Miroir de poche en acier inoxydable à tournage CNC haute précision et revêtement PVD
Présentation du miroir
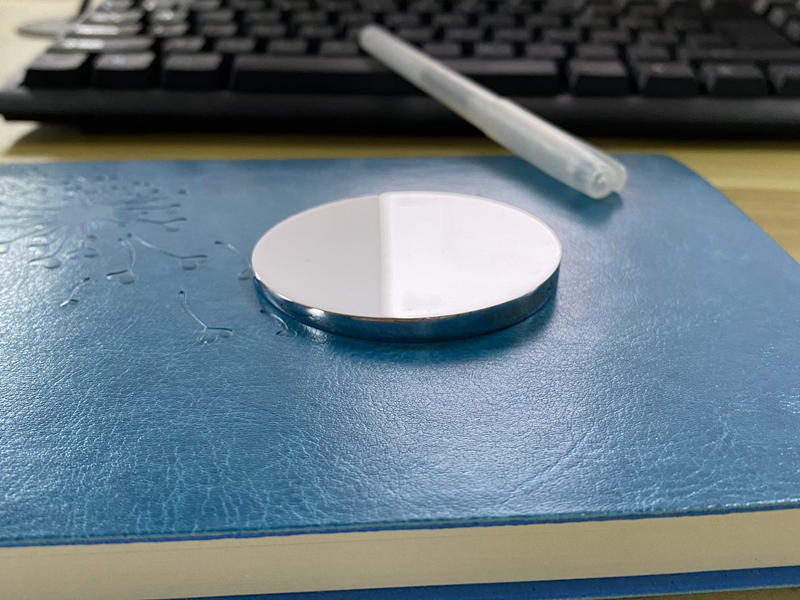
Le diamètre circulaire de ce miroir est de 60 mm, le bord le plus épais est de 12 mm et le bord le plus fin est de 6 mm. C'est parce qu'un côté est un plan et l'autre côté est une surface sphérique concave. Le matériau est l'acier inoxydable. La finition est plaquée rhodium.
J'explique l'intention de fabriquer ce miroir pour faciliter la compréhension de tous.
Explication de la conception
Sélection du matériau
Nous choisissons le matériau en acier inoxydable 316L pour donner au miroir une texture particulière et éviter la rouille. Nous sommes ouverts à d'autres matériaux. La condition préalable est que la qualité et la fonction du miroir puissent être satisfaites.
Surfaces planes et sphériques concaves
Comme nous le savons tous, le plan du miroir a une fonction d'imagerie parfaite à 100 %.

La surface réfléchissante sphérique concave a une fonction de grossissement. L'arc conçu peut faire approcher les détails jusqu'à dix fois la distance de vision moyenne. De nombreux miroirs de ce type sont sur le marché mais sont en verre. Pas résistants aux chutes.

Plaqué rhodium
L'alliage de rhodium est un métal non toxique, inoffensif, rigide et stable qui confère au miroir une haute résistance aux rayures. Il correspond également au positionnement du miroir en tant que produit de luxe léger.
Conception sertie de diamants
La raison principale est que le miroir dans son ensemble n'a pas de trous et que les exigences de surface sont incroyablement élevées. Le PVD était impossible, nous avons donc percé un trou de 1 mm dans le bord le plus épais pour le PVD. Ce trou est ensuite sertie d'une strass pour la finition finale.
notre méthode de fabrication
Fabrication des ébauches
Tournage CNC
Nous tournons actuellement les ébauches des miroirs en CNC. Nous avons d'abord coupé la barre 316L d'un diamètre de 62 mm à une épaisseur de 15 mm, puis nous l'avons tournée pour obtenir le plan et le rayon dont nous avions besoin.
Processus de polissage
Nous devons d'abord polir le bord du miroir pour éliminer les marques de coupe CNC. Le miroir plan est ensuite poli miroir à l'aide d'une rectifieuse plane. Enfin, nous polissons manuellement la surface sphérique concave.
Revêtement PVD
Nous achetons des cibles de rhodium pour le revêtement PVD sur l'ensemble du miroir. Comme mentionné ci-dessus, nous avons un trou de vis de 1 mm pour la suspension.
Artisanat du diamant
Nous utilisons des diamants Swarovski pour le sertissage. Ce miroir pourrait devenir un pendentif pour certains sacs de créateurs. Il est à la fois beau et utilisable. Il appartient aux biens de luxe léger.
Problèmes que nous avons rencontrés
Pincement lors du tournage CNC
Dans le processus de tournage CNC, le bord du miroir sera pincé, avec des traces de degrés variables, ce qui rend notre polissage ultérieur du bord du miroir extrêmement difficile et présente un taux de défauts élevé.
Tournage miroir CNC
Nous avons utilisé des outils diamantés pour le tournage CNC, mais il restait de fines lignes CD. Nous utilisons le polissage par ultrasons pour éliminer le motif CD sur la surface sphérique concave, puis nous le polissons à la main. En raison du polissage par ultrasons, un petit angle R sera produit sur le bord du miroir. On peut aussi parler d'un effondrement poli.
Défauts PVD
Puisqu'il n'y a qu'un seul trou de 1 mm, nous avons taraudé le trou de 1 mm. Ensuite, utilisez un fil fin avec un filetage de 1 mm pour connecter. Puis accrochez le PVD. En raison de la surface de contact limitée et de la conductivité insuffisante, certains miroirs présenteront des défauts après le PVD—environ 20 %.
Artisanat du diamant
Nous utilisons le montage thermique, et une partie de l'énergie thermique s'échappe autour du trou, ce qui provoquera un noircissement autour du trou. Semblable à des marques de brûlure. Cela est dû au noircissement de l'acier inoxydable dans le trou à haute température. Le taux de défauts est d'environ 40 %.
À propos de la production de masse
Nous avons actuellement fabriqué 1000 miroirs en utilisant cette méthode. Mais le coût est très élevé.
Nous sommes ouverts à tout processus et à tout matériau. Mais notre conception originale ne peut pas être modifiée.
Après optimisation du processus, nous prévoyons de produire 8 000 pièces cette fois. Actuellement, nous nous orientons vers le processus de moulage par injection de métal et le processus de moulage par compression de poudre. Si vous avez de bonnes suggestions, veuillez me laisser un message.
