Concevoir le couvercle arrière parfait pour l'affichage automobile : Les subtilités des pièces moulé...
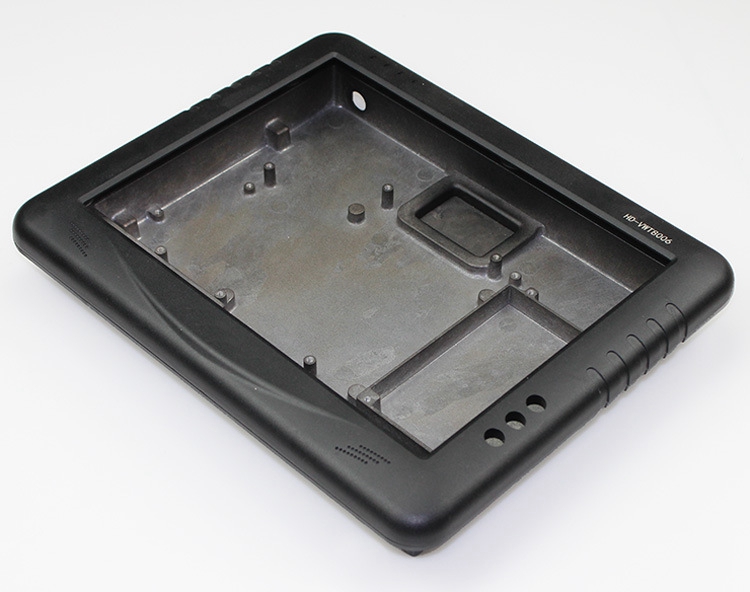
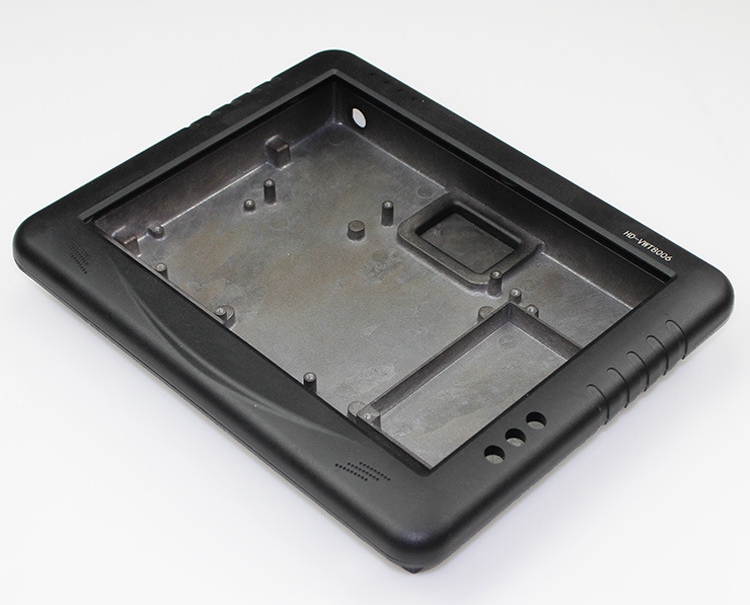
L'industrie automobile recherche continuellement des solutions innovantes pour améliorer les performances et l'esthétique des véhicules. Un composant crucial qui passe souvent inaperçu est le couvercle arrière de l'affichage automobile. Ces couvercles protègent les composants électroniques délicats et contribuent à l'apparence et à la sensation générale de l'habitacle du véhicule.
Cet article de blog explorera le processus de production sophistiqué des pièces moulées en aluminium à paroi mince pour les couvercles arrière d'affichage automobile. Nous examinerons les technologies de pointe, telles que le moulage sous pression en aluminium, l'usinage CNC, le filetage, le polissage et la peinture. De plus, nous discuterons de la sélection de l'alliage d'aluminium ADC 12, de l'importance des finitions de surface et des défis rencontrés pendant la production. À la fin de cet article, vous aurez une plus grande appréciation pour la prouesse technique derrière ces composants automobiles essentiels.

