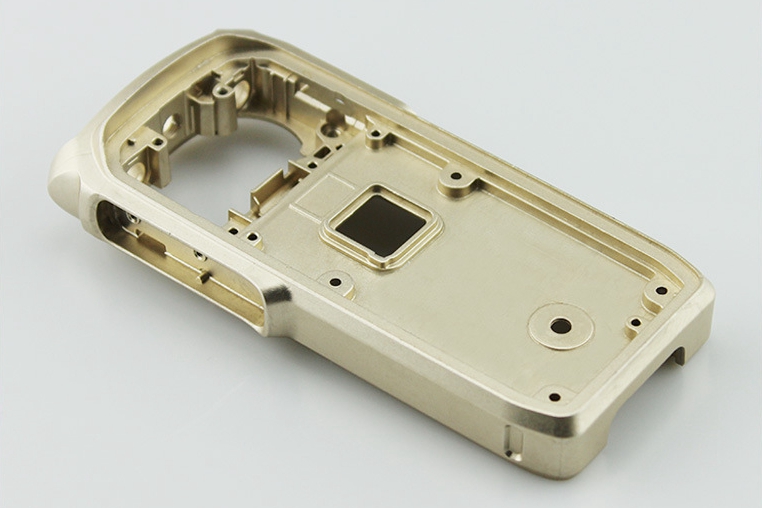
Exemple d'application réussie de revêtement PVD
Dans un projet récent, les boîtiers de mini-interphones nécessitaient une finition durable et esthétiquement plaisante capable de résister à des conditions environnementales difficiles. Voici comment le processus de revêtement PVD a été appliqué avec succès :
Préparation : Les boîtiers en aluminium ont été polis jusqu'à une finition miroir et méticuleusement nettoyés pour éliminer tous les contaminants.
Couche intermédiaire : Une fine couche de titane a été déposée pour favoriser l'adhérence entre l'aluminium et le revêtement PVD final.
Revêtement PVD : Les boîtiers ont été revêtus d'une couche de nitrure de titane (TiN), connue pour sa dureté et son apparence dorée. Les paramètres du processus ont été optimisés pour assurer une épaisseur de revêtement uniforme de 2 micromètres.
Contrôle qualité : Les boîtiers revêtus ont été inspectés pour l'épaisseur du revêtement et l'adhérence. Des tests de rayure ont confirmé la durabilité du revêtement, et des inspections visuelles ont assuré une finition de surface sans défaut.
Surmonter les défis de fabrication
Résumé des principaux défis
La production de boîtiers de mini-interphones de haute qualité en alliage d'aluminium 383 implique de relever plusieurs défis critiques tout au long de la fabrication. Ces défis incluent :
Moulage sous pression à parois minces : Assurer l'intégrité structurelle des sections à parois minces tout en maintenant la précision dimensionnelle et en prévenant les défauts tels que la porosité et le warpage.
Usinage CNC de haute précision : Atteindre des tolérances précises sur les surfaces d'assemblage critiques pour assurer un ajustement parfait et une fonctionnalité optimale.
Traitement PVD de l'aluminium moulé : Préparer la surface de l'aluminium moulé pour le revêtement PVD afin d'assurer l'adhérence, l'uniformité et la durabilité.
Solutions et stratégies mises en œuvre pour surmonter ces défis
Techniques avancées de conception de moules
Logiciels de simulation : Utilisation de logiciels avancés pour optimiser la conception de moules pour les sections à parois minces. Cela aide à prédire et à résoudre les problèmes potentiels liés aux débits et aux vitesses de refroidissement, assurant une solidification uniforme et réduisant le risque de défauts.
Fabrication de moules de précision : Emploi de techniques d'usinage et de fabrication de haute précision pour créer des moules produisant des moulages constants et de haute qualité.
Pratiques d'usinage CNC de précision
Sélection et maintenance des outils : Choix des bons outils de coupe, tels que des outils en acier rapide ou en carbure, et leur maintenance régulière pour assurer netteté et durabilité. Cela aide à atteindre la précision nécessaire et la finition de surface.
Paramètres d'usinage optimisés : Sélection et ajustement minutieux des paramètres d'usinage, tels que la vitesse de coupe, la vitesse d'avance et la profondeur de passe, pour équilibrer les taux d'enlèvement de matière et la qualité de surface. Cela assure une haute précision et minimise l'usure des outils.
Surveillance en cours de processus : Mise en œuvre de systèmes de surveillance en temps réel pour suivre l'usure des outils et les conditions d'usinage. Cela permet des ajustements immédiats pour maintenir la précision et la qualité.
Méthodes spécialisées de revêtement PVD pour l'aluminium moulé
Préparation de surface : Réalisation d'un polissage et d'un nettoyage méticuleux pour obtenir une surface lisse et sans défauts. Cette étape est essentielle pour garantir que le revêtement PVD adhère correctement et atteint la finition souhaitée.
Couches favorisant l'adhérence : Application de couches intermédiaires, telles que du titane ou du chrome, pour améliorer l'adhérence du revêtement PVD final. Cela aide à surmonter les défis posés par la nature poreuse de l'aluminium moulé.
Paramètres contrôlés du processus PVD : Contrôle attentif des paramètres du processus PVD, y compris la température, la pression et la vitesse de dépôt, pour obtenir une épaisseur de revêtement uniforme et des propriétés optiques. Des systèmes PVD avancés avec des capacités de surveillance en temps réel assurent des résultats cohérents.
Application concrète des solutions
Dans un projet récent, ces stratégies ont été mises en œuvre avec succès pour produire des boîtiers de mini-interphones de haute qualité pour l'industrie des télécommunications. Le projet impliquait :
Moulage sous pression à parois minces : En utilisant des logiciels de simulation avancés et une fabrication de moules de précision, l'équipe a produit des moulages à parois minces avec un minimum de défauts. Les pièces finales ont démontré une excellente précision dimensionnelle et une intégrité structurelle.
Usinage CNC de haute précision : Des paramètres d'usinage optimisés, des outils de coupe de haute qualité et une surveillance en temps réel ont garanti que les surfaces d'assemblage critiques respectaient les tolérances de ±0,01 mm. Cet usinage de précision a permis un assemblage fluide et une performance fiable.
Revêtement PVD : Après une préparation de surface approfondie et l'application d'une couche favorisant l'adhérence, les boîtiers ont été revêtus d'une couche de nitrure de titane (TiN) durable et esthétiquement plaisante. Le processus PVD contrôlé a résulté en une épaisseur de revêtement uniforme et des propriétés de surface améliorées.