Aperçu de la technologie de fabrication
Moulage sous pression en aluminium
Le moulage sous pression en aluminium est un procédé de fabrication où de l'aluminium en fusion est injecté dans un moule en acier sous haute pression. Cette méthode très efficace produit des pièces avec une excellente précision dimensionnelle et des finitions de surface lisses. L'aluminium, en particulier l'ADC 12, est privilégié dans les applications automobiles en raison de ses propriétés légères, de sa haute résistance à la corrosion et de sa résistance mécanique supérieure. L'alliage ADC 12 est connu pour son excellente coulabilité. Il est idéal pour créer des composants complexes à paroi mince comme les couvercles arrière d'affichage automobile.
Usinage CNC
Une fois le processus de moulage sous pression en aluminium terminé, les pièces nécessitent souvent un affinage supplémentaire pour répondre à des spécifications précises. C'est là que l'usinage CNC (Commande Numérique par Ordinateur) entre en jeu. L'usinage CNC permet une grande précision dans la coupe, le perçage et la mise en forme des pièces moulées. Il garantit que les couvercles arrière d'affichage automobile respectent des tolérances exactes, ce qui est crucial pour que les composants s'adaptent parfaitement au tableau de bord du véhicule. La précision de l'usinage CNC aide à obtenir une qualité et une fiabilité constantes dans le produit final.
Filetage, polissage et peinture
Pour améliorer la fonctionnalité et l'esthétique du couvercle arrière d'affichage automobile, des processus de finition supplémentaires sont employés :
Filetage : Ce processus implique la création de filetages de vis sur les pièces moulées. Le filetage est essentiel pour l'assemblage, permettant au couvercle arrière d'être solidement fixé à d'autres composants.
Polissage : Le polissage est une étape critique pour obtenir une surface lisse et réfléchissante sur les pièces en aluminium. Il implique un polissage mécanique de la surface pour éliminer toute imperfection, résultant en une finition haute brillance qui améliore l'apparence du couvercle arrière d'affichage automobile.
Peinture : La peinture améliore non seulement l'attrait visuel du couvercle arrière mais fournit également une couche protectrice contre la corrosion et l'usure. Le processus de peinture implique typiquement l'application d'une sous-couche, d'une couche de base et d'une couche transparente pour assurer la durabilité et une finition de haute qualité.
Sélection du matériau pour le moulage sous pression
Alliage ADC 12
L'ADC 12 est un alliage d'aluminium largement utilisé dans l'industrie du moulage sous pression, en particulier pour les applications automobiles. Cette section explorera les propriétés clés de l'ADC 12 et pourquoi il est le choix privilégié pour la fabrication des couvercles arrière d'affichage automobile.
Propriétés de l'ADC 12 :
Excellente coulabilité : L'ADC 12 a un point de fusion bas et une bonne fluidité, le rendant facile à mouler en formes complexes et structures à paroi mince. C'est crucial pour produire des composants détaillés et légers comme les couvercles arrière d'affichage automobile.
Rapport résistance/poids élevé : L'une des propriétés remarquables de l'ADC 12 est sa haute résistance par rapport à son poids. Cela le rend idéal pour les applications automobiles où réduire le poids sans compromettre la résistance est essentiel.
Bonne résistance à la corrosion : L'ADC 12 présente une excellente résistance à la corrosion, ce qui est vital pour les composants automobiles exposés à diverses conditions environnementales. Cela assure la longévité et la fiabilité du produit final.
Conductivité thermique : Les alliages d'aluminium, y compris l'ADC 12, ont une bonne conductivité thermique, ce qui aide à dissiper la chaleur générée par les composants électroniques logés dans le couvercle arrière de l'affichage.
Stabilité dimensionnelle : L'ADC 12 offre une bonne stabilité dimensionnelle, ce qui signifie qu'il conserve sa forme et sa taille sous diverses conditions, ce qui est critique pour les pièces qui doivent s'adapter précisément dans un assemblage.
Pourquoi l'ADC 12 est choisi pour les couvercles arrière d'affichage automobile : L'industrie automobile exige des matériaux qui répondent à des normes strictes de performance et de sécurité. La coulabilité, la résistance, la résistance à la corrosion et la conductivité thermique de l'ADC 12 le rendent idéal pour les couvercles arrière d'affichage automobile. Ces couvercles doivent être légers pour améliorer l'efficacité globale du véhicule tout en fournissant une protection robuste pour les affichages électroniques sensibles.
Avantages de performance dans l'environnement automobile :
Réduction de poids : L'utilisation de l'ADC 12 aide à réduire le poids global du véhicule, contribuant à une meilleure efficacité énergétique et à des émissions plus faibles.
Durabilité : La résistance inhérente et la résistance à la corrosion de l'ADC 12 assurent que les couvercles arrière d'affichage peuvent résister aux rigueurs de l'utilisation quotidienne et aux conditions environnementales difficiles.
Gestion thermique : La bonne conductivité thermique de l'ADC 12 aide à gérer la chaleur générée par l'électronique de l'affichage, empêchant la surchauffe et prolongeant la durée de vie des composants.
Finition de surface des pièces moulées en aluminium
Polissage
Le polissage est une étape critique dans la production des couvercles arrière d'affichage automobile, principalement lorsqu'il s'agit de pièces moulées en aluminium à paroi mince. Le but du polissage est de créer une surface lisse et réfléchissante qui améliore l'apparence et la fonctionnalité de la pièce. Voici un aperçu plus détaillé des techniques utilisées et de leur importance :
Techniques utilisées dans le polissage des pièces moulées à paroi mince :
Polissage mécanique : Cela implique l'utilisation de matériaux abrasifs pour polir la surface de la pièce en aluminium. Le polissage mécanique lisse les aspérités ou imperfections qui peuvent résulter du processus de moulage sous pression.
Polissage électrolytique : L'électropolissage utilise un bain électrolytique pour retirer une fine couche du métal, lissant davantage la surface et améliorant ses propriétés réfléchissantes. Cette méthode est particulièrement bénéfique pour obtenir une finition haute brillance sur des géométries complexes.
Polissage par vibration : Cela implique de placer les pièces dans une machine vibrante remplie de média abrasif. La vibration fait que le média polit doucement la surface, ce qui est particulièrement efficace pour les pièces avec des formes complexes ou des zones difficiles d'accès.
Obtenir une surface lisse et réfléchissante : Le polissage améliore non seulement l'attrait visuel du couvercle arrière d'affichage automobile mais améliore également sa fonctionnalité. Une surface lisse réduit la friction et l'usure, prolongeant la vie de la pièce. De plus, une surface réfléchissante peut améliorer l'esthétique globale de l'habitacle du véhicule, offrant un aspect et une sensation premium.
Peinture
La peinture est l'étape finale du processus de finition. Elle joue un rôle crucial dans la protection et l'embellissement du couvercle arrière d'affichage automobile. Voici un aperçu approfondi du processus de peinture et de son importance :
Types de peintures et revêtements utilisés :
Sous-couche : La couche de sous-couche sert de fondation pour la peinture. Elle améliore l'adhérence, comble les imperfections mineures et fournit une surface uniforme pour les couches suivantes.
Couche de base : C'est la couche de couleur primaire. Des peintures de qualité automobile sont utilisées pour la couche de base afin d'assurer la durabilité et une finition attrayante. Le choix de la couleur et du type de peinture peut varier selon l'esthétique souhaitée et les exigences de performance.
Couche transparente : La couche finale est la couche transparente, qui protège contre les facteurs environnementaux tels que les rayons UV, l'humidité et les produits chimiques. Elle donne également à la pièce une finition brillante, améliorant son apparence.
Le processus de peinture et son importance :
Préparation de surface : Avant la peinture, la surface de la pièce en aluminium est soigneusement nettoyée et préparée pour assurer une adhérence optimale de la peinture. Cela peut impliquer le dégraissage, le ponçage et l'application d'une sous-couche.
Application : La peinture est typiquement appliquée en utilisant des techniques de pulvérisation pour assurer une couche uniforme et constante. Chaque couche (sous-couche, couche de base et couche transparente) est appliquée et durcie avant l'ajout de la couche suivante.
Durcissement : Après l'application de la peinture, la pièce subit un processus de durcissement, chauffée à une température spécifique pour durcir la peinture. Cette étape est cruciale pour obtenir une finition durable et résiliente.
Avantages protecteurs et esthétiques : La peinture améliore l'attrait visuel du couvercle arrière d'affichage automobile et fournit une protection essentielle. Les couches de peinture protègent l'aluminium contre la corrosion, les rayures et autres dommages environnementaux. De plus, une peinture de haute qualité peut améliorer significativement la valeur perçue du véhicule, contribuant à une meilleure expérience client globale.
Défis dans le moulage sous pression en aluminium
Moulage sous pression à paroi mince
Le moulage sous pression à paroi mince présente des défis uniques en raison du maintien de l'intégrité structurelle tout en produisant des composants légers. Voici quelques-unes des principales difficultés et leurs solutions :
Difficultés techniques :
Maintenir une épaisseur de paroi uniforme : Atteindre une épaisseur de paroi constante dans les pièces moulées à paroi mince est critique pour éviter les points faibles et assurer l'intégrité structurelle. Des variations peuvent conduire à des défauts tels que le gauchissement ou la fissuration.
Remplissage du moule : S'assurer que l'aluminium en fusion remplit complètement et uniformément le moule est plus difficile avec des parois minces. Un remplissage incomplet peut entraîner des défauts et des points faibles dans le produit final.
Solutions :
Moules de haute précision : Des moules de haute précision avec des tolérances serrées aident à obtenir une épaisseur de paroi uniforme et une qualité constante.
Paramètres de moulage optimisés : Ajuster les paramètres de moulage, tels que la vitesse et la pression d'injection, pour assurer un remplissage complet et uniforme du moule. Utiliser des logiciels de simulation pour optimiser ces paramètres peut également être bénéfique.
Sélection de l'alliage : Choisir un alliage d'aluminium approprié, comme l'ADC 12, qui a une excellente fluidité, aide à obtenir un meilleur remplissage du moule et des structures à paroi mince.
Retrait à froid et déformation des pièces moulées
Le retrait à froid et la déformation sont des problèmes courants dans le moulage sous pression, en particulier pour les pièces à paroi mince. Ces défauts peuvent compromettre la fonctionnalité et l'apparence du produit final.
Causes :
Refroidissement rapide : Les sections à paroi mince refroidissent plus rapidement que les sections plus épaisses, conduisant à des taux de refroidissement différentiels et à un retrait potentiel.
Contraintes résiduelles : Les contraintes accumulées pendant le moulage peuvent provoquer une déformation lorsque la pièce refroidit et se solidifie.
Méthodes pour atténuer ces problèmes :
Refroidissement contrôlé : Mettre en œuvre des processus de refroidissement contrôlés assure des taux de refroidissement uniformes dans toute la pièce. Cela peut impliquer l'utilisation de canaux de refroidissement dans le moule pour réguler la température.
Traitement thermique : Appliquer des processus de traitement thermique post-moulage comme le recuit pour soulager les contraintes résiduelles et stabiliser les dimensions de la pièce.
Optimisation de la conception : Optimiser la conception de la pièce pour minimiser les zones sujettes au retrait et à la déformation. Cela peut impliquer l'utilisation de nervures ou de goussets pour renforcer les sections à paroi mince.
Étude de cas : Exemple concret
Examinons un exemple concret pour illustrer ces défis et solutions.
Scénario : Un grand constructeur automobile avait besoin d'un couvercle arrière moulé en aluminium à paroi mince pour sa nouvelle unité d'affichage automobile. Les exigences incluaient
maintenir une épaisseur de paroi uniforme de 1,5 mm,
atteindre une finition haute brillance, et
s'assurer que la pièce pouvait résister aux contraintes environnementales.
Défis rencontrés :
Épaisseur de paroi inconstante : Les prototypes initiaux présentaient des variations d'épaisseur de paroi, conduisant à des faiblesses structurelles.
Retrait à froid : Le refroidissement rapide a entraîné des défauts de retrait, causant des inexactitudes dimensionnelles.
Déformation : Les contraintes résiduelles ont conduit à une déformation pendant le processus de refroidissement, affectant l'ajustement et la finition de la pièce.
Solutions mises en œuvre :
Moulage de précision : Le fabricant a utilisé des moules de haute précision avec des systèmes d'alimentation optimisés pour assurer une épaisseur de paroi uniforme.
Refroidissement optimisé : Un refroidissement contrôlé a été mis en œuvre en utilisant des canaux de refroidissement avancés dans le moule, assurant des taux de refroidissement uniformes et minimisant le retrait.
Traitement thermique post-moulage : Des processus de recuit ont été appliqués pour soulager les contraintes résiduelles, réduisant la déformation et stabilisant les dimensions.
Résultat : Le produit final a satisfait à toutes les spécifications, avec une épaisseur de paroi uniforme, aucun défaut de retrait et une excellente stabilité dimensionnelle. La finition haute brillance a été obtenue grâce à un polissage et une peinture méticuleux, résultant en un couvercle arrière d'affichage automobile visuellement attrayant et durable.
Que pouvons-nous faire en moulage sous pression ?
La production de couvercles arrière d'affichage automobile de haute qualité implique une interaction complexe de technologies de fabrication avancées, de sélection de matériaux et de processus de finition méticuleux. Les fabricants peuvent obtenir des composants fonctionnels et esthétiquement plaisants en tirant parti des forces du moulage sous pression en aluminium, de l'usinage CNC, du filetage, du polissage et de la peinture.
Points clés à retenir :
Intégration de technologie avancée :
Combiner le moulage sous pression en aluminium et l'usinage CNC assure la précision et la cohérence dans la production de composants à paroi mince.
Le filetage, le polissage et la peinture sont des étapes de finition essentielles qui améliorent la fonctionnalité et l'apparence du produit final.
Avantages des matériaux :
L'alliage d'aluminium ADC 12 est le matériau de choix pour son excellente coulabilité, son rapport résistance/poids élevé, sa résistance à la corrosion et sa conductivité thermique.
Ces propriétés rendent l'ADC 12 idéal pour les applications automobiles, où la performance et la durabilité sont critiques.
Surmonter les défis de production :
Le moulage sous pression à paroi mince présente des défis uniques qui peuvent être abordés grâce à des moules de haute précision, des paramètres de moulage optimisés et des techniques de refroidissement contrôlé.
Atténuer des problèmes comme le retrait à froid et la déformation des pièces moulées nécessite une combinaison d'optimisation de conception et de traitements post-moulage.
Importance de la finition de surface :
Les processus de polissage et de peinture sont cruciaux pour obtenir une surface lisse et réfléchissante et fournir des couches protectrices contre les facteurs environnementaux.
Une finition de surface de haute qualité améliore l'attrait visuel et la longévité du couvercle arrière d'affichage automobile.
Application réelle :
L'étude de cas met en lumière l'application pratique de ces technologies et processus, démontrant comment les défis peuvent être surmontés pour produire des composants automobiles supérieurs.
La production réussie de couvercles arrière d'affichage automobile montre l'importance de la précision, de l'innovation et du contrôle qualité dans la fabrication.
Tendances futures dans le moulage sous pression à paroi mince pour l'industrie automobile
L'industrie automobile est prête à voir d'autres avancées dans le moulage sous pression à paroi mince et les processus de fabrication associés. Des innovations telles que des logiciels de simulation améliorés, des formulations de matériaux améliorées et des techniques de finition automatisées devraient conduire à des normes de qualité et d'efficacité encore plus élevées.
Développements potentiels :
Simulation et contrôle de processus améliorés : Des améliorations continues des outils de simulation permettront une meilleure prédiction et un meilleur contrôle des paramètres de moulage, conduisant à des défauts réduits et une plus grande cohérence.
Nouvelles innovations en matériaux : La recherche sur de nouveaux alliages d'aluminium et matériaux composites pourrait offrir de meilleures caractéristiques de performance, telles qu'une résistance accrue et des propriétés thermiques améliorées.
Automatisation dans les processus de finition : L'automatisation et la robotique dans le polissage, la peinture et d'autres processus de finition amélioreront la précision, réduiront la main-d'œuvre manuelle et augmenteront la vitesse de production.